

Praktikum_Inzh_grafika
.pdf71
Рис. 124 |
Рис. 125 |
Рис. 126 |
Рис. 127 |
72
Рис. 128
73
4 Графическая работа № 4
ЭСКИЗЫ И РАБОЧИЕ ЧЕРТЕЖИ ДЕТАЛЕЙ. ДЕТАЛИРОВАНИЕ СБОРОЧНОЙ ЕДИНИЦЫ
Цель работы: изучить разъемные и неразъемные соединения, зубчатые передачи, их изображения и обозначения на чертежах; усвоить правила и приемы составления эскизов и рабочих чертежей, способы обмера деталей; приобрести навыки чтения сборочного чертежа и деталирования сборочной единицы.
4.1 Общие положения
Виды изделий всех отраслей промышленности устанавливает ГОСТ
2.101-68.
Изделием называется любой предмет или набор предметов производства, подлежащий изготовлению на предприятии. Установлены четыре вида изделий: неспецифицированные (детали) – не имеющие составных частей и специфицированные (сборочные единицы, комплексы и комплекты) – состоящие из двух и более составных частей.
Деталь – изделие, изготовленное из однородного по наименованию и марке материала без применения сборочных операций.
Сборочная единица – изделие, составные части которого подлежат соединению между собой на предприятии-изготовителе сборочными операциями.
Комплекс – два и более специфицированных изделия, которые не соединены на предприятии-изготовителе сборочными операциями, но предназначенные для выполнения взаимосвязанных эксплуатационных функций (поточная линия и т.п.).
Комплект – два и более специфицированных изделия, которые не соединены на предприятии-изготовителе сборочными операциями и представляют собой набор изделий, имеющих общее эксплуатационное назначение вспомогательного характера (набор инструмента и т.п.).
Схема – документ, на котором показаны в виде условных изображений или обозначений составные части изделия и связи между ними.
74
Спецификация – определяет состав сборочной единицы, комплекса или комплекта. Спецификация в общем случае состоит из разделов, которые располагают в следующей последовательности: «Документация», «Комплексы», «Сборочная единица», «Детали», «Стандартные изделия», «Материалы», «Комплекты». Наличие тех или иных разделов определяется составом изделия. Стандартные изделия записывают в алфавитном порядке.
Чертеж общего вида – это чертеж, определяющий конструкцию изделия, взаимодействие его составных частей, поясняющий принцип работы изделия и служащий для разработки рабочей документации – рабочих чертежей деталей и сборочных чертежей, входящих в изделие сборочных единиц. Чертеж общего вида содержит такое количество изображений, рассмотрев которые, можно выполнить чертеж любой детали.
Сборочный чертеж – это технический документ, содержащий изображение сборочной единицы и другие данные, необходимые для ее сборки (изготовления) и контроля.
Сборочный чертеж согласно ГОСТ 2.109-73 содержит:
–изображение сборочной единицы, дающее представление о расположении и взаимосвязи еѐ составных частей, соединяемых по данному чертежу;
–габаритные, установочные и присоединительные размеры;
–номера позиций составных частей изделия.
На сборочных чертежах номера позиций проставляют согласно следующими правилами:
1)Составные части нумеруются в соответствии с номерами позиций, указанными в спецификации данного изделия.
2)Номера позиций наносят на чертежах, как правило, один раз.
3)Номера позиций указывают на полках линей-выносок, проводимых от изображений составных частей. Линию-выноску заканчивают точкой, у зачерненных или узких поверхностей точка заменяется стрелкой.
4)Номера позиций располагают параллельно основной надписи вне контура изображения, по возможности группируя в колонку или строчку на одной линии.
5)Размер шрифта номеров позиций на один-два размера больше, чем размер шрифта размерных чисел.
75
6) Допускается выполнять общую линию выноску с вертикальным расположением номеров позиций для группы крепежных деталей (болт, гайка, шайба), относящихся к одному и тому же месту крепления.
На сборочных чертежах допускается не показывать фаски, проточки, накатки, насечки и другие мелкие элементы, а также зазоры между стержнем и отверстием. Если спецификация сборочной единицы выполнена на листе формата А4, то допускается совмещать еѐ со сборочным чертежом.
Прочесть сборочный чертеж – значит выяснить форму и размеры каждой детали, входящей в сборочную единицу, их взаимную связь, порядок сборки и разборки изделия.
4.2 Разъемные и неразъемные соединения
Соединения деталей обеспечивают определенное взаимное их положение в процессе работы. Соединения могут быть разъемными и неразъемными.
Разъемные соединения допускают разборку и повторную сборку соединяемых деталей без их разрушения и повреждения. К ним относятся: соединения резьбовые, шлицевые, шпоночные, штифтовые, шплинтовые и др.
Неразъемные соединения не допускают разборку соединяемых деталей без разрушения или повреждения самих деталей или связующих их элементов. К неразъемным соединениям относятся соединения сварные, клееные, паяные, заклепочные, а также соединения, полученные заливкой, развальцовкой и др. Клееные соединения позволяют соединять разнородные материалы. Для склеивания используются различные клеи, изготовляемые по соответствующим стандартам и по техническим условиям (ТУ) министерств и предприятий. При пайке детали соединяет специальный материал – припой, который заполняет зазор между деталями, прочно соединяется с ними. Клееные и паянные соединения изображается согласно ГОСТ 2.313-82 сплошной линией толщиной 2s, на линии-выноске наносится условный знак К (для клееного соединения) и С (для паяного). Сварка – процесс получения неразъемного соединения посредством установления межатомных связей между свариваемыми частями при их местном или общем прогреве, либо пластическом деформировании или совместным действием того и другого. Условные изображения и обозначения сварных соединений стандартизированы (ГОСТ 2601 – 84).
76
4.2.1 Сварные соединения
Место соединения деталей разогревают электрической дугой (электродуговая сварка, получила наибольшее распространение, может быть ручной, полуавтоматической и автоматической.), пламенем горелки (газовая сварка) и другими способами. В месте разогрева образуется сварной шов – участок сварного соединения, непосредственно связывающий свариваемые элементы. Сварной шов выполняют непрерывным (сплошным, без промежутков по длине шва) или прерывистым (с цепным или с шахматным расположением участков шва).
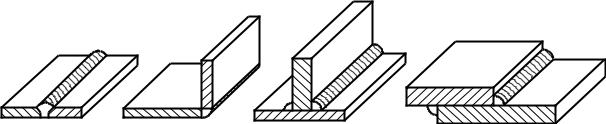
По взаимному расположению соединяемых деталей различают сварные соединения:
стыковые – свариваемые детали соединяются своими торцами (рис. 129а); угловые – свариваемые детали соединяются по кромкам, располагаясь
под углом, как правило, 90º друг к другу (рис. 129б); тавровые – торец одной детали соединяется с боковой поверхностью дру-
гой (рис. 129в);
нахлесточные – боковые поверхности деталей частично пеpекpываются
(рис. 129г).
а) |
б) |
в) |
г) |
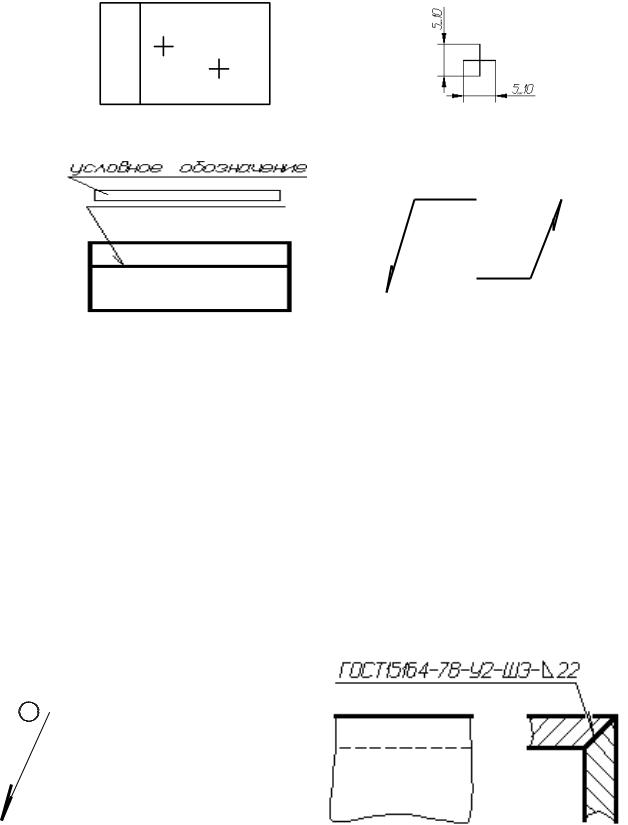
Рис. 129 Независимо от способа сварки шов сварного соединения изображают ус-
ловно (ГОСТ 2.312-72): видимый шов – сплошной основной линией, невидимый – штриховой линией (рис. 135).
Видимую одиночную сварную точку изображают сплошными линиями (рис. 130), невидимые одиночные точки не изображают.
Для указания места шва сварного соединения применяют линию-выноску с односторонней стрелкой и полкой, над полкой линии-выноски проставляется условное обозначение сварного шва (рис. 131).
77
Рис. 130
Рис. 131 Условное обозначение швов сварных соединений включает:
1)обозначение стандарта на типы и конструктивные элементы швов (табл.17);
2)буквенно-цифровое обозначение шва (табл.18);
3)условное обозначение способа сварки (табл.17);
4)знак (  ) и размер катета;
) и размер катета;
5)для прерывистого шва указывают размер длины провариваемого участка и размер шага;
6)вспомогательные знаки (табл.19).
Структура условного обозначения стандартного шва приведена на рис.132. Элементы структуры условного обозначения располагают в указанной последовательности и отделяют друг от друга дефисом.
1 2 3 4 5 6
|
Рис. 132 |
|
Рис. 133 |
|
На рис. 133 представлен шов углового соединения со скосом кромок, вы- |
||||
полняемый |
электрошлаковой |
сваркой |
проволочным |
электродом, |
катет шва 22 мм. |
|
|
|
|
78
Как правило, применяют стандартные сварные швы, конструктивные элементы которых регламентируются ГОСТами (табл. 1) в зависимости от геометрических параметров свариваемых элементов и способа сварки, который в свою очередь определяется химическим составом свариваемых материалов, прочностными и эксплуатационными требованиями к соединению.
|
|
Табл.17 |
|
|
|
|
|
Наименование способа сварки |
Условное обо- |
ГОСТ |
|
значение |
|||
|
|
||
|
|
|
|
Ручная дуговая сварка |
Р |
5264-80 |
|
|
|
|
|
Автоматическая сварка под слоем флюса без при- |
А |
|
|
менения подкладок, подушек и подварочного шва |
|
||
|
|
||
|
|
|
|
То же, с применением флюсовой подушки |
Аф |
|
|
|
|
|
|
То же, с применением стальной подкладки |
Ас |
8713-79 |
|
|
|
|
|
Полуавтоматическая сварка под слоем флюса без |
П |
|
|
применения подкладок, подушек и ручной проварки |
|
||
|
|
||
|
|
|
|
То же, с применением стальной подкладки |
Пс |
|
|
|
|
|
|
Автоматическая сварка под флюсом (под острым и |
Ар |
|
|
тупым углами) с ручной подваркой |
|
||
|
11533-75 |
||
|
|
||
Полуавтоматическая сварка под флюсом (под ост- |
Пр |
||
|
|||
рым и тупым углами) с ручной подваркой |
|
||
|
|
||
|
|
|
|
Сварки контактные: |
|
|
|
|
Кт |
|
|
точечная |
15878-79 |
||
|
|
||
|
|
|
|
стыковая |
Кс |
|
|
|
|
|
|
Электрошлаковая сварка проволочным электродом |
ШЭ |
15164-78 |
|
|
|
|
|
Электродуговая сварка в защитных газах: |
|
|
|
|
ИН |
|
|
в инертных газах неплавящимся электродом |
14771-76 |
||
|
|
||
|
|
|
|
в углекислом газе плавящимся электродом |
УП |
|
|
|
|
|
|
Электродуговая сварка алюминия и алюминиевых |
АИНп |
14806-80 |
|
сплавов в инертных газах |
|||
|
|
||
|
|
|
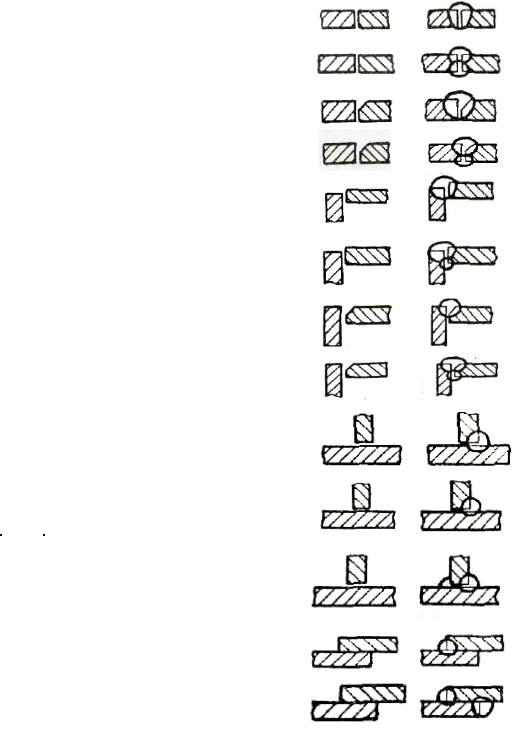
В табл. 2 приведены буквенно-цифровые обозначения сварных швов по ГОСТ 5264-80.
79
Таблица 18
соединенияВид |
|
|
кромок |
|
|
толщинПределы свариваемых деталей |
Условное шваобозначение |
|
Форма под- |
Характер под- |
Форма поперечного се- |
|
|
||
|
|
чения |
|
|
|||
|
готов- |
готов- |
|
|
|
||
|
|
|
|
|
|
||
|
ленных кро- |
ленного |
|
|
|
|
|
|
подготов- |
сварного |
|
|
|||
|
мок |
шва |
|
|
|||
|
ленных |
|
|
|
|||
|
|
|
|
шва |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
2 |
3 |
4 |
|
5 |
6 |
7 |
|
Без скоса |
Односторонний |
|
|
|
1 – 6 |
С2 |
Стыковое |
|
|
|
|
|
|
|
кромок |
Двусторонний |
|
|
|
2 – 8 |
С4 |
|
|
|
|
|
||||
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
Со скосом |
Односторонний |
|
|
|
4 – 26 |
С5 |
|
одной кром- |
|
|
|
|
|
|
|
Двусторонний |
|
|
|
|
|
|
|
ки |
|
|
|
4 – 26 |
С8 |
|
|
|
|
|
|
|
|
|
|
|
Односторонний |
|
|
|
1 – 6 |
У2 |
|
Без скоса |
впритык |
|
|
|
||
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
Угловое |
кромок |
Двусторонний |
|
|
|
|
|
|
|
|
|
2 – 8 |
У3 |
||
|
впритык |
|
|
|
|||
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Со скосом |
Односторонний |
|
|
|
|
У6 |
|
|
|
|
|
|
|
|
|
одной кром- |
|
|
|
|
4 –26 |
|
|
|
|
|
|
|
||
|
ки |
Двусторонний |
|
|
|
|
У7 |
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
Односторонний |
|
|
|
|
Т1 |
Тавровое |
|
|
|
|
|
|
|
Без скоса |
Односторонний |
|
|
|
|
Т2 |
|
|
|
|
|
|
|||
|
прерывистый |
|
|
|
2 – 30 |
||
|
кромок |
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
Двусторонний |
|
|
|
|
Т4 |
|
|
шахматный |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Внахлестку |
|
Односторонний |
|
|
|
|
Н1 |
|
прерывистый |
|
|
|
|
||
|
|
|
|
|
|
||
|
Без скоса |
|
|
|
|
|
|
|
|
|
|
|
2 – 60 |
|
|
|
кромок |
Двусторонний |
|
|
|
Н2 |
|
|
|
|
|
|
|||
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
80
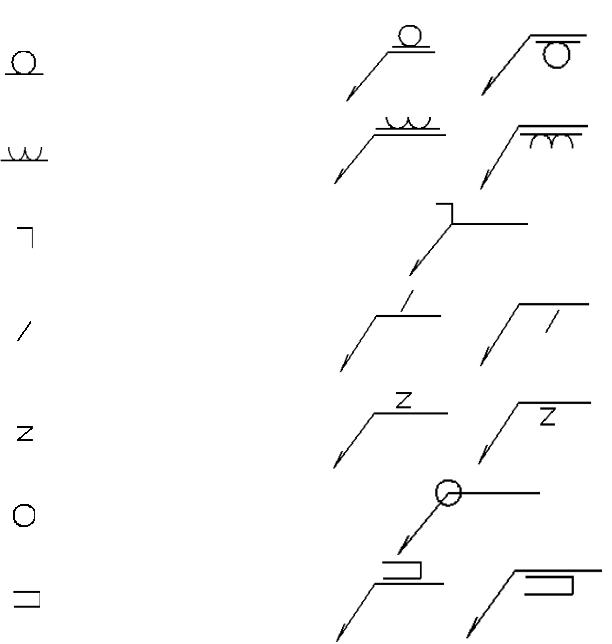
Для обозначения сварных швов используют вспомогательные знаки (табл.19). При этом вспомогательные знаки «шов по замкнутой линии» и «шов выполнить при монтаже изделия» располагают на изломе линии-выноски.
Таблица 19
|
|
|
Расположение вспомогательного |
||
Вспомога- |
|
|
знака относительно полки |
||
|
Значение |
линии-выноски, проведенной от |
|||
тельный |
|
||||
вспомогательного знака |
изображения шва |
||||
знак |
|||||
|
|
|
|
||
|
|
с лицевой |
с оборотной сто- |
||
|
|
|
|||
|
|
|
стороны |
роны |
|
|
|
|
|
|
|
1 |
|
2 |
3 |
4 |
|
|
Усиление шва снять |
|
|
||
|
|
|
|
||
|
Наплывы и неровности об- |
|
|
||
|
работать с плавным перехо- |
|
|
||
|
дом к основному металлу |
|
|
||
|
|
|
|
||
|
Шов выполнить при монтаже |
|
|
||
|
изделия |
|
|
|
|
|
|
|
|
||
|
Шов прерывистый или то- |
|
|
||
|
чечный с цепным располо- |
|
|
||
|
жением |
|
|
|
|
|
(угол наклона линии ~ 60о) |
|
|
||
|
Шов прерывистый или то- |
|
|
||
|
чечный с шахматным рас- |
|
|
||
|
положением |
|
|
||
|
|
|
|
|
|
|
Шов по |
замкнутой линии |
|
|
|
|
(знак диаметром – 3...5 мм) |
|
|
||
|
|
|
|
||
|
Шов по незамкнутой линии |
|
|
||
|
(знак применяют если рас- |
|
|
||
|
положение шва ясно из чер- |
|
|
||
|
тежа) |
|
|
|
|