

Технология с применением готовых трафаретов из полиимидной пленки
Вторым примером подобной технологии служит EZReball™ от компании BEST [8 – 11], основой которой являются одноразовые готовые трафареты из полиимида, в выполненные лазером апертуры которых заранее уложены шарики. Трафарет имеет подложку с нанесенным на нее термореактивным адгезивом на акриловой основе, устойчивым к действию растворителей и надлому, благодаря чему шарики удерживаются в своих апертурах. Данные трафареты могут иметь любую матрицу апертур под различные диаметры шариков и шаги их расположения.
Преимущества таких трафаретов – в незначительных требованиях к навыкам оператора: совмещение осуществляется по краям корпуса, так как габариты трафарета соответствуют габаритам компонента. После формирования выводов трафарет легко снимается с компонента, при этом не требуется дополнительных операций по отмывке, как это происходит в случае использования трафаретов из водосмываемой бумаги.
Данная технология может использоваться для размеров шариков до 0,15 мм и шага до 0,4 мм. Стандартно поставляются шарики из традиционного сплава Sn63Pb37 с температурой оплавления 183°C, а также бессвинцовые – из Sn96.5Ag3Cu0.5 (217-220°C), прочие сплавы доступны на заказ. Также существует возможность добавления к уже существующей матрице выводов компонента одного или нескольких шариков, не получившихся в результате предыдущей операции реболлинга, с помощью специального ремонтного трафарета.
В качестве оборудования для оплавления метод позволяет использовать как печи оплавления, так и ремонтные центры.
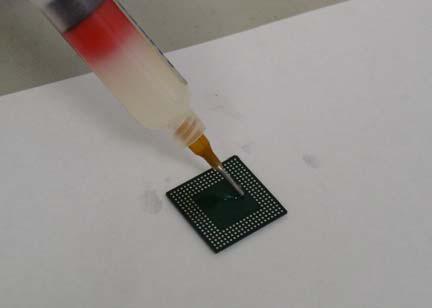
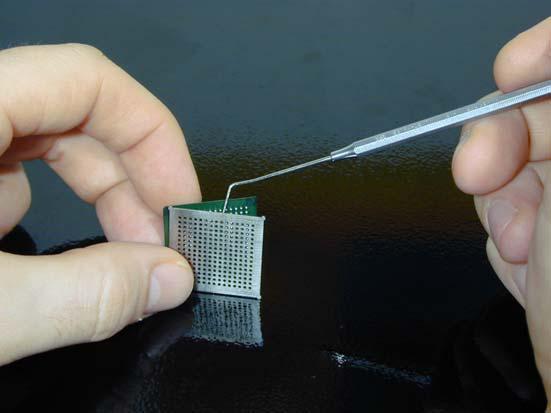
Последовательность основных операций при этом следующая (рис. 12):
-
Нанести флюс на поверхность компонента.
-
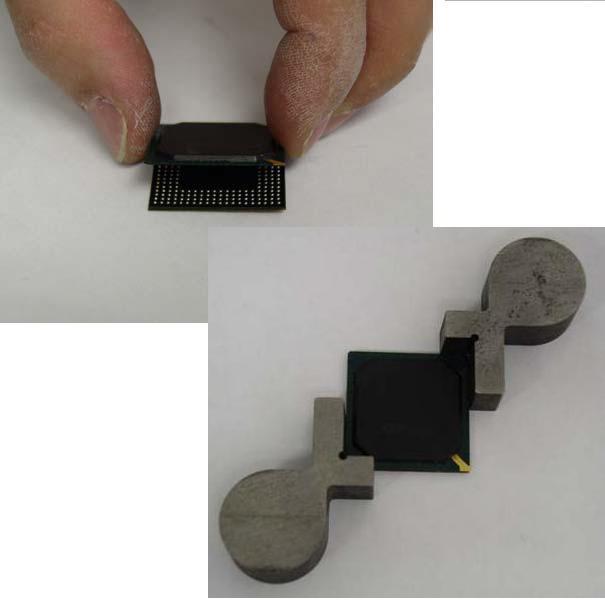
Совместить трафарет с уложенными шариками с корпусом, выровняв их по углам; после совмещения слегка нажать на компонент.
-
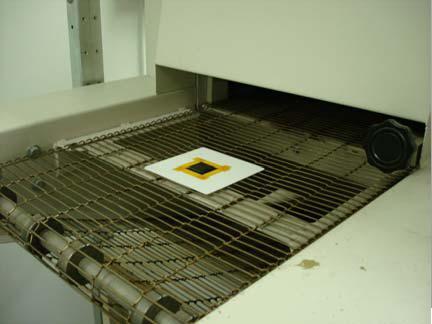
Закрепить трафарет с компонентом на пластине термостойким скотчем; произвести оплавление.
-
После оплавления удалить трафарет с компонента (шариковые выводы будут слегка уплощенными, но это допустимо).
а)
б)
в)

г)
Рис. 12. Процедура реболлинга для готовых трафаретов из полиимида: а) флюсование компонента; б) совмещение компонента и трафарета; в) закрепление компонента с трафаретом на пластине; оплавление г) удаление трафарета с компонента. Фото из [10]
Подготовительные и заключительные операции по подготовке компонента и отмывке аналогичны вышеописанным. Адгезив после снятия трафарета не оставляет следов на выводах.
Можно также использовать данную технологию для проведения реболлинга керамических BGA-компонентов с выводами из высокотемпературного припоя, которые требуют нанесения паяльной пасты на контактные площадки корпуса. В этом случае следует совместить компонент с полиимидным трафаретом StencilQuik, нанести пасту ракелем в апертуры, затем прикрепить трафарет EZReball™ и провести стандартную процедуру оплавления. Затем необходимо аккуратно снять трафарет StencilQuik.
Автоматизированные методы реболлинга
Существует также ряд установок, позволяющих автоматизировать процесс реболлинга. В частности, на рынке существуют устройства оплавления с соответствующей оснасткой, предназначенные специально для проведения реболлинга [17]. В их комплект поставки включаются минипечи оплавления различных размеров, наборы шариковых выводов, трафаретов и рамок для установки компонентов, а также игла для облегчения размещения шариков в апертурах. Дополнительно системы могут быть укомплектованы двухканальными модулями измерения температуры с двумя термопарами и каптоновой лентой для крепления, инструментами для удаления остатков припоя, монитором для редактирования температурных профилей и индикации температуры.
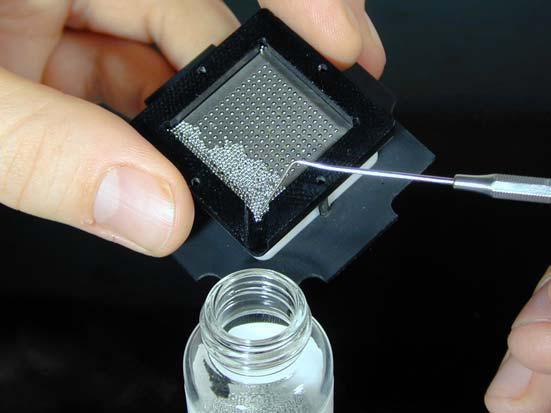
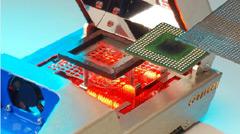
Последовательность операций при этом следующая (рис. 13):
-
В приспособление устанавливается соответствующим образом очищенный от остатков припоя и профлюсованный компонент контактными площадками вверх, затем на него сверху устанавливается соответствующий трафарет;
-
Выбираются шарики соответствующего типа и размера из набора, часть из них рассыпаются по трафарету и помещаются во все апертуры при помощи иголки.
-
Все лишние шарики должны быть осторожно перенесены обратно в контейнер, для чего в окантовке корпуса минипечи предусмотрена канавка;
-
Инструмент подачи горячего воздуха устанавливается в перевернутом виде в магнитный держатель;
-
На инструмент сверху устанавливается минипечь и закрывается крышкой; выбирается соответствующий температурный профиль и запускается процесс оплавления;
-
После окончания программы необходимо выждать, пока минипечь остынет, после чего достать компонент и снять трафарет.

а)

б)
в)

г)

д)
е)
Рис. 13. Последовательность операций при реболлинге с применением минипечи а) установка компонента и трафарета в приспособление; б) расстановка шариков в апертуры трафарета; в) ссыпание лишних шариков в контейнер; г) установка инструмента подачи горячего воздуха; д) установка минипечи; е) вынимание компонента, снятие трафарета. Фото из [16]
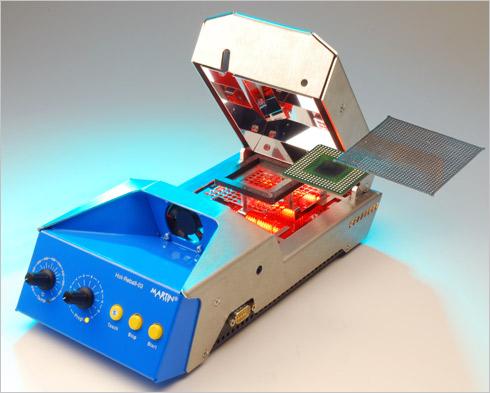
Внешний вид такой установки показан на рис. 14.

Рис. 14. Установка Martin 04.5 с минипечью оплавления для реболлинга. Фото из [17]
Существуют и более экономичные варианты реализации систем для реболлинга, имеющие в своем составе держатель BGA-компонентов, несколько адаптеров и трафаретов для совместного их закрепления с помощью каптоновой ленты на держателе [18, 19]. Система использует ИК-нагрев, что позволяет отказаться от минипечей и устройства подачи горячего воздуха со своей системой управления. Пользователю достаточно выбрать необходимую температуру и номер профиля оплавления, вставить подготовленный компонент, закрыть крышку устройства и нажать кнопку Start. С помощью функции обучения установка автоматически вычисляет продолжительность процесса реболлинга. Вставляя крючок в окно в крышке, пользователь может установить время достижения точки оплавления и сообщить об этом системе, нажав кнопку Stop. Блок управления автоматически вычислит дополнительное время, необходимое для образования надежного паяного соединения шариков с корпусом BGA-компонента и сохранит эти данные в одной из одиннадцати доступных ячеек памяти. После этого крышка устройства автоматически открывается и начинается процесс охлаждения посредством встроенного вентилятора.
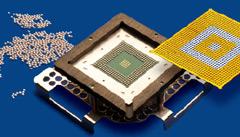
Весь процесс реболлинга, по данным разработчика, занимает около трех минут. Внешний вид данной установки, а также входящая в ее комплект поставки оснастка показана на рис 15.
а)
б)
в)

г)
Рис. 15. Установка Martin 03.1 для реболлинга с ИК-нагревом: а) внешний вид установки; Файл Martin 03.1.jpg б) – г) входящая в ее комплект поставки оснастка: держатель трафаретов, адептеры, трафареты, скальпель, набор шариков, крючок и пр. Фото из [18]