

Геометрические параметры зубьев протяжки
Профиль
зубьев протяжки в сечении, к режущей
кроме, имеет следующие элементы:
![]() - шаг зубьев, определяемый как
расстояние между вершинами двух соседних
зубьев;h -высота
зуба;d -длина
спинки, определяемая как длина главной
задней поверхности,ч- радиус
закругления дна впадины для размещения
стружки,
- шаг зубьев, определяемый как
расстояние между вершинами двух соседних
зубьев;h -высота
зуба;d -длина
спинки, определяемая как длина главной
задней поверхности,ч- радиус
закругления дна впадины для размещения
стружки,![]() ,
гдеl -длина
протягиваемой поверхности в направлений
движения протяжки;tр
-шаг между зубьями режущей части.
Ширина срезаемого слоявопределяется
как длина активной части режущей кромки
одного зуба.
,
гдеl -длина
протягиваемой поверхности в направлений
движения протяжки;tр
-шаг между зубьями режущей части.
Ширина срезаемого слоявопределяется
как длина активной части режущей кромки
одного зуба.
К
геометрическим параметрам зуба протяжки
относятся: передний угол
![]() ;
задний угол
;
задний угол![]() ;
угол заострения
;
угол заострения![]() ;
угол резания
;
угол резания![]() ;угол наклона главной режущей кромки -
;угол наклона главной режущей кромки -![]() . Величина заднего угла
. Величина заднего угла![]() выбирается небольшой (
выбирается небольшой (![]() порядка 3°;
порядка 3°;
![]() =1,5°) для сохранения размеров при
переточках.
=1,5°) для сохранения размеров при
переточках.
На калибрующих зубьях имеются цилиндрические ленточки для калибрования обрабатываемой поверхности f=0,05 - 0,3 мм. После перетачивания по передней поверхности высота калибрующих зубьев уменьшается, зубья начинает работать как переходные, а затем как режущие.
Особенности конструкции прошивок сводятся к отсутствию замковой части, шейки, переходного конуса.
Наружные
протяжки
(рис.24) не имеют направляющих, шейки и
переходного конуса. Задний угол
![]() таких протяжек может назначаться до
10°, гак как возможны регулировки высоты
зубьев за счет прокладок или клиньев,
располагаемых между столом и протяжкой.
Переточки таких протяжек могут вестись
как по передней, так и по задней
поверхностям.
таких протяжек может назначаться до
10°, гак как возможны регулировки высоты
зубьев за счет прокладок или клиньев,
располагаемых между столом и протяжкой.
Переточки таких протяжек могут вестись
как по передней, так и по задней
поверхностям.
Конструктивное оформление протяжных инструментов разнообразно. Некоторые конструкции даны на рис.23.
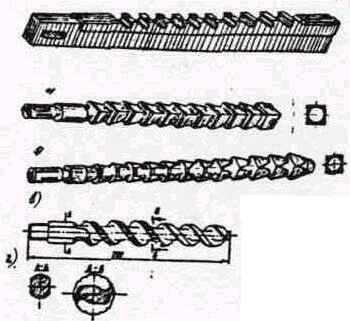
Рис.24 Протяжки. а) для наружного протягивания; б) внутренняя протяжка профильной схемы; в) внутренняя протяжка генераторной схемы; г) винтовая протяжка для глубокого отверстия
Протяжка для глубокого протягивания (рис.24,г) имеет двухзаходные зубья на конической поверхности с углом конусности . Для лучшего отвода стружки протяжке сообщается винтовое движение. Износ зубьев протяжки происходит по задней и передней поверхностям, по ленточке калибрующих зубьев и по уголкам.
Критерием износа служит величина износа по задней грани h3. Наибольшая величина износа h3 имеет место в местах сопряжения стружкоразделительной канавки с задней поверхностью зубьев. Объясняется это тем, что на этих участках температура нагрева режущей кромки несколько выше, чем на всей остальной части зуба из-за увеличения здесь сил трения, возникающего в результате образования радиусов округления режущих кромок.
Допустимая величина износа по задней поверхности – h3 составляет 0,2 - 0,3 мм, при повышенных требованиях к шероховатости в пределах в Ra 0,63 - 0,16 мкм величина h3 не должна превышать 0,08 - 0,1 мм.
Стойкость протяжек определяется материалом их режущей части, обрабатываемым материалом, размерами протяжек и заданной точностью обработки.
Несмотря на то, что протяжки и работают на небольших скоростях резания ( 0,5 - 14 м/мин), их целесообразно изготовлять из быстрорежущих сталей. В отдельных случаях применяют сталь ХВГ, которая технологична при термической обработке. При обработке чугунных деталей, а также труднообрабатываемых материалов находят применение твердосплавные протяжки. Такие протяжки делаются сборными. Стойкость твердосплавных протяжек в несколько раз выше стойкости протяжек из быстрорежущей стали, однако технологические трудности их изготовления и заточки препятствует их широкому применению.
За точку протяжек выполняют только по передней поверхности зуба. Заточка производится тарельчатыми кругами на специальных заточных станках.