

Гидроочистка в промышленности.
Гидроочистку бензиновых фракций проводят в основном с целью подготовки сырья для процесса риформинга, так как катализатор риформинга отравляется гетероатомными соединениями.
Гидроочистка керосиновых фракций проводят с целью получение малосернистого экологически чистого реактивного топлива, осветительного керосина или растворителя.
Гидроочистку дизельных фракций проводят с целью получения экологически чистых, конкурентноспособных дизельных топлив.
Гидроочистку вакуумных дистиллятов проводят в основном с целью получения качественного сырья для каталитического крекинга.
Гидроочистка масляных фракций и парафинов. Гидроочистка масляных фракций проводят для улучшения таких свойств смазочных масел, как стабильность, цвет, коксуемость, путем удаления гетероатомных полициклических и смолистых веществ.
Гидроочистку парафинов, церезинов и петролатумов проводят для снижения содержания в них сероорганических соединений, алкенов, смол, улучшает цвет и стабильность.
![]()
![]()
![]()

![]()

Гидроочистки дизельного топлива на установке лч-24-2000
Ввиду жестких экологических требований к дизельному топливу практически на всех нефтеперерабатывающих заводах проводят гидроочистку дизельного топлива. На рис. 9 приведена принципиальная схема установки ЛЧ-24-2000 производительностью 2 млн. т в год по сырью.
Сырье смешивается с циркуляционным водородсодержащим газом ЛЧ-24-2000. Полученную смесь нагревают в сырьевом теплообменнике, а затем в трубчатой печи до температуры 360-400оС и направляют в реактор Р-1. Реакционную смесь после реактора частично охлаждается в сырьевых теплообменниках (до 210-230оС), а затем направляют в горячий сепаратор С-1, где отделяется водородсодержащий газ, который направляют в холодильник и затем в холодный сепаратор С-2. В холодном сепараторе водородсодержащий газ полностью отделяется от гидрогенизата и направляют в абсорбер К-2 на моноэтаноламиновую очистку от сероводорода. Очищенный водородсодержащий газ направляют в систему циркуляции, а отработанный моноэтаноламин на регенерацию.
Гидрогенизат из сепараторов С-1 и С-2 нагревают в теплообменнике и подают в стабилизационную колонну К-1. В низ колонны подают нагреты в печи П-1 отдувочный водородсодержащий газ для удаления легкокипящих углеводородов (бензиновой) фракции.
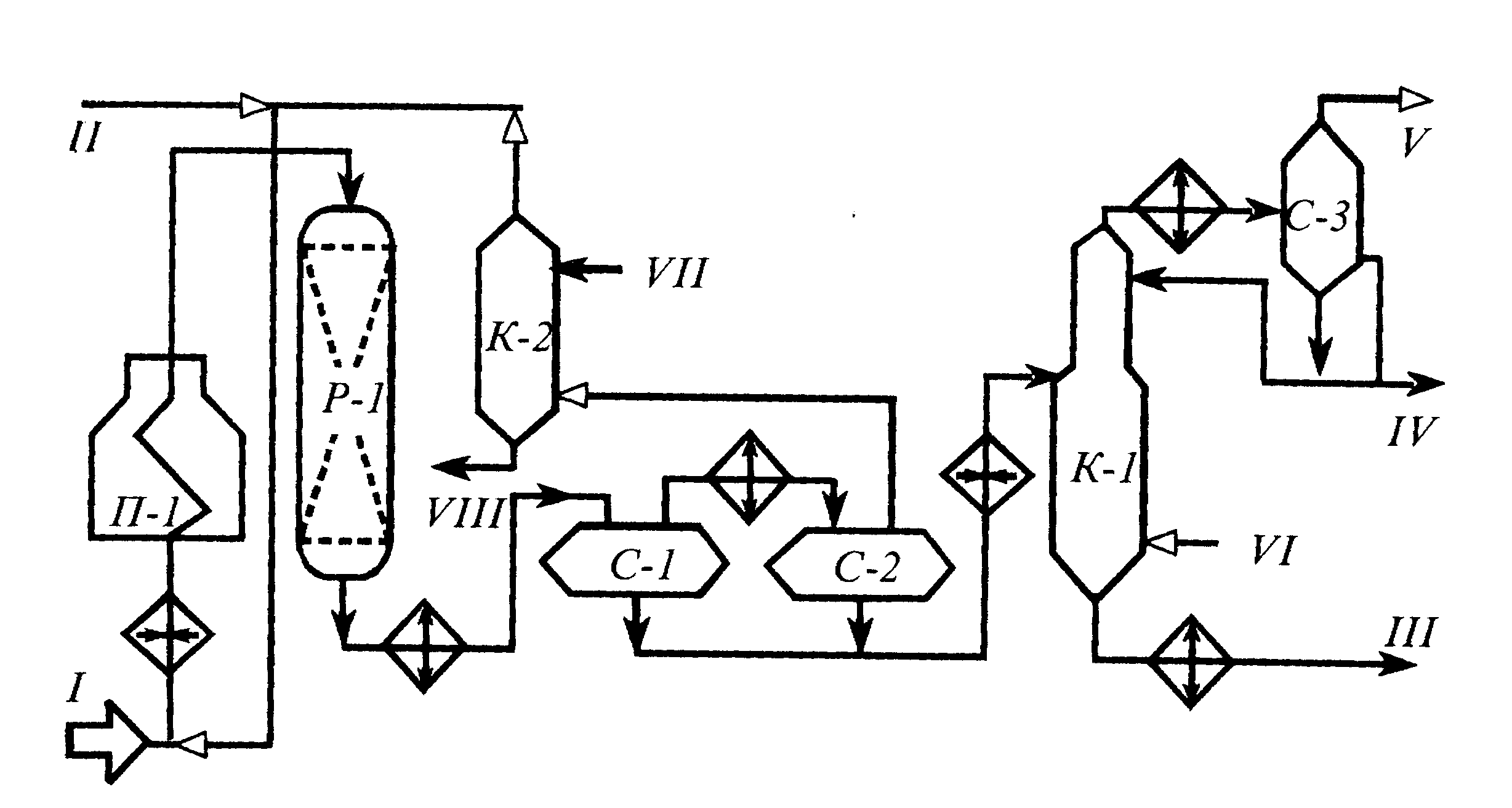
Рисунок – 9 Принципиальная технологическая схема установки гидроочистки дизельной фракции ЛЧ-24-2000.
I—сырье; II — свежий водородсодержащий газ; III — гидрогенизат; IV— бензиновая фракция; V — углеводородный газ на очистку; VI — отдувочный водородсодержащий газ; VII — регенерированный моноэтаноламин; VIII— отработанный моноэтаноламин на регенерацию.
Таким образом, в результате гидроочистки дизельной фракции получено, % масс.: 96.9 – гидроочищенное топливо; 1.3 – отгон; 0.6 – углеводородный газ; 1.2 – сероводород; 0.4 - потери. Всего 100.4% (с учетом использованного водорода).
4.2. Гидрокрекинг
Гидрокрекинг — это каталитический процесс под давлением водорода, предназначенный для получения из нефтяного сырья (имеющего более высокую молекулярную массу, чем получаемые целевые продукты) светлых нефтепродуктов (бензина, керосина, дизельного топлива), а также сжиженных газов С3 — С4.
Используя гидрокрекинг, можно получить широкий ассортимент нефтепродуктов практически из любого нефтяного сырья путем подбора соответствующих катализаторов и условий. Гидрокрекинг является одним из наиболее эффективных и гибких процессов нефтепереработки.
Химические основы процесса. Качество получаемых продуктов гидрокрекинга определяются в основном свойствами катализатора (гидрирующей и кислотной активностью). Катализаторы гидрокрекинга могут иметь высокую гидрирующую и относительно низкую кислотную активность, а также относительно невысокую гидрирующую и высокую кислотную активность.
Превращения алканов. При использовании монофункциональных гидрирующих катализаторах (не обладающих кислотными свойствами), из линейных алканов получаются другие линейные алканы с меньшей молекулярной массой.
В тоже время при использовании кислотных и бифункциональных катализаторов алканы подвергаются крекингу и изомеризации по гетеролитическому механизму. На катализаторах с высокой кислотной и умеренной гидрирующей активностью гидрокрекинг идет с высокой скоростью, причем образуется много низкомолекулярных изоалканов.
Превращения циклоалканов. В присутствии гидрирующих катализаторов, незамещенные и метилзамещенные моноциклоалканы превращаются главным образом в алканы линейного и изостроения.
При использовании катализаторов с высокой кислотностью и низкой гидрирующей активностью превалируют реакции изомеризации шестичленных циклоалканов в пятичленные. При этом происходит изменение положения заместителей.
При гидрокрекинге циклоалканы с длинными алкильными боковыми цепями подвергаются в основном изомеризации и распаду алкильных заместителей. При этом у бициклических циклоалканов раскрывается одно кольцо и они превращаются в моноциклические с высоким выходом производных пентана.
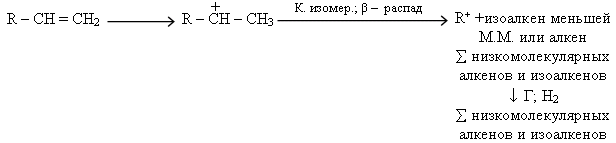
Превращения алкенов. При гидрокрекинге на кислотных центрах катализатора алкены изомеризуются и подвергаются распаду по β-правилу. При этом на гидрирующих центрах происходит насыщение алкенов— как исходных, так и образовавшихся при распаде. То есть из линейных алкенов при гидрокрекинге сначала образуются низкомолекулярные алекны линейного и изостроения, а затем они првращаются на гидрирующих центрах в низкомолекулярные алканы линейного и изостроения.
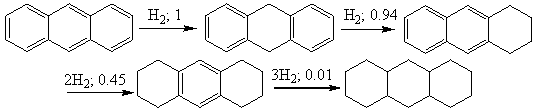
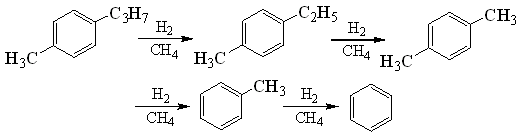
Превращения аренов. В процессе гидрокрекинга на катализаторах с высокой гидрирующей и низкой кислотной активностью происходит гидрирование ареновых колец. При этом замещенные арены гидрируются труднее, чем незамещенные. Следует отметить, что наряду с последовательным гидрированием ароматических колец происходит расщепление образовавшихся насыщенных колец и выделение алкилзамещенных аренов.
При использовании катализаторов с высокой кислотной и низкой гидрирующей активностью превращения аренов во многом аналогичны каталитическому крекингу. Незамещенные моноциклические арены стабильны. При этом метил- и этилбензолы в основном вступают в реакции изомеризации по положению заместителей, а алкилбензолы с более длинными цепями деалкилируются. При отрыве алкильных заместителей образуются алкильные карбкатионы, которые после изомеризации подвергаются β-распаду и насыщаются по схеме, описанной для гидрокрекинга алканов, с образованием смеси низкомолекулярных алканов нормального и изостроения. Важно отметить, что в результате гидрокрекинга полициклических аренов происходит раскрытие ароматических колец и в значительном количестве образуются производные тетралина и индана.
Катализаторы процесса. Крекирующую и изомеризующую функции кислотного компонента катализатора выполняют цеолиты, оксид алюминия, алюмосиликаты. При этом для усиления кислотности в катализатор вводят галоген, а также оксидные добавки и др.
Металлы VIII группы (Pt, Pd, Ni, Co, Fe) , а также оксиды или сульфиды некоторых металлов VI группы (Мо, W) являются гидрирующим компонентом катализатора. Для повышения активности перед использованием металлы VIII группы восстанавливают водородом, а оксидные молибден- и вольфрамсодержащие катализаторы сульфидируют; кроме того, для активирования катализаторов используют также разнообразные промоторы (рений, родий, иридий и др.).
Важно отметить, что сульфиды и оксиды молибдена и вольфрама с промоторами являются бифункциональными катализаторами.
Макрокинетика процесса. На первой стадии макрокинетика аналогична процессам, протекающим при гидроочистке. Одновременно происходит гидрирование алкенов. Затем полициклические арены и циклоалканы гидрируются в замещенные моноциклические, а алканы подвергаются изомеризации и расщеплению.
Важно отметить, что температура проведения гидрокрекинга 300—425°С является оптимальная. Если понизить температуру реакции будут протекать с малой скоростью, а чрезмерное повышение температуры ограничивается термодинамическими факторами реакции гидрирования и увеличением скорости коксообразования и повышением выхода легких фракций и газа. При давлении менее 5 МПа начинается интенсивное закоксовывание катализатора. Поэтому для тяжелых газойлей и тем более остаточного сырья для предотвращения обратной реакции дегидрирования циклоалкановых колец в полициклических системах требуется более высокое давление водорода (до 20— 30 МПа).
Гидрокрекинг в промышленности. В промышленности широко используются следующие виды гидрогенизационных процессов:
- гидрокрекинг бензиновых фракций для получения сжиженного нефтяного газа, углеводородов С4—С5 изостроения, в нефтехимическом синтезе и при выработке легкого высокооктанового компонента автомобильных бензинов;
- гидрокрекинг средних дистиллятов (прямогонных и вторичного происхождения) с температурой кипения 200—3500С для получения бензинов и реактивных топлив;
- гидрокрекинг атмосферного и вакуумного газойлей, газойлей коксования и каталитического крекинга для получения бензинов, реактивного и дизельного топлив;
- гидрокрекинг высококипящих нефтяных дистиллятов для получения реактивных и дизельных топлив, смазочных масел, малосернистых котельных топлив и сырья каталитического крекинга;
- селективный гидрокрекинг бензинов с целью повышения октановых чисел;
- селективный гидрокрекинг реактивных и дизельных топлив с целью снижения температуры застывания;
- селективный гидрокрекинг масляных фракций — для улучшения цвета, стабильности и снижения температуры застывания;
- гидродеароматизация и гидродепарафинизация.
Гидрокрекинг вакуумного дистиллята на установки 68-2к
Как было сказано выше, гидрокрекинг является эффективным и исключительно гибким каталитическим процессом. Этот процесс позволяет оптимально решить проблему глубокой переработки вакуумных дистиллятов, в результате, которого получается различные виды моторных топлив, соответствующих современным требованиям. На рис. 10 приведена принципиальная схема установки одноступенчатого гидрокрекинга 68-2к производительностью 1 млн.т по дизельному топливу и 0.63 млн. т по реактивному топливу.
Эти установки работают на нескольких НПЗ России применительно к переработке вакуумных газойлей 350-500°С с содержанием металлов не более 2 м.д. и под давлением около 15МПа.
Для проведения одноступенчатого процесса гидрокрекинга вакуумных дистиллятов используют реактор, имеющий несколько слоев (до пяти ) катализаторов нескольких типов. При этом градиент температур в каждом слое не должен превышать 25°С, между отдельными слоями катализатор. Для выполнения этого условия предусмотрен ввод охлаждающего водородсодержащего газа между слоями катализатора через контактно распределительные устройства, обеспечивающие тепло- и массообмен между газом и реагирующим потоком над слоем катализатора.
Смесь сырья (с пределами выкипания 350-500°С) с рециркулируемым гидрокрекинг-остаток и водородсодержащим газом, нагревают сначала в теплообменниках, затем в печи П-1 до температуры реакции (300—425°С является оптимальная) и подают в реакторы Р-1.
Реакционную смесь, входящую и реактора, охлаждают в сырьевых теплообменниках, затем в воздушных холодильниках и с температурой 45-55°С направляют в сепаратор высокого давления С-1.
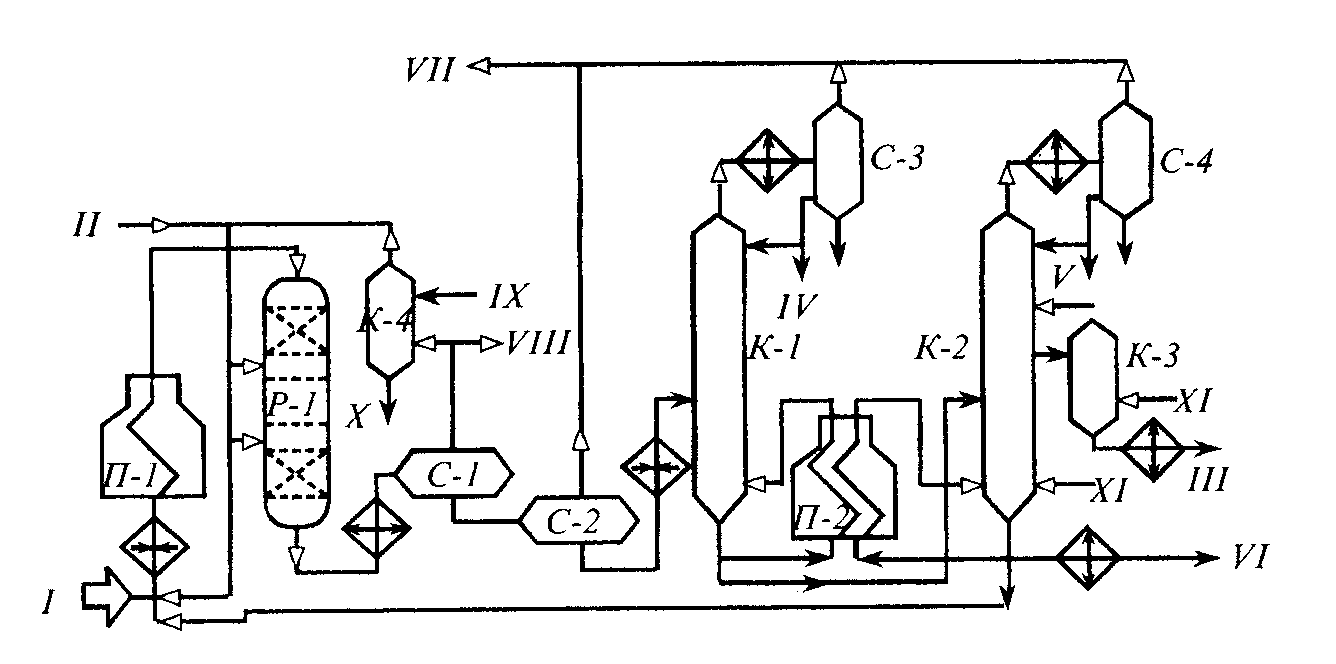
Рисунок – 10 Принципиальная технологическая схема установки одноступенчатого гидрокрекинга 68-2к.
I — сырье; II — водородсодержащий газ; III — дизельное топливо; IV — легкий бензин; V — тяжелый бензин; VI — тяжелый газойль; VII — углеводородные газы на ГФУ; VIII — газы отдува; IX — регенерированный раствор моноэтаноламин; X — отработанный моноэтаноламин на регенерацию; XI — водяной пар
В сепараторе происходит отделение водородсодержащего газа от нестабильного гидрогенизата. Водородсодержащий газ направляют в абсорбер К-4, где происходит его очистка от сероводорода моноэталамином. Очищенный водородсодержащий газ компрессором подают на циркуляцию. Отработанный моноэтаноламин направляют на регенерацию. Нестабильный гидрогенизат через редукционный клапан направляют в сепаратор низкго давления С-2. В сепараторе выделяют часть углеводородных газов от гидрогенизата. Затем гидрогенезат подают через теплообменники в стабилизационную колонну К-1 для отгонки углеводородных газов и легкого бензина. Затем стабильный гидрогенизат разделяют в атмосферной колонне К-2 на тяжелый бензин и дизельную фракцию. Эту фракция отбирают через отпарную колонну К-3, а кубовую жидкость ( фракцию >360 °С) частично используют как рециркулят, а основное количество выводят с установки. Кубовая жидкость может быть использована как сырье для пиролиза, в качестве основы смазочных масел и т. д.
Таким образом, в результате гидрокрекинга фракции 350-500°С получено, % масс.: 88.03 – дизельное топливо; 1.28 – легкий бензин; 1.19 – углеводородный газ; 3.03 – сероводород; 8.53 – тяжелый бензин. Всего 102.06% (с учетом использованного водорода).