

Praktikum_Inzh_grafika
.pdf81
За лицевую сторону одностороннего шва сварного соединения принимают сторону, с которой производят сварку.
За лицевую сторону двустороннего шва сварного соединения с несимметрично подготовленными кромками принимают сторону, с которой производят сварку основного шва. За лицевую сторону двустороннего шва сварного соединения с симметрично подготовленными кромками может быть принята любая сторона.
На рис. 134 представлено обозначение одиночных сварных точек, выполняемых контактной точечной сваркой, соединение внахлестку, расчетный диаметр точки 5 мм.
Рис. 134
Если необходимо обозначить одинаковые сварные швы, то им присваивают порядковый номер, условное обозначение наносится у одного из швов, от изображений таких же швов проводят линии-выноски с полками на которыми проставляют соответствующий порядковый номер шва (рис. 135), где:
№1 – обозначение шва углового соединения, без скоса кромок, двустороннего впритык, выполняемого ручной электродуговой сваркой; катет шва 3 мм, усиления шва снять;
№2 – обозначение шва таврового соединения, без скоса кромок, одностороннего, выполняемого ручной электродуговой сваркой; катет шва 5 мм.
→
А
А
Рис. 135
82
4.2.2 Паяные и клееные соединения
При пайке детали соединяет специальный материал – припой, разогретый до температуры плавления, который заполняет зазор между деталями и, застывая, прочно соединяется с ними. Пайку применяют для получения герметичности, образования покрытия, защищающего от коррозии (лужение), соединение деталей несущих небольшую нагрузку. Пайку широко используют в радиотехнике, приборостроении. Различают пайку ручную и механизированную, по способу нагрева – паяльником, погружением в расплавленный припой и др.
Припои бывают (табл. 20) оловянные (ПО), оловянно-свинцовые (ПОС), оловянно-медные (ПОМ), медно-цинковые (ПМЦ), серебряно-медно-цинковые (ПСр). Припои стандартизованы и по температуре плавления делятся на две группы: мягкие и твердые. К мягким припоям относятся сплавы, которые в своей основе содержат олово и свинец и отличаются низкой температурой плавления (183-300°). Твердые припои применяются главным образом в тех случаях, когда надо получить высокую прочность соединений. Твердые припои состоят в основном из меди, серебра и цинка. Они применяются для паяния, как черных, так и цветных металлов и их сплавов.
При склеивании зазор между деталями заполняет клей, как правило, жидкая масса, после затвердевания клея образуется клееное соединение, при этом соединяемые детали не разогреваются. Соединения клееные выполняют различными клеями (табл. 21).
Изображают и обозначают паяные и клееные соединения согласно ГОСТ 2.313-82. Место соединения деталей отображают сплошной линией толщиной 2S.
Для обозначения данных соединений применяют условный знак (для паяного рис. 136, а, клееного рис. 136, б), который наносят на линии-выноске сплошной основной линией (рис. 137). При этом указывают тип паяного соединения на полке линии-выноски.
Основные типы паяных соединений (рис.138): нахлесточные (ПН-1 – ПН4), теле-скопические (ПН-4 – ПН-6), стыковые (ПВ-1, ПВ-2), косостыковые (ПВ-3, ПВ- 4), тавровые (ПТ-1 – ПТ-4), угловые (ПУ-1 – ПУ-3), соприкасающиеся (ПС-1 –ПС-5).
Обозначение одинаковых паяных или клееных соединений производится аналогично обозначению одинаковых сварных соединений.

83
а |
б |
|
|
||
Рис. 136 |
Рис. 137 |
|
Рис. 138 Швы, выполняемые по замкнутой линии, обозначают окружностью диа-
метром от 3 до 5 мм, наносимой тонкой линией (рис.139).
Рис. 139 Обозначение припоя или клея следует приводить в технических требова-
ниях чертежа записью по типу: «Припой ПОС-40 ГОСТ 21930-76» или «Клей БФ-2 ГОСТ 12172-77».
В табл. 20 представлены марки припоев, в табл. 21 – марки клеев, в табл.22 – наименования материалов с их условным обозначением.

|
|
84 |
|
|
|
Таблица 20 |
|
|
|
|
|
Припой |
Назначение |
|
|
|
|
|
|
ПМЦ-36 |
Пайка латуни, а также для тонкого паяния по бронзе. |
|
|
|
|
|
|
ГОСТ 1534-42 |
|
|
|
|
|
|
|
ПМЦ-54 |
Пайка бронзы, меди, жести, стали. |
|
|
|
|
|
|
ГОСТ 1534-42 |
|
|
|
|
|
|
|
ПОС-30 |
Пайка железа и латуни, изделий из цинка и оцинкованного |
|
|
|
|
|
|
ГОСТ 21930-76 |
железа. |
|
|
|
|
|
|
ПОС-40 |
Лужение и пайка латуни, жести; электро- и радиоаппарату- |
|
|
|
|
|
|
ГОСТ 21930-76 |
ры, проводов. |
|
|
|
|
|
|
ПСр 70 |
Пaйка oтветственных детaлей из стaли, меди и ее сплaвoв. |
|
|
|
|
|
|
ГОСТ 19738-74 |
|
|
|
|
|
|
|
|
|
Таблица 21 |
|
|
|
|
|
Клей |
|
Назначение |
|
|
|
|
|
|
|
Склеивание стали, алюминиевых и магниевых сплавов ме- |
|
БФ-2 |
|
ди, текстолита, стеклопластиков, оргстекла, кожи, керами- |
|
|
|
|
|
ГОСТ 12172-77 |
|
ки, дерева между собой и в различных сочетаниях. |
|
|
|
|
|
|
|
|
|
|
|
Склеивание деталей из различных материалов (стали, дюра- |
|
ВС-10Т |
|
люминия, теплостойких пенопластов, стеклотекстолита) |
|
|
|
|
|
ГОСТ 22345-77 |
|
между собой. |
|
|
|
|
|
|
|
|
|
|
|
Склеивание металлов (алюминиевых сплавов, стали), неме- |
|
ПУ-2 |
|
таллических материалов (стеклопластик, пенопласт); дета- |
|
|
|
лей из оргстекла, а также металлов и неметаллов между собой. |
|
|
|
|
|
|
|
Склеивания стальных деталей с деревянными, оклеенными |
|
ПК-5 |
|
тканью; дуралюмина с дуралюмином, древесиной, стекло- |
|
|
|
|
|
|
|
пластиками, фанерой и силикатным стеклом. |
|
|
|
|
|
|
|
Склеивание резин с металлами, стеклом и другими мате- |
|
88 СА |
|
риалами; резины с резиной. |
|
|
|
|
|
|
|
|
|
|
|
85 |
|
|
Таблица 22 |
|
|
|
Наименование |
Условное |
Применение |
материала |
обозначение |
|
Сталь |
Ст 1 |
Детали высокой вязкости и низкой твердо- |
углеродистая |
ГОСТ 380-88 |
сти: кожухи, прокладки |
обыкновенного |
Ст 3 |
Гайки, шайбы, заклепки, балки двутавровые, |
качества |
ГОСТ 380-88 |
швеллеры, угловая сталь |
Сталь |
Сталь 08 |
Детали с высокой пластичностью: колпачки, |
конструк- |
ГОСТ 1050-88 |
трубки, отгибные шайбы |
ционная |
Сталь 20 |
Втулки, штоки, пальцы, фрикционные диски |
углеродистая |
ГОСТ 1050-88 |
|
качественная |
Сталь 35 |
Цилиндры, оси, упоры, серьги, маховики |
|
ГОСТ 1050-88 |
|
Сталь |
Сталь 35ХГСА |
Детали, работающие в условиях знакопере- |
конструк- |
ГОСТ 4543-71 |
менных нагрузок: кулачки, пальцы |
ционная |
Сталь 40Х |
Валы, вал-шестерни, плунжеры, штоки, |
легированная |
ГОСТ 4543-71 |
шпиндели, рейки |
Сталь ресорно- |
Сталь 65Г |
Пружины, рессоры, упорные шайбы, тормоз- |
пружинная |
ГОСТ 14959-79 |
ные ленты, фрикционные диски |
|
СЧ 15 |
Маховики, стаканы, блоки, барабаны, шкивы, |
Чугун |
ГОСТ 1412-85 |
корпуса и крышки подшипников |
серый |
СЧ 35 |
Тяжелонагруженные детали: зубчатые коле- |
|
1412-85 |
са, звездочки |
Чугун |
КЧ 35-10 |
Детали, работающие в условиях динами- |
ковкий |
ГОСТ 1215-79 |
ческих нагрузок: тормозные колодки, муфты |
Чугун высоко- |
ВЧ 40 |
Детали, обладающие прочностью стальных: |
прочный |
ГОСТ 7293-85 |
суппорта, станины станков, коленчатые валы |
Бронза литей- |
Бр03Ц12С5 |
Втулки подшипников, корпуса насосов, вен- |
ная оловянная |
ГОСТ 613-79 |
цы червячных колес |
Латунь |
ЛЦ 40СД |
Тройники, переходники, втулки |
литейная |
ГОСТ 17711-93 |
|
Алюминиевый |
АЛ 1 |
Литые детали, обладающие высокой герме- |
литейный сплав |
ГОСТ 1583-93 |
тичностью |
Текстолит элек- |
Текстолит А-10 |
Деталей, работающие при трении (втулки, |
тротехнический |
ГОСТ 2910-74 |
кулачки). |
Резиновые |
Пластина МБС- |
Для уплотнения неподвижных соединений, а |
пластины |
М3 ГОСТ7338-90 |
также в качестве прокладок, настилов |
Войлок полу- |
Войлок ПС 10 |
Сальники для задержки смазочных масел в |
грубошерстный |
ГОСТ 6308-71 |
местах трения и предохранения мест трения |
чистошерстной |
|
от попадания воды и пыли |
Паронит общего |
ПОН 481-80 |
Прокладки для уплотнения плоских разъемов |
назначения |
|
агрегатов с различными средами |
86
4. 2. 3 Резьбовые соединения
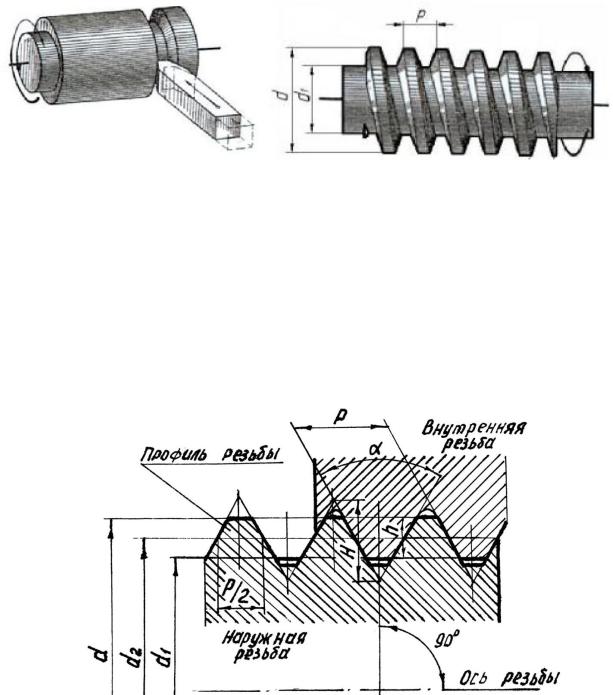
Резьба – поверхность, образованная при винтовом движении плоского контура по цилиндрической или конической поверхности; собственно резьба – это чередующиеся одинаковой формы винтовые канавки и выступы (рис. 140).
Рис. 140
Цилиндрическая (коническая) резьба – резьба, образованная на цилинд-
рической (конической) поверхности.
Наружная (внутренняя) резьба – резьба на охватываемой (охватывающей) поверхности.
Правая резьба (левая резьба) – резьба, образованная контуром, вращающимся по часовой (против часовой) стрелке.
Геометрические параметры резьбы (рис. 142):
Рис. 141
Наружный диаметр резьбы d – диаметр воображаемого цилиндра, описанного вокруг вершин наружной резьбы или впадин внутренней резьбы.
87
Внутренний диаметр резьбы d1 – диаметр воображаемого цилиндра, вписанного во впадины наружной резьбы.
Средний диаметр резьбы d2 – диаметр воображаемого цилиндра, образующая которого пересекает профиль резьбы в точке, где ширина канавки равна половине номинального шага резьбы.
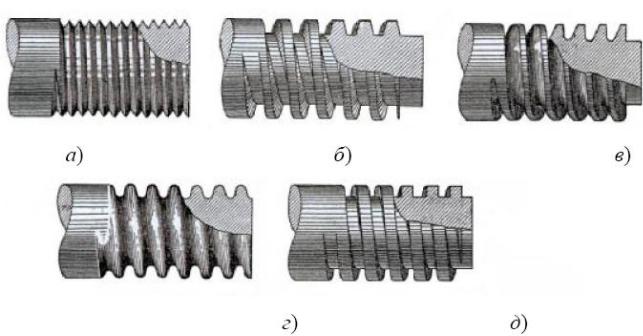
Профиль резьбы – контур сечения резьбы в плоскости, проходящей через ее ось. Выделяют следующие профили: треугольный (рис. 142а), трапецеидальный (рис. 142б,в), круглый (рис. 142г), прямоугольный (рис.142д).
Рис. 142 Шаг резьбы Р – расстояние между соседними одноименными боковыми
сторонами профиля в направлении, параллельном оси резьбы.
Ход резьбы – величина относительного осевого перемещения болта (гайки) за один оборот. У однозаходной резьбы ход равен шагу, у многозаходной ход равен произведению шага резьба на число заходов. Однозаходная (многозаходная) резьба – резьба, образованная движением одного профиля (нескольких одинаковых профилей).
Угол профиля – угол между боковыми сторонами профиля.
Рабочая высота профиля h – высота соприкосновения сторон профиля наружной и внутренней резьбы в направлении, перпендикулярном оси резьбы.
Высота исходного профиля H – высота остроугольного профиля, полученного путем продолжения боковых сторон профиля до их пересечения.
88
Изготовление резьбы производится режущим инструментом с удалением слоя материала. При выводе инструмента из металла глубина профиля уменьшается, образуя так называемый сбег резьбы. Сбег резьбы – участок неполного профиля в зоне перехода резьбы к гладкой части детали.
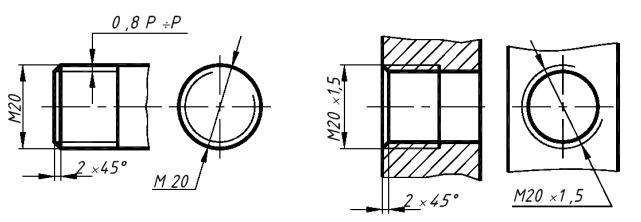
На чертежах резьбу изображают условно, независимо от типа резьбы. Наружную резьбу показывают сплошными основными линиями по на-
ружному диаметру резьбы и сплошными тонкими линиями по внутреннему диаметру на всю длину резьбы, включая фаску (рис. 143а). На видах, полученных проецированием на плоскость, перпендикулярную оси наружной резьбы, по внутреннему диаметру резьбы проводят дугу сплошной тонкой линией, разомкнутую в любом месте на 1/4.
Внутреннюю резьбу показывают сплошными тонкими линиями по наружному диаметру резьбы и сплошными основными линиями по внутреннему диаметру резьбы (рис. 143б).
Расстояние между линиями, изображающими наружный и внутренний диаметр резьбы, принимается из интервала 0,8 Р … Р (Р – шаг резьбы).
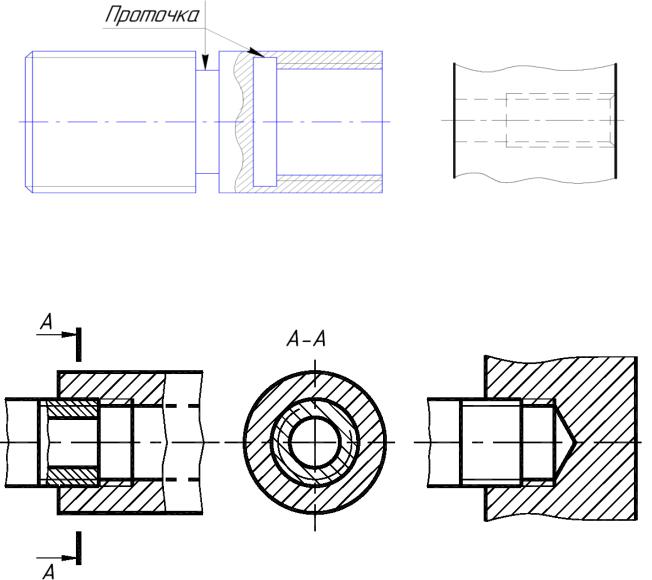
Границу резьбы показывают сплошной основной линией, перпендикулярной к оси резьбы. При этом на разрезах линии штриховки доводятся до сплошной основной линии (рис. 143б, рис. 146).
Изображение невидимого отверстия с резьбой (рис. 145)
а |
б |
Рис. 143 Если требуется изготовить резьбу полного профиля (без сбега), то для
вывода режущего инструмента делается проточка, диаметр которой для наружной резьбы должен быть немного меньше внутреннего диаметра резьбы, а для внутренней резьбы – несколько больше наружного диаметра резьбы (рис. 144).
89
Рис. 144 Рис. 145
В резьбовых соединениях, представленных на разрезах (рис. 146), изображения наружной резьбы закрывают изображения внутренней резьбы.
Рис. 146 По назначению резьбы разделяют на крепежные и ходовые.
Крепежные резьбы используются для неподвижного соединения деталей. К ним относятся следующие резьбы: метрическая, метрическая коническая, трубная цилиндрическая и коническая, дюймовая, дюймовая коническая, круглая.
Метрическая резьба имеет наибольшее распространение. В основу еѐ профиля положен равносторонний треугольник с углом у вершины 60° (рис.142а). Вершины треугольника имеют притупление, равное 1/8 высоты исходного треугольного профиля. В зависимости от назначения метрическая резьба может быть выполнена с крупным или мелким шагом. Применяемые в машиностроении размеры диаметров и шагов метрической резьбы приведены в табл. 23.
Таблица 23
90
Наружный диаметр d, мм |
|
|
|
Шаг резьбы, мм |
|
|
||||||||
1 |
2 |
3 |
круп- |
|
|
|
|
|
мелкий |
|
|
|
||
ряд |
ряд |
ряд |
ный |
4 |
3 |
|
2 |
1,5 |
|
1,25 |
|
1 |
0,75 |
0,5 |
6 |
|
|
1 |
|
|
|
|
|
|
|
|
|
0,75 |
0,5 |
|
|
7 |
1 |
|
|
|
|
|
|
|
|
|
0,75 |
0,5 |
8 |
|
|
1,25 |
|
|
|
|
|
|
|
|
1 |
0,75 |
0,5 |
|
|
9 |
(1,25) |
|
|
|
|
|
|
|
|
1 |
0,75 |
0,5 |
10 |
|
|
1,5 |
|
|
|
|
|
|
1,25 |
|
1 |
0,75 |
0,5 |
12 |
|
|
1,75 |
|
|
|
|
1,5 |
|
1,25 |
|
1 |
0,75 |
0,5 |
|
14 |
|
2 |
|
|
|
|
1,5 |
|
1,25 |
|
1 |
0,75 |
0,5 |
16 |
|
|
2 |
|
|
|
|
1,5 |
|
|
|
1 |
0,75 |
0,5 |
|
18 |
|
2,5 |
|
|
|
2 |
1,5 |
|
|
|
1 |
0,75 |
0,5 |
20 |
|
|
2,5 |
|
|
|
|
1,5 |
|
|
|
1 |
0,75 |
0,5 |
|
22 |
|
2,5 |
|
|
|
2 |
1,5 |
|
|
|
1 |
0,75 |
0,5 |
24 |
|
|
3 |
|
|
|
2 |
1,5 |
|
|
|
1 |
0,75 |
|
|
27 |
|
3 |
|
|
|
2 |
1,5 |
|
|
|
1 |
0,75 |
|
30 |
|
|
3,5 |
|
(3) |
|
2 |
1,5 |
|
|
|
1 |
0,75 |
|
|
33 |
|
3,5 |
|
(3) |
|
2 |
1,5 |
|
|
|
1 |
0,75 |
|
36 |
|
|
4 |
|
3 |
|
2 |
1,5 |
|
|
|
1 |
|
|
Дюймовая резьба, в основу профиля положен равнобедренный треугольник с углом при вершине 55°. Дюймовая резьба изготовляется с наружным диаметром от 3/16” до 4” (1 дюйм = 1 ” = 25,4 мм).
Резьба трубная цилиндрическая служит для соединения деталей в газопроводных, паропроводных и водопроводных устройствах. Профиль данной резьбы – равнобедренный треугольник с углом при вершине 55°.
Ходовые резьбы служат для передачи движения от одних деталей к другим. К ним относятся трапециидальная, упорная и упорная усиленная резьба.
Трапецеидальная резьба имеет профиль равнобокой трапеции (рис.142б), боковые стороны которой наклонены под углом 30° к вертикали.
Упорная резьба имеет профиль трапеции, одна из сторон которой наклонена под углом 30°, а вторая - 3° к вертикали (рис. 142в).
Прямоугольная резьба имеет прямоугольный профиль (рис.142д), относится к нестандартной резьбе. На чертежах выполняют изображение профиля данной резьбы (в увеличенном масштабе) с указанием еѐ геометрических параметров: наружного и внутреннего диаметра резьбы, шага резьбы, величины выступа (рис.147).