

2 Производственный центр ноц «кпд»
2.1 Описание производственного центра ноц «кпд»
Производственный центр НОЦ «КПД» является корпусом Воронежской Государственной Лесотехнической академии. На втором этаже располагается кафедра Автоматизации производственных процессов. На первом этаже расположен производственный центр по выпуску продукции из массивной древесины.
Внутри цеха производственного центра НОЦ «КПД» расположены 13 станков, на которых выполняются различные операции по обработке древесины.
1 – Станок СФА-4 – фуговальный станок (рис.13).предназначен для выверки поверхностей брусьев, щитовых деталей и создания технологических баз методом продольного цилиндрического фрезерования.

Рисунок 13 – Фуговальный станок СФА-4
Станина выполнена цельнолитой коробчатой формы, внутри которой установлен электродвигатель привода ножевого вала. Вращение ножевому валу передается клиновыми ремнями. Для натяжения ремней предусмотрено вертикальное перемещение подмоторной плиты. Ременная передача закрыта кожухом. Опоры ножевого вала смонтированы в цельном блоке со съемными крышками, что позволяет снизить механические шумы и вибрации от вращения ножевого вала. Торможение ножевого вала осуществляется через ременную передачу электродвигателем.
Передний и задний столы представляют собой плиты с рёбрами жесткости по нижней плоскости. Регулирование переднего и заднего столов станка по вертикали осуществляется посредством эксцентриковых валиков через систему рычагов и тяг с приводом от рукоятки для переднего стола и винта с гайкой для заднего стола. С боковых сторон стола установлены щитки. Указатель глубины строжки - лимб, помещенный в окне щитка. Направляющая линейка перемещается поперёк стола в зависимости от ширины строгаемого материала и может быть установлена на нужный угол в вертикальной плоскости до 45°.
2 – Станок ЦПА-40 – круглопильный торцовочный станок (рис. 14), предназначен для поперечной распиловки досок, брусков и щитов, а также может быть использован для прорезания поперечных пазов.
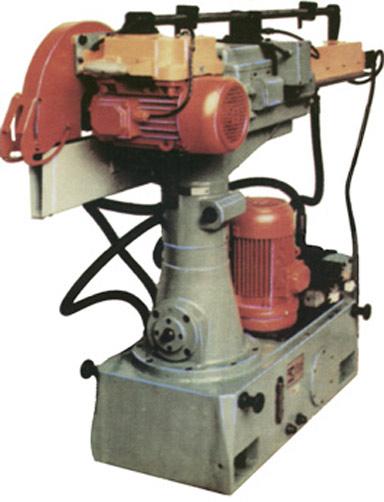
Рисунок 14 – Круглопильный торцовочный станок ЦПА-40
Станок с цельнолитой станиной, являющейся одновременно гидробаком, с суппортом, перемещающимся по стальным направляющим, гидроцилиндром и с отдельно расположенным электрошкафом.
Бесступенчатая регулировка скорости перемещения пилы, дает возможность оператору вести торцовку под углом 45°. Управление станком осуществляется с отдельного кнопочного пульта, расположенного в удобном для обслуживания месте. Поузловая сборка обеспечивает максимальное удобство в техническом обслуживании и при ремонте станка.
3 – Станок ЦД-4 – круглопильный станок (рис. 15), предназначен для продольной распиловки заготовок по ширине.
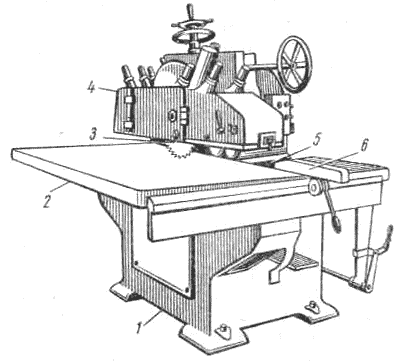
Рисунок 15 – Круглопильный станок Ц-6
1 – станина; 2 – стол; 3 – режущий инструмент; 4 – суппорт; 5 – подающие вальцы; 6 – линейка.
Станок состоит из массивной станины и рабочего стола. В верхней части станка вмонтирован механизм для подъема и опускания диска пилы и прижимания распиливаемого материала. Для установки необходимой ширины детали на столе имеется направляющая линейка.
На станке работают два человека. Один рабочий включает станок, наблюдает за его работой и подает в станок доски или кратные заготовки; другой, находясь позади станка, принимает распиленные заготовки или рейки, сортирует, укладывает их и передает первому рабочему доски для вторичного пропускания через станок.
4 – Станок ФСШ-1А – фрезерный одношпиндельный станок (рис.16), предназначен для выполнения разнообразных фрезерных работ, зарезки простых шипов, криволинейного фрезерования по шаблону и т.д.

Рисунок 16 – Фрезерный станок ФСШ-1А
Станок собран на цельно литой виброустойчивой чугунной станине, внутри которой установлен высокоскоростной шпиндельный узел с механизмом подъёма и приводом от двухскоростного электродвигателя. На станине установлен литой чугунный стол с шипорезной кареткой.
На столе крепятся верхняя опора шпинделя, ограждение фрезы с регулируемыми направляющими линейками и патрубком для стружкоотсоса. Шипорезная каретка имеет поворотную линейку с эксцентриковым прижимом.
5 – Станок СФА-4 - фуговальный станок, предназначен для выверки поверхностей брусьев, щитовых деталей и создания технологических баз методом продольного цилиндрического фрезерования.
6 – Станок ЦСТ-01 – торцовочный станок (рис. 17) предназначен для поперечной распиловки пиломатериала и выборки дефектных мест в линиях сращивания.

Рисунок 17 – Торцовочный станок ЦСТ-01
В коробчатой станине установлен пильный вал с приводом от электродвигателя через клиноременную передачу. Вал установлен в качающейся рамке, которая за счет пневмопривода выдвигает пилу снизу над плоскостью стола.
Отличительные особенности:
- торцовочный станок ЦCТ-01 легко встраивается в лесопильные потоки и комплектуется пневмоприводом фирмы "CAMOZZI" Италия
- прижим материала торцовочном станке ЦCТ-01 производится автоматически верхним упором перед подъемом пилы за счет общего пневмоцилиндра
- конструкция прижима торцовочном станке ЦCТ-01 исключает образование сколов на поверхности заготовки
- для безопасности работы применяется двуручное управление, электродинамическое торможение и система блокировок, отключающих станок
Характеристики
Размеры обрабатываемого материала не более, мм:
толщина 15-100
ширина 20-200
длина 700-6000
Длина детали, выпиливаемой по упору, мм 400-3000
Наибольший диаметр устанавливаемой пилы, мм 400
Диаметр шпиндельной насадки, мм 50
Число двойных ходов пилы в минуту 40
Рабочее давление, МПа 0,6
Количество воздуха, необходимое для удаления отходов, м³/ч 814
Частота вращения шпинделя, об/минг 2850
Мощность эл./двигателя, кВт 3,0
Габариты, мм 3880х860х1100
Масса, кг 400
7 – Станок TSK-15P – Шипорезный станок (рис. 18). Предназначен для формирования минишипа на обоих концах заготовки, с последующей операцией торцевого сращивания. На станке последовательно выполняются следующие операции: чистовая торцовка пакета заготовок, фрезерование минишипа в полуавтоматическом режиме. Станки изготавливается в следующих вариантах исполнения: с ручной (TSK 15Р), пневматической (TSK 15Р) или гидравлической (TSK 15Р) системой подачи заготовок. На всех моделях установлена система боковых и верхних пневмоприжимов. Кроме этого, станок модели TSK 15Р оснащен системой автоматического нанесения клея на минишип.

Рисунок 18 – Шипорезный станок TSK 15Р
Отличительные особенности:
Автоматическая подача заготовок в зону резания.
Увеличенная ширина обрабатываемого пакета.
Мощная литая станина позволяет свести вибрации к минимуму и повысить точность обработки .
Конструкция позволяет уверенно формировать шип как в горизонтальной, так и в вертикальной плоскости на заготовках различной длины.
Увеличенная мощность двигателя позволяет легко обрабатывать заготовки максимального сечения и позволяет увеличить срок службы и надежность станка .
Система подачи обеспечивает плавный рабочий ход и быстрый возврат рабочего стола.
Направляющие, по которым перемещается шипорезная каретка, изготовлены из высокопрочной легированной стали .
Опорой шпинделя являются двухрядные роликовые подшипники серии 7207, обеспечивающие высокую точность детали и долговечность конструкции шпиндельного узла.
Станки применяются в мебельном и столярном производстве малой и средней мощности.
8 – Станок PSK-3100 – станок, предназначенный, для сращивания короткомерных брусков из древесины и отрезания полномерных заготовок по длине (рис. 19).

Рисунок 19 – Станок PSK-3100
Отличительные особенности:
Опрессовка производится в запрограммированной последовательности: в начале предварительный поджим сверху и сбоку, потом основное усилие с торца, что гарантирует качество соединения;
Направляющие торцовочного узла, выполненные из высококачественной стали с высокой точностью, позволяют производить торцевание заготовок точно и качественно;
Регулирование длины сращивания;
Возможна поставка двухпозиционного варианта, где на одной позиции осуществляется набор ламелей в плеть, на другой позиции одновременно происходит опрессовка второй плети, что сокращает технологический цикл вдвое.
Рекомендуются использовать при изготовления погонажа, клееного щита и бруса. Применяются в столярном и мебельном производствах малой и средней мощности.
9 – Оконный центр TF2 (рис. 20). На станке осуществляется нарезание шипов, профилирование элементов дверной коробки и оконной рамы с отрезкой штапика, а также внешняя обгонка собранной рамы.
Производительность центра составляет около 3 двухстворчатых окон в час.

Рисунок 20 – Оконный центр TF2
Конструктивные особенности:
Шипорезный узел
С помощью автоподачи шипорезной каретки, торцевание заготовки и нарезание шипа производится за один проход, что снижает время на перенастройку станка и увеличивает точность обработки.
Электронное программирующее устройство (ЭПУ)
В памяти могут храниться до 50 видов используемого для обработки инструмента и 50 запрограммированных автоматических позиций шипорезного профилирующего шпинделя, что позволяет централизованно управлять функциями станка. Значительно сокращаются потери рабочего времени; также не требуется высококвалифицированный обслуживающий персонал для смены и настройки инструмента.
Широкие возможности фрезерного узла
Вертикальный ход фрезерного шпинделя составляет 210 мм, что позволяет устанавливать на него набор различных профилирующих и шипорезных фрез. Путем настройки шпинделя на нужную высоту, заготовка обрабатывается определенной фрезой из набора. Высота положения шпинделя выставляется с помощью ЭПУ.
Возможности автоподатчика для профилирования
Автоподатчик профилирования имеет настраиваемую направляющую линейку с 6-позиционной револьверной головкой, которая позволяет выставлять направляющую линейку в соответствии с диаметром инструмента. Тем самым сокращается время перенастройки станка и достигается точность положения направляющей линейки.
Пневматический привод подъема-опускания узла отрезки штапика (опция)
Подъем-опускание узла отрезки штапика с помощью пневмоцилиндра позволяет автоматизировать процесс отрезки штапика, что повышает производительность и качество обработки деталей окна.
Пневматический антискольный узел (опция)
Пневматический антискольный узел позволяет избежать сколов при обработке профиля окна. На шипорезную каретку устанавливается деревянная “пятка” для упора профилируемой заготовки; при профилировании фреза обрабатывает заготовку и “пятку”, поджимающую крайние слои заготовки, тем самым предотвращая появление сколов. Поджим “пятки” осуществляется пневмоцилиндром.
Лазерная линейка (опция)
Показывает место пропила при торцевании заготовки. Это значительно увеличивает удобство работы, а следовательно, повышается точность торцевания заготовок.
Электронный вариатор скорости для шипорезной каретки (опция)
Позволяет перемещать шипорезную каретку с бесступенчатым изменением скорости подачи. Данная опция дает возможность более точного подбора скорости подачи в зависимости от породы древесины, т.к. твердые породы обрабатываются при меньшей, а мягкие при большей скорости подачи. Это значительно повышает качество обработки шиповых соединений. Также при наличии вариатора скорости станок может легко встраиваться в технологическую линию.
10 – Станок 4РМ – станок четырехсторонний (рис. 21), предназначен для обработки прямых и фасонных поверхностей с четырех сторон обрабатываемого материала для одного прохода при производстве элементов, имеющих применение в мебельной, строительно-столярной и других отраслях деревообделочной промышленности.

Рисунок 21 – Четырехсторонний станок 4РМ
11 – Станок СР6-10 – станок рейсмусовый (рис. 22), односторонний, предназначен для продольной односторонней обработки в размер по толщине поверхностей плоских заготовок из древесины хвойных и лиственных пород.

Рисунок 22 – Рейсмусовый станок СР6-10
Жесткая массивная станина хорошо гасит вибрацию и сверху закрыта звукопоглощающим кожухом с эксгаустерной воронкой;
Четырёхножевой вал с приводом от электродвигателя через клиноременную передачу;
Механизм подачи с цепным приводом от отдельного электродвигателя на 2 верхних и 2 нижних подающих вальца;
Передний верхний валец выполнен рифленым, задний – гладким;
Скорости подачи 8 и 16 м/мин обеспечиваются двухскоростным электродвигателем, переключение – тумблером;
Стол чугунный коробчатый формы имеет механизм ручного перемещения с приводом от маховика, механизм перемещения с приводом от электродвигателя и механизм фиксации стола;
На столе установлены направляющие и два гладких подающих ролика;
Ролики установленные в столе имеют привод от вала элактродвигателя и синхронизированы с верхними вальцами;
Для устранения эффекта "подрезки" краев заготовки ролики выполнены регулируемыми по высоте;
Когтевая защита, предотвращающая выброс заготовки установлена перед подающими роликами;
Прижимные элементы обеспечивают качественную обработку материалов. Для предупреждения сколов древесины в месте выхода ножа для подпора волокон установлен передний прижим (Прижим выполнен секционным, каждая секция подпружинена). Задний прижим, выполненный в виде балки имеет возможность качаться вокруг горизонтальной оси.
12 – Станок ШлПС-Д – Станок ленточно-шлифовальный (рис. 23).

Рисунок 23 – Ленточно-шлифовальный станок ШлПС-Д
Ленточно-шлифовальный станок, с подвижным столом, утюжком и роторным шлифовальным устройством предназначен для шлифования плоских деталей, деталей мебели, полотен филёнчатых дверей, рамных конструкций, погонажных деталей, и других столярно-строительных изделий. На станке производится белое шлифование, а также шлифование грунтованых и лакированных поверхностей.
13 – Станок Beaver SR-RP 1860– станок калибровочный (рис. 24).
Станки предназначены для калибрования и шлифования плит из ДСП, массива и фанерованных поверхностей.

Рисунок 24 – Калибровочный станок Beaver SR-RP 1860
Отличительные особенности:
увеличенная мощность основных двигателей;
увеличенная, изменяемая в широком диапазоне (6 - 30 м/мин) скорость подачи;
увеличенный диаметр калибровального и шлифовального валов (245 мм);
невысокая цена в сочетании с высоким качеством.