

5. Суппорт поперечно-строгального станка 7б35
В суппорте закрепляется резец, который при резании преодолевает значительные усилия. От его жесткости в значительной мере зависит качество обработанной поверхности. Поэтому суппорт должен быть достаточно жестко закреплен на несущем его ползуне и иметь устройства для прочного крепления резца. Кроме этого, устройство суппорта обеспечивает подачу резца при строгании вертикальных и наклонных плоскостей.
Суппорт (см. рис. 2.) состоит из поворотного круга 25, сцентрированного с ползуном и прикрепленного к нему хомутом 4, обжимающим корпусное кольцо 5, салазок 26 суппорта, которые могут перемещаться по направляющим поворотного круга; винта 3 вертикального перемещения суппорта; валика 14 с жестко закрепленными на нем зубчатыми колесами 13 и 15, зубчатого колеса 16, являющегося одновременно и гайкой, при вращении которой винт 3 будет перемещаться, увлекая за собой и салазки суппорта; рукоятки 2, при помощи которой вращают винт 3 при ручном перемещении суппорта; суппортной рукоятки 22 с винтом, посредством которой закрепляют суппорт при строгании без использования вертикальной подачи; бокового клина 21, которым регулируют плавность перемещения суппорта; поворотной доски 17 суппорта, откидной доски 18 суппорта, резцедержателя 20 и гайки 1 ослабления поворотной доски.
Вертикальное перемещение суппорта используют при строгании вертикальных и наклонных плоскостей, при этом суппорт вместе с резцом осуществляет не только главное движение, но и движение подачи, что достигается механизмом автоматической подачи суппорта. Кроме этого, вертикальное перемещение суппорта используют при установке резца на заданную глубину резания. Для облегчения установки резца на требуемую глубину резания винт 3 суппорта снабжен лимбом, позволяющим устанавливать резец на глубину резания с точностью до 0,05 мм.
6. Слесарные работы. Профессия слесаря
Слесарные работы – это обработка металлов, обычно дополняющая станочную механическую обработку или завершающая изготовление металлических изделий соединением деталей, сборкой машин и механизмов, а также их регулированием. Слесарные работы выполняются с помощью ручного или механизированного слесарного инструмента либо на станках.
Особое развитие слесарное ремесло получило после Великой Октябрьской социалистической революции. Наши учёные, инженеры, техники и рабочие много сделали, чтобы заменить тяжелый , малопроизводительный ручной труд работой механизмом машин. С появлением металлорежущих станков и их совершенствованием постепенно сокращалась роль и доля ручного труда, который стал заменяться трудом строгальщиков, токарей, фрезеровщиков, шлифовщиков и др. Но одной из ведущих остаётся профессия слесаря. По – прежнему ценится труд слесаря – мастера, от которого требуется умение выполнять все виды ручной обработки металлов.
7. Слесарные работы. Научная организация слесарных работ
Общее положение. Для успешного выполнения производственных заданий недостаточно располагать современными оборудованием, механизмами, приспособлениями, инструментами и квалифицированными рабочими – нужно соответствующим образом организовать труд. Решению этих задач и способствует научная организация труда.
Научная организация труда включает в себя такие элементы, как оборудование учебных мастерских, организация рабочих мест (планировка, освещение) и трудового процесса (рабочая поза, рабочие движения и их элементы), разработка режима труда (темп, ритм), создание оптимальных санитарно – гигиенических (микроклимат, шум, вибрации, освещённость, личная гигиена) и эстетических (цвет окраски, одежда, музыка) условий труда, противопожарные мероприятия и обеспечение безопасности труда.
Тиски слесарные предназначены для закрепления заготовок при выполнении слесарных и сборочных операций. В зависимости от характера работы применяют стуловые, с параллельными губками и ручные тиски.
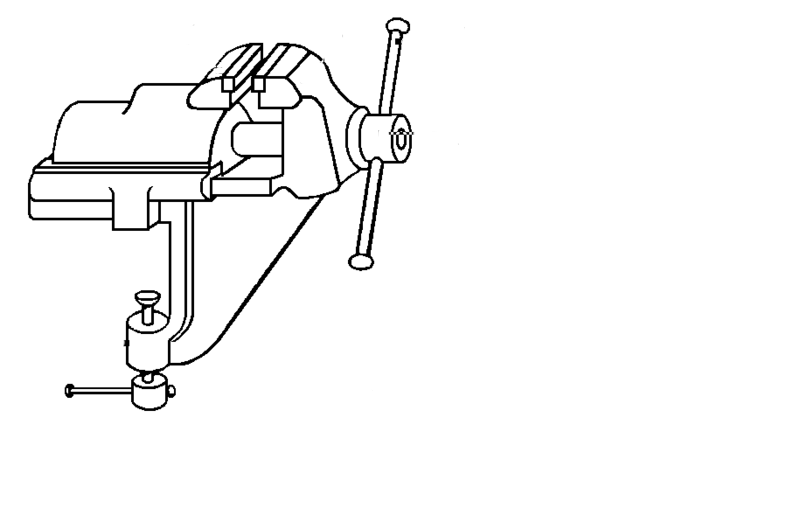
Рисунок 3 – слесарные тиски
8. Стуловые тиски
Стуловые тиски получили свое название от способа крепления их на деревянном основании в виде стула, но их можно закрепить и на верстаке. Применяются стуловые тиски в основном для выполнения грубых тяжелых работ, связанных с применением ударной нагрузки, – при рубке, клепке, гибке и пр.
Они состоят из неподвижной 3 и подвижной 4 губок (рис.4., а). При вращении зажимного винта 5 подвижная губка 4 перемещается и зажимает деталь; при вывинчивании винта 5 под действием пружины 6 подвижная губка отходит и освобождает деталь. Крепление стуловых тисков к верстаку производят планкой (лапками) 2, а для большей их устойчивости неподвижная губка 3 имеет удлиненный стержень 7, который прикрепляется к ножке верстака.
Стуловые тиски отковывают из конструкционной углеродистой стали.
Ширина губок в зависимости от типа и размера стуловых тисков имеет размеры 100, 130, 150, 180 мм, наибольшее раскрытие губок – 90, 130, 150 и 180 мм.
На рабочие части губок наваривается накладка из инструментальной стали или укрепляются на винтах специальные пластины 8 (накладные губки,рис.4. , б). Рабочие поверхности этих пластин насекаются крестообразной насечкой и закаливаются.
Преимуществами стуловых тисков являются простота конструкции и высокая прочность. Недостатком стуловых тисков является то, что рабочие поверхности губок не во всех положениях параллельны друг другу, вследствие чего при зажиме узкие обрабатываемые предметы захватываются только верхними краями губок, а широкие – только нижними (рис.4., б), что не обеспечивает прочности закрепления. Кроме того, губки тисков при зажиме врезаются в деталь, образуя на ее поверхности вмятины.

Рисунок 4 – стуловые тиски: а – общий вид, б – схемы закрепления заготовок
9. Тиски с параллельными губками и ручным приводом
Тиски с параллельными губками и ручным приводом выпускают трёх типов:
1 – поворотные
2 – неповоротные
3 – инструментальные со свободным ходом передней губки.
Параллельные слесарные тиски разделяются на поворотные и неповоротные. В этих тисках подвижная губка при вращении винта перемещается, оставаясь параллельной неподвижной губке, отчего тиски и получили название параллельных.
Поворотные параллельные тиски (рис.5.) могут поворачиваться на произвольный угол. Эти тиски в корпусе неподвижной губки 9 имеют сквозной прямоугольный вырез, в который помещена гайка 10 зажимного винта. В вырез входит прямоугольный со сквозным отверстием призматический хвостовик подвижной губки 7. Зажимной винт 11, пропущенный через отверстие корпуса подвижной губки, закреплен стопорной планкой 6. При вращении зажимного винта в ту или другую сторону при помощи рычага 5 винт будет ввинчиваться в гайку 10 или вывинчиваться из нее и соответственно перемещать подвижную губку 7, которая, приближаясь к неподвижной губке 9, будет зажимать обрабатываемый предмет, а удаляясь, освобождать.
Неподвижная губка тисков соединена с основанием 3 центровым болтом, вокруг которого и осуществляется необходимый поворот тисков. Поворотную часть 4 тисков закрепляют в требуемом положении при помощи рукоятки 2 болтом 1.
Корпус параллельных слесарных тисков изготовляют из серого чугуна. Для увеличения срока службы тисков к рабочим частям губок прикрепляют винтами стальные (из инструментальной стали) призматические губки 8 с крестообразной насечкой. При зажиме в тисках на обрабатываемых предметах могут появляться вмятины от насечки закаленных пластин губок. Поэтому для зажима обработанной чистовой поверхности детали (изделия) рабочие части губок тисков закрывают накладными пластинками («нагубниками»), изготовленными из мягкой стали, латуни или алюминия.

Рисунок 5 - поворотные параллельные тиски
Размеры слесарных тисков определяются шириной их губок, которая составляет для поворотных тисков 80, 100, 120 и 140 мм и раскрытием (разводом) их на 65, 100, 140 и 180 мм.
Неповоротные параллельные тиски (рис.6.) имеют основание 6, с помощью которого они крепятся болтами к крышке верстака, неподвижную 4 и подвижную 2. Для увеличения срока службы рабочие части губок 4 и 2 делают сменными в виде призматических пластинок 3 с крестообразной насечкой из инструментальной стали и прикрепляют к губкам винтами. Подвижная губка 2 перемещается своим хвостовиком в прямоугольном вырезе неподвижной губки 4 вращением винта 5 в гайке 7 при помощи рычага 1. От осевого перемещения в подвижной губке зажимный винт 5 удерживается стопорной планкой 8. Ширина губок неповоротных параллельных тисков составляет 60, 80, 100, 120 и 140 мм, наибольшее раскрытие губок – 45, 65, 100, 140 и 180 мм.

Рисунок 6- неповоротные параллельные тиски
10. Ручные тиски
Ручные тиски (рис.7., а) изготавливаются с шириной губок: 36, 40, 50 и 56 мм и раскрытием губок 28, 30, 40, 50 и 55 мм; тип 2 для мелких работ (рис.7., б) с шириной губок 6, 10 и 16 мм и раскрытием губок 5,5 и 6,5 мм. Иногда форма детали не дает возможности зажать ее в нужном положении, так например, в случае, когда требуется опилить фаску под некоторым углом. В таких случаях применяют косогубые тисочки (рис.7., в), в которые захватывают деталь и зажимают в губки параллельных тисков. Для удобства одновременной обработки нескольких одинаковых деталей или тонких длинных заготовок применяют специальные струбцины (рис.7., г).
Ручные тиски изготовляются из качественной конструкционной углеродистой стали марки 45–50; для пружин используют инструментальную углеродистую сталь марки У7 или сталь марки 65Г. Допускается изготовление пружин и из стали марки 60–70.

Рисунок 7 - Закрепление деталей в ручных тисках и струбцинах:
а, б – ручные слесарные тиски, в – использование косогубых тисков, г – применение струбцины
Список литературы
-
Орис Н. М. Основы механической обработки металлов. М., «Машино-строение», 1968.
-
Долматовский Г. А. Справочник технолога по обработке металлов резанием. Изд. 3-е. М., Машгиз, 1962.
-
Акулин А. Ф., Власов А. Ф., Гладких П. А., Духанин Ю. А., Туманов Б. В. Основы техники безопасности и противопожарной техники в машиностроении. М., «Машиностроение», 1966.
-
Родин П. Р. Проектирование и производство режущего инструмента. М., Машгиз, 1968.