

1.2 Цех сборки корпусной мебели
Нанесение кромок происходит на линии IMA – линия для форматирования /профилирования и оклейки кромок
Технические характеристики:
min высота кромок. 14 мм
min ширина обработки 160 мм + глубина профиля
max ширина обработки 1000 мм + глубина профиля
Скорость подачи 5 – 25 м/мин
Заготовку для облицовки подают на линию, где на нее сначала с одной, а затем после разворота на специальном участке, с другой стороны наносится облицовка кромок. По мере прохождения заготовки через облицовочный участок на нее наносится кромка с клеем, эта кромка подается из специального рулона, проходя через валик с клеем, на кромку наносится клей, а затем уже в таком состояние кромка приклеевается к заготовке. Одностороннее облицовывание кромок, или облицовывание малогабаритных деталей происходит с помощью линии МОК-3.
Для нарезки присадочных отверстий применяется сверлильно-присадочный станок BIESSE TECHNO 7 (рис. 10) – для нарезки отверстий по ширине. Преимущества:
На станке установлена система управления «NC 400 Plus», которая используется в том числе и для автоматического позиционирования правого горизонтального суппорта, а также двух упоров по глубине.
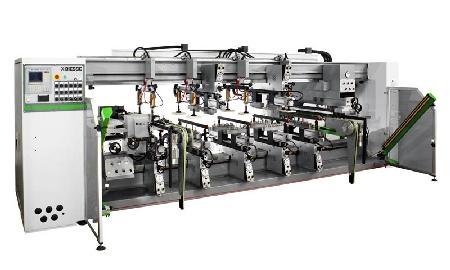
Рисунок 10 - Сверлильно-присадочный станок BIESSE TECHNO 7.
Программное обеспечение станка включает модуль редактирования, который программируется от персонального компьютера и использует те же преимущества ПК, которые используются и цифровой системой управления
Технические характеристики:
Размер зоны обработки по оси Х, мм:
Максимальный 3 200
минимальный 215
Толщина обрабатываемой панели, мм:
максимальная 65
минимальная 9
Высота рабочего стола над полом, мм 900
Станина станка состоит из двух боковых стоек и одной нижней балки, на которой можно устанавливать сверлильные суппорты – нижние вертикальные (до 6 суппортов) и горизонтальные; вверху имеется балка для крепления вертикальных прижимов.
Для нарезки отверстий в маленьких деталях используют станок сверлильно-присадочный МВ 21
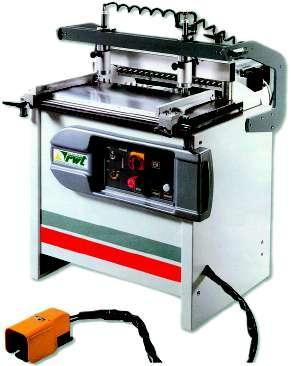
Рисунок 11– сверлильно-присадочный станок МВ 21.
Отличительные особенности:
Поворот сверлильной головки из вертикального в горизонтальное положение (а так же на 45°) осуществляется пневмоцилиндром. Запуск и остановка привода осуществляется с помощью педали. Возможна регулировки скорости подачи непосредственно с панели управления. Двигатель оборудован электромагнитной защитой согласно норм СЕ.
Станок оснащён двумя пневмоприжимами для заготовок любой толщины (не требуется ручная регулировка), передними верхними упорами для вертикального и горизонтального сверления на одинаковом расстоянии от края, боковыми регулируемыми по линейке упорами с возможностью быстрого откидывания для продольного сверления заготовок. Сверлильная головка регулируется по высоте маховичком с запатентованной системой быстрого вычисления и настройки глубины сверления. Так же имеется автоматическая установка разницы в 10 мм при переходе с вертикального к горизонтальному сверлению.
Фигурное фрезерование и получение высокодекоративных деталей осуществляется на станке ROVER S1 - автоматический присадочный станок проходного типа с предустановкой для 2 горизонтальных сверлильных суппортов.
Общая информация о обрабатывающем центре с чпу ROVER
Rover S 1 является компактным, точным, надежным обрабатывающим центром с высокими техническими возможностями, способен выполнять широкий круг задач на высоком качественном уровне при небольших размерах инвестиций. Эффективно используется на средних и малых производствах, способствует повышению качества выпускаемой продукции.

Рисунок 12 – Станок Rover S 1.
Станина представляет собой единый элемент, выполненный из соединенных электросваркой стальных профилей большой толщины, уплотненный в нагруженных участках.
Несущая балка с перемещением в продольном направлении (ось Х) представляет собой единый элемент, выполненный из соединенных электросваркой стальных профилей большой толщины и ребер жесткости, которые позволяют свести к минимуму деформации, возникающие во время использования обрабатывающего центра.
Также присадка отверстий под фурнитуру, стяжки осуществляется на станке БС-251. За один раз можно сделать множество отверстий. На станке делают одновременно отверстия по пласти и по кромке. Диаметр сверл 3-20 мм. Поперечный раскрой осуществляют на станке ЦПА-40, а обрезку по длине с помощью ЦДК.