

2.5. Характеристика методов обработки узлов изделия и выбор оборудования
Основной задачей на этапе выбора методов обработки изделия и оборудования, является обеспечение высокого качества обработки основных узлов и деталей одежды при максимальной экономичности и максимальной загрузке оборудования и средств малой механизации. Именно эти основные критерии, определяют эффективность технологических процессов. Поэтому для успешного решения этой задачи необходимо руководствоваться государственными стандартами, технологическими инструкциями прогрессивной технологии, достижениями передовых отечественных и зарубежных предприятий в области усовершенствования технологии изготовления швейных изделий [6, 7, 8, 9, 10].
|
|
Плечевые изделия |
| ||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||
|
Начальная обработка основных деталей |
|
Обработка карманов |
|
Обработка бортов |
|
Временная сборка изделия |
|
| ||||||||||||
|
|
|
|
|
|
|
|
|
| ||||||||||||
|
Примерка изделия |
|
Уточнение изделия после примерки |
|
Обработка воротника |
|
Обработка рукавов |
|
| ||||||||||||
|
|
|
|
|
|
|
|
|
| ||||||||||||
|
Обработка и соединение |
|
|
|
Окончательная |
|
|
|
| ||||||||||||
|
подкладки с верхом изделия |
|
|
|
отделка |
|
|
|
| ||||||||||||
|
|
|
|
|
|
|
|
|
| ||||||||||||
|
Обработка верхних |
|
Соединение основных |
|
Обработка |
|
|
|
| ||||||||||||
|
краев и застежки |
|
частей |
|
низа |
|
|
|
| ||||||||||||
|
|
|
|
|
|
|
|
|
|
| |||||||||||
|
|
|
|
Поясные |
|
|
|
| |||||||||||||
|
|
|
изделия |
|
|
|
| ||||||||||||||
Рис. 2 – Типовая последовательность сборки верхней одежды при изготовлении по индивидуальным заказам
|
Начальная обработка переда и спинки |
|
Дублирование переда клеевыми прокладками |
|
Прокладывание копировальных стежков по намеченным линиям |
|
Обработка вытачек, швов, складок, составных частей переда и спинки |
|
Придание деталям нужной формы с помощью ВТО | |||
|
|
|
|
|
|
|
|
|
| |||
|
Обработка карманов |
|
|
|
|
|
| |||||
|
|
|
|
|
|
|
|
|
| |||
|
Соединение переда сбортовой прокладкой* |
|
Наметывание переда на бортовуюпрокладку |
|
Выстегивание лацканов | |||||||
|
|
|
|
|
|
|
|
|
| |||
|
Сборка бортов |
|
|
|
|
|
|
|
| |||
|
|
|
|
|
|
|
|
|
| |||
|
Обработка рукавов |
|
Соединение передних срезов |
|
Сметывание и заметывание локтевых срезов |
|
Заметывание низа рукавов | |||||
|
|
|
|
|
|
|
|
|
| |||
|
Обработка нижнего воротника |
|
|
|
|
|
| |||||
|
|
|
|
|
|
|
|
|
| |||
|
Временная сборка изделия |
|
Сметывание и заметывание боковых и плечевых срезов |
|
Приметывание утепляющей прокладки |
|
Вметывание нижнего воротника в горловину и рукава в пройму |
|
Заметывание низа изделия | |||
*- для изделий, у которых применение клеевой технологии нецелесообразно или невозможно
Рис. 3 – Схема подготовки верхней одежды к примерке при максимально возможной степени ее готовности
Прогрессивные способы обработки предусматривают широкое использование клеевых прокладочных материалов, технологичных конструкций деталей и узлов изделия, машинных способов обработки, совмещения технологических операций.
В курсовом проекте предлагаемые методы обработки основных узлов изделия представляют в виде сборочных схем (разрезов узлов) с указанием последовательности выполнения операций путем цифровой нумерации и с необходимой штриховкой. Результаты выбора метода обработки основных узлов изделия излагают в тексте и представляют по типу инструкционной карты (рис. 4). В качестве примера на рис. 4 изображены сборочные схемы основных узлов мужской куртки из плащевой ткани.
Выбранные методы обработки деталей и узлов модели должны соответствовать уровню (категории) ателье (первого разряда, высшего разряда и т.д.), указанному в задании, материалам, выбранным в пакет изделия с учетом применения нового оборудования и технологической оснастки. Одно из главных требований к выбору методов обработки изделия - это гибкость и универсальность методов применительно к разным материалам, из которых предполагается изготовление изделия. Для ателье высшего разряда следует предусмотреть более тщательную обработку, нежели на предприятиях более низких категорий.
В заключении по всему изделию отражаются факторы, обеспечивающие высокое качество исполнения модели.
Далее выполняется подбор необходимого современного оборудования для изготовления изделия с учетом выбранных методов обработки, свойств используемых материалов, категории предприятия. Комплект оборудования должен быть необходимым и достаточным для изготовления изделия по индивидуальным заказам. Характеристика швейного оборудования представляется в табличной форме (таблица 4).
Для процессов изготовления изделий по индивидуальным заказам затраты времени на пошив целесообразно снижать путем сокращения вспомогательных приемов труда. Эти затраты времени позволяют снизить специальные приспособления к универсальным машинам и универсальные машины с элементами автоматики (автоматический подъем иглы в заданное положение, подъем лапки, обрезка ниток и закрепка в конце строчки).
Рекомендуемые приспособления малой механизации представляются в таблице 5 с указанием наименования приспособлений и вида операций, где предполагается их применять.
Для ВТО используют прессы, утюжильные столы и утюги. При необходимости используют дополнительное и вспомогательное оборудование. Характеристика оборудования для ВТО представляется в форме таблиц 6, 7, 8.
Выбор оборудования в курсовом проекте выполняется по справочной литературе [11] и проспектам современных производителей.
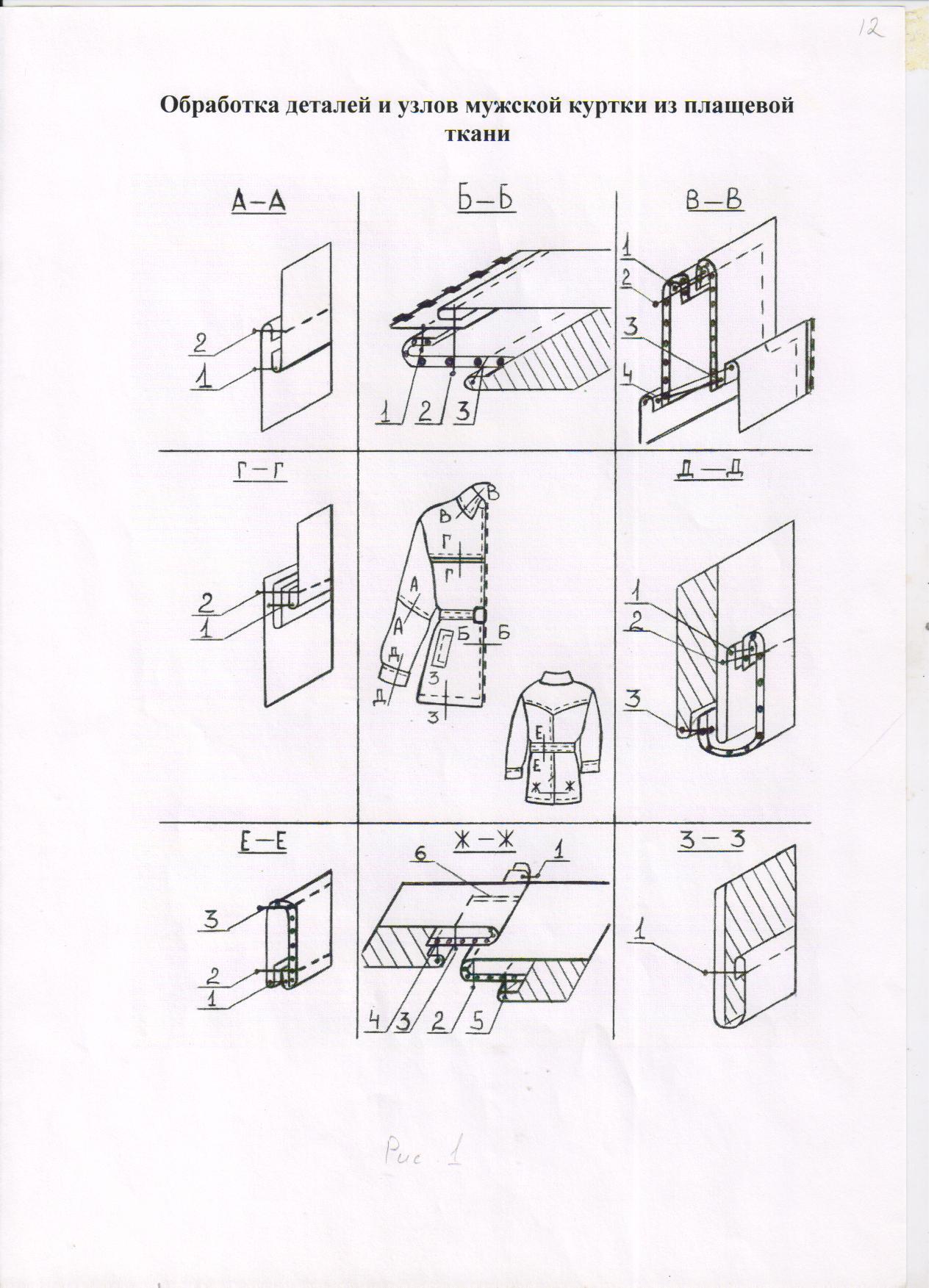
Рисунок 4 – Обработка деталей и узлов
мужской куртки из плащевой ткани
Таблица 4 – Технологическая характеристика швейных машин
|
Техноло- гическое назначе- ние |
Тип или класс, завод-изгото- витель |
Тип стежка |
Макси-мальная частота вращения главного вала, мин.-1 |
Длина стежка мм |
Исполнитель-ный орган механизма перемещения материала |
Номера игл |
Приме-няемые нитки |
Обрабаты-ваемые материалы |
Толщина сшиваемого пакета материалов, мм |
Дополнитель-ные сведения, примечание |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
Таблица 5 – Характеристика средств малой механизации (швейной оснастки)
|
Наименование приспособления |
Марка приспособления |
Схема выполнения шва |
Назначение приспособления, дополнительные сведения |
|
1 |
2 |
3 |
4 |
Таблица 6 – Технологическая характеристика прессового оборудования
|
Назначение пресса, завод-изготовитель |
Марка |
Производи-тельность, циклов/ч |
Усилие прессо-вания, кН |
Тип привода |
Тип нагрева подушки |
Температура нагрева подушки, ºС |
Установленная мощность, кВт |
Расход воздуха, м3/ч |
Расход пара, кг/ч |
Кол-во отсасываемого воздуха м3/ч |
Время разогрева, мин | ||
|
верхней |
нижней |
верхней |
нижней | ||||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
Таблица 7 – Технологическая характеристика утюгов и утюжильных столов
|
Назначение утюга, утюжильного стола |
Марка (тип), предприятие-изготовитель |
Тип нагрева поверхности |
Темпера-тура нагрева, ºС |
Установленная мощность, кВт |
Расход пара, кг/ч |
Время разогрева, мин. |
Габариты, мм |
Масса, кг | ||
|
длина |
ширина |
высота | ||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
Таблица 8 – Характеристика приспособлений для ВТО
|
Наименование приспособления, колодки |
Марка приспособления |
Назначение приспособления, дополнительные сведения |
|
1 |
2 |
4 |
При выборе оборудования руководствуются следующими основными принципами. В современных условиях развития техники имеется достаточно обширный парк оборудования для изготовления швейных изделий. В тоже время на предприятиях изготовления одежды по индивидуальным заказам имеется ряд технологических особенностей, ограничивающих выбор оборудования. Так, малая мощность предприятий, не позволяет обеспечить должную загрузку оборудования, и применение многих спецмашин становится нерациональным.
При выборе универсальных швейных машин основное значение имеют два фактора: назначение по материалам и скорость работы машины. В современном оборудовании высокая скорость работы обеспечивается соответствующим числом оборотов главного вала машины и автоматическим выполнением вспомогательных приемов. В условиях изготовления одежды по индивидуальным заказам, в отличие от массового производства, число оборотов главного вала машины достаточно большого значения не имеет. Это актуально лишь при выполнении прямых, длинных строчек. Поэтому особое значение при необходимости повысить производительность приобретает использование машин, оснащенных механизмами автоматизации выполнения вспомогательных приемов, а также применение специальных приспособлений.
При изготовлении изделий верхней одежды могут использоваться машины челночного двухниточного стежка (для выполнения всех стачивающих строчек) и машины двухниточного цепного стежка. Последние рекомендуются только для выполнения несущих швов, которые испытывают значительные динамические нагрузки в процессе эксплуатации: боковых и среднего шва спинки, переднего и локтевого швов рукавов, для стачивания деталей подкладки и соединения ее с изделием, для стачивания основных деталей брюк.
Известно, что для выполнения стачивающих строчек могут применяться машины с различным механизмом перемещения материала: с нижней зубчатой рейкой, с нижней зубчатой рейкой и отклоняющейся иглой, с дифференциальной рейкой. Широко распространенные в настоящее время машины с механизмом перемещения материала нижней зубчатой рейкой имеют недостаток - непроизвольную посадку нижнего слоя материала. Для материалов с высоким коэффициентом скольжения это проявляется в стягивании шва. Поэтому использование таких машин для изделий из синтетических материалов не рекомендуется. Для пошива этих изделий применяют машины беспосадочного шва, механизм перемещения материалов которых состоит из нижней зубчатой рейки и отклоняющейся иглы. Наличие отклоняющейся иглы позволяет предотвратить смещение материалов относительно друг друга.
При изготовлении пальто рекомендуется дополнительно использовать машину для обработки подкладки и соединения ее с верхом.
При выборе специальных и специализированных машин в условиях изготовления одежды по индивидуальным заказам, кроме назначения машины, учитывают степень ее загрузки в технологическом процессе. Поэтому из большого разнообразия машин следует выбирать лишь наиболее важные из них. К таким можно отнести машины для выполнения временных (2222-М кл.), подшивочных (Cs-761 кл.), зигзагообразных (например, 335-121 кл.), обметочных (например, 51-284 кл.), отделочных (131-24-3 кл.) строчек и некоторые другие. Для бригад средней и большой мощности (от 12 человек) могут рекомендоваться некоторые специализированные машины, например, для выполнения обтачных швов, для втачивания рукавов в пройму, для разметывания пройм в пальто и костюмах. Иногда в бригадах большой мощности используют машину для пришивания талонов, скорняжную машину.
При выборе машин-полуавтоматов следует учитывать, что в процессах изготовления одежды по индивидуальным заказам специальные полуавтоматы могут быть использованы только в том случае, когда они применимы на каждом заказе, например, полуавтоматы для обметывания петель или изготовления закрепок. Основная масса оборудования поузлового действия для предприятий сферы услуг не может быть рекомендована. Полуавтоматы для пришивания пуговиц также не используют.
Если установка оборудования диктуется технологической необходимостью (например, машины для прокладывания обметочных строчек, зигзагообразных, для обметывания петель), оно включается в комплект независимо от мощности бригады.
Для ателье высшего разряда с целью повышения качества изделий можно рекомендовать как обязательную установку ряда машин независимо от их загрузки (например, 1820 кл. для изготовления закрепок, 131-24-3 кл. для выполнения отделочных строчек). Для повышения тщательности обработки изделий временные строчки прокладываются вручную, и машина 2222-М кл. не требуется.
Таким образом, выбор швейных машин, следует выполнять с учетом технологической целесообразности, количества человек в бригаде, а также разряда предприятия. Эффективное использование швейных машин возможно только в составе комплектов, куда входят взаимоувязанное друг с другом оборудование.
При подборе в комплект оборудования для влажно-тепловой обработки следует учитывать мощность предприятия, его категорию, уровень специализации и производственные условия, взаимоувязывание оборудования по производительности, сроки окупаемости, целесообразность использования оборудования одной фирмы.
Основными технологическими характеристиками, по которым следует выполнять выбор прессового оборудования, являются тип привода, усилие прессования, производительность, тип нагрева подушек, возможность отпаривания и вакуумного отсоса. Расход воздуха для пневматических прессов, расход пара, количество отсасываемого воздуха не имеют связи с технологическими параметрами и применяются только для выбора вспомогательного оборудования, сопряженного по мощности.
В ателье по пошиву изделий по индивидуальным заказам для бригад любой мощности рационально применение универсального прессового оборудования. Однако, некоторые операции, такие как обработка воротников, лацканов, разутюживание плечевых швов, окатов, пройм изделия, низа рукавов, фронтальное дублирование деталей не выполняются на универсальных прессах. Для таких операций рационально применение специальных прессов. Для мужской верхней одежды в бригадах средней и большой мощности загрузка позволяет устанавливать прессы для приутюживания воротников, лацканов, ВТО плечевых швов, рукавов, пройм, приутюживание полочек и спинки, приутюживание низа рукавов, воротника и верхней части спинки. Для бригад большой мощности целесообразно устанавливать, прессы для дублирования деталей.
Утюги применяются как для внутрипроцессной, так и для окончательной влажно-тепловой обработки. Основными отличительными характеристиками утюгов являются вид нагрева (электрические, электропаровые, паровые), наличие или отсутствие пропаривателя, масса утюга (легкие, средние и тяжелые - от 1 до 3 кг), форма его подошвы (узкие и широкие, в зависимости от вида работ).
Утюжильные столы отличаются друг от друга устройством (консольные или прямоугольные), оснащением разного вида утюгами, возможностью установки дополнительных подушек, типом нагрева гладильной поверхности, наличием или отсутствием вакуум-отсоса. Электропаровые утюги комплектуются в основном с утюжильными столами с паровым обогревом рабочей поверхности и вакуум-отсосом влаги. Такие столы предназначены для выполнения внутрипроцессной и окончательной влажно-тепловой обработки изделий.
Для осуществления нормального процесса влажно-тепловой обработки необходимо применять вспомогательное оборудование: парогенераторы, производящие насыщенный технологический пар, компрессорные установки, производящие сжатый воздух и вакуумные установки, осуществляющие отсос влаги из изделий. Вспомогательное оборудование обеспечивает качество обработки и производительность оборудования. Выбор его осуществляется на основании производительности, которая должна быть сопряжена с соответствующими характеристиками основного оборудования.
К дополнительному универсальному оборудованию следует отнести паровоздушный манекен и отпариватель. Применение паровоздушного манекена возможно на предприятиях, оснащенных централизованной системой подачи пара и компрессорной установкой, рекомендуется для ателье любого разряда в бригадах средней и большой мощности. Отпариватель предназначен для отпаривания и удаления лас с готовых швейных изделий и используется в ателье любых разрядов в бригадах любой мощности. Обязательно применять в ателье высшего разряда и "люкс".