

27 Лекция №26. Типовые технологические процессы изготовления печатных плат
Продолжительность: 2 часа (90 мин.)
27.1 Основные вопросы
- заключительные технологические этапы в производстве ПП;
- типовые ТП изготовления ОПП, ДПП, МПП.
27.2 Текст лекции
27.2.1 Заключительные технологические этапы в производстве ПП– до 30 мин
Нанесение защитной паяльной маски. Защитная паяльная маска наносится на всю поверхность ПП за исключением контактных площадок и металлизированных отверстий, которые при групповых процессах пайки элементов будут контактировать с расплавленным припоем. Таким образом обеспечивается значительная экономия припоя, так как припой во время пайки не осаждается на печатные проводники.
Защитные маски наносят сеткографическим способом (для ПП общего применения) с использованием эпоксидных композиций или фотохимическим способом, например, с применением СПФ (для прецизионных ПП). Точность нанесения защитной паяльной маски сеткографическим способом составляет ±0,4 мм. Точность нанесения защитной маски фотохимическим способом как при нанесении рисунка и составляет ±0,1 мм.
Возможны два способа нанесения паяльной маски:
1) после операции оплавления сплава олово-свинец — этот процесс называется «маска поверх оплавленного припоя», или «solder mask over tinlead» (SMOTL-процесс);
2) после удаления травильного резиста с токопроводящих участков – этот процесс называется «маска поверх открытой меди», или «solder mask over bare copper» (SMOBC-процесс).
В первом случае при пайке элементов волной припоя происходит расплавление припоя, находящегося под маской, а также вспучивание и разрушение самой защитной маски. Кроме того, существует вероятность образования перемычек припоя между соседними проводниками при высокой плотности монтажа. Во втором случае таких проблем не существует, так как под защитной маской нет припоя. Преимуществом SMOTL-процесса является более надежная защита проводников оплавленным припоем, которая необходима для ПП, работающих в условиях повышенной влажности. ПП для поверхностного монтажа обычно изготавливают по SMOBS-технологии. Это связано с высокой плотностью монтажа, необходимостью предотвращения растекания маски и ее смещения на контактные площадки. Применение SMOBS-процесса связано также с жесткими экологическими ограничениями по свинцу, необходимостью очистки отработанной воды при применении свинца и затратами на приобретение соответствующего оборудования.
Оплавление. При проведении операции оплавления осуществляется: превращение пористого гальванического покрытия олово-свинец (ОС) в мелкозернистое покрытие; защита боковых стенок проводников от коррозии и электрокоррозии; повышение коррозионной стойкости покрытия; повышение способности к пайке и увеличение срока сохранения паяемости ПП; устранение «навесов» металла по кромкам проводников; исключение из технологического процесса операции горячего облуживания. На рис. 27.1 представлен печатный проводник до и после выполнения операции оплавления. Применяют жидкостное или инфракрасное (ИК) оплавление. ИК-оплавление экологичнее, пожаробезопаснее и чище жидкостного оплавления.

Рисунок 27.1 – Печатный проводник до и после выполнения операции оплавления: 1 – проводник, 2 – сплав олово-свинец.
Обработка по контуру. При выполнении этой операции удаляется технологическое поле, ПП приобретает размеры, заданные в конструкторской документации. Обработка по контуру осуществляется штамповкой, фрезерованием; обработкой дисковой или алмазной пилой; лазерной обработкой (для прецизионных ПП).
Операция прессования, т. е. соединения отдельных сигнальных слоев (односторонних и двусторонних) в монолитную конструкцию при помощи склеивающих прокладок осуществляется в ТП получения многослойных ПП. Прессование всех сигнальных слоев осуществляется одновременно с помощью прокладочной стеклоткани (препрег), пропитанной недополимеризованной термореактивной смолой в пресс-форме при нагревании.
Операцию контроляПП проводят с целью проверки целостности проводников, установления наличия коротких замыканий между проводниками, проверки качества изоляции. В мелкосерийном многономенклатурном производстве операцию контроля осуществляют в основном вручную. В серийном и массовом производстве контроль осуществляется на полуавтоматических и автоматических тестовых установках, имеющих оптическую систему контроля и управляемых от компьютера.
27.2.2 Типовые технологические процессы изготовления ПП– до 60 мин
Односторонние печатные платы (ОПП), отличающиеся простотой и низкой стоимостью изготовления, изготавливаются по 1-, 2- и 3-му классам точности. Технологическое ограничение ширины проводников в таких платах составляет 0,25 мм, отверстий — 0,8 мм. Основными технологическими процессами изготовления таких плат на фольгированном основании являются химический негативный и химический позитивный методы.
Пример ТП изготовления ОПП химическим негативным методом приведен в табл. 27.1.
Таблица 27.1 – Основные этапы ТП изготовления ОПП химическим негативным методом

Продолжение таблицы 27.1

При изготовлении ОПП на нефольгированном основании часто используют метод с применением активирующих паст. Активирующие пасты, которые изготавливают на основе неблагородных металлов, наносят на диэлектрик сеткографическим способом по рисунку схемы. Затем выполняют металлизацию рисунка, в результате которой происходит замещение активирующей пасты на медь, после этого выполняют толстослойное химическое меднение.
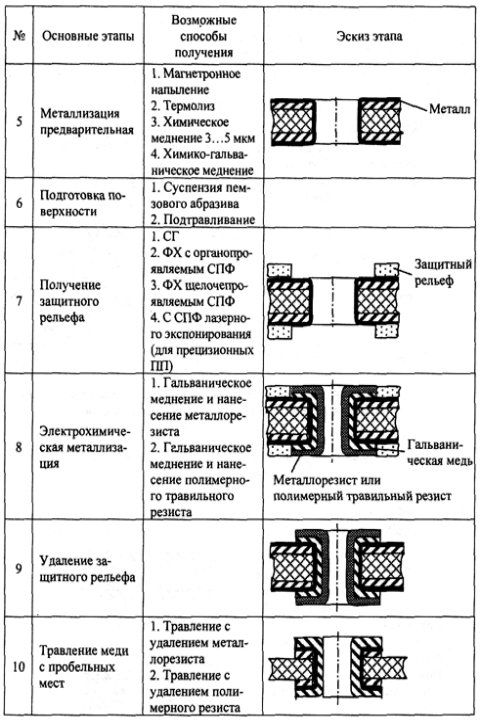
В таблице 27.2 приведены основные этапы ТП изготовления ДПП на жестком фольгированном основании комбинированным позитивным методом.
Комбинированный позитивный метод применяют также при изготовлении наружных слоев МПП методом металлизации сквозных отверстий, методом попарного прессования, методом послойного наращивания и др..
Таблица 27.2 – Основные этапы ТП изготовления ДПП на фольгированном основании комбинированным позитивным методом

Продолжение таблицы 27.2
Продолжение таблицы 27.2

Тентинг-метод или метод образования завесок над отверстиями ПП применяют при изготовлении ДПП и слоев МПП. Особенности метода: металлизируется вся поверхность и отверстия заготовки ПП; не используются экологически агрессивные процессы осаждения металлорезиста; защита рисунка схемы при травлении меди с пробельных мест обеспечивается пленочным фоторезистом, который закрывает и проводники, и отверстия, образуя над ними завеску. Схема ТП изготовления слоев тентинг-методом представлена на рис. 27.2.

Рисунок 27.2 – Схема ТП изготовления слоев тентинг-методом.
Для изготовления ПП с шириной проводников и зазоров 50…100 мкм рекомендуется использовать метод полностью аддитивного формирования отдельных слоев (ПАФОС). Это электрохимический метод, по которому проводники и изоляция между ними (диэлектрик) формируются аддитивно, т.е. селективным гальваническим осаждением проводников и формированием изоляции только в необходимых местах прессованием. Проводящий рисунок формируется гальваническим осаждением тонкого слоя никеля толщиной 2…3 мкм и меди толщиной 30…50 мкм по рисунку в рельефе пленочного фоторезиста, полученного на временных носителях – листах из нержавеющей стали, поверхность которых предварительно покрывается гальванически осажденной медной шиной толщиной 2…20 мкм. После этого пленочный фоторезист удаляется и проводящий рисунок на всю толщину впрессовывается в диэлектрик; затем впрессованный слой вместе с медной шиной механически отделяется от поверхности носителей. Схема ТП изготовления слоев методом ПАФОС представлена на рис. 27.3.

Рисунок 27.3 – Получение слоев ПП методом ПАФОС.