

1.2 Б) выбор и обоснование технологии проектируемого процесса Исходные данные:
1. Состав углеводородной смеси
Таблица 1
-
№
п/п
НАИМЕНОВАНИЕ
М
Кг\ч
Критические
параметры
Т, С
МПа
1.
Н2
2
44,37
-239,89
1,28
2.
СН4
16
2085,21
-82,09
4,58
3.
С2 Н4
28
2484,51
9,91
5,05
4.
С2 Н6
30
310,56
32,31
4,82
5.
С3 Н6
42
12555,64
91,81
4,56
6.
С3 Н8
44
1064,79
96,81
4,20
7.
н-С4 Н10
58
2905,99
153,01
3,75
8.
С5 на н-пентан
72
709,86
196,61
3,33
9.
Бензол
78
22,18
289,51
4,86
ИТОГО
22183,1
2. Годовая производительность, тн - 189000
3. Число часов непрерывной работы в году - 8520
4. Начальное давление, ати – 0,6
5. Начальная температура, 0С: - 16
6. Хладагенты: оборотная вода с начальной температурой, оС….....…………………25 пропиленовый холод, параметр,оС ……………………..….....................6 пропиленовый холод, параметр,оС ………………..…………………..(-18) пропиленовый холод, параметр,оС ……………..……………………..(-37) этиленовый холод, параметр,оС ………………..……….……………..(-56) этиленовый холод, параметр,оС ……………………………………….(-99)
Переведем исходное давление в систему СИ, для этого избыточное давление преобразуем в абсолютное:
Р = 1 + 0,6 = 1,6 атм.
В системе СИ давление имеет размерность Па, следовательно:
Р = 1,6 : 10 = 0,16 МПа.
Для того чтобы определить способ для разделения углеводородной смеси, необходимо знать фазовое состояние исходной смеси.
Фазовое состояние можно определить, сравнивая температуру критическую углеводородной среды с исходной температурой, т.к. критическая температура определяет границы фазового состояния. Критическая температура является величиной аддитивной, следовательно, определяется как сумма произведений мольной доли каждого компонента на его критическую температуру:
![]()
Зная мольные доли и критические температуры каждого компонента, мы можем найти критическую температуру смеси. Для этого необходимо найти общую производительность:
![]() =
= ![]() = 189000 * 1000 / 8520 = 22183.1 кг\ч.
= 189000 * 1000 / 8520 = 22183.1 кг\ч.
Далее найдем производительность по каждому отдельному компоненту в смеси. Для этого общую производительность умножим на вес каждого компонента в смеси:
Для
водорода: ![]()
![]()
![]() = 22183,1 * 0,002 = 44,37 кг\ч
= 22183,1 * 0,002 = 44,37 кг\ч
Для
метана: 22183.1 ![]() 0,094 = 2085,21
кг\ч
0,094 = 2085,21
кг\ч
Для
этилена: 22183.1 ![]() 0,112 = 2484,51 кг\ч
0,112 = 2484,51 кг\ч
Для
этана: 22183.1 ![]() 0,014 = 310,56 кг\ч
0,014 = 310,56 кг\ч
Для
пропилена: 22183.1 ![]() 0,566 = 12555,64 кг\ч
0,566 = 12555,64 кг\ч
Для
пропана: 22183.1 ![]() 0,048 = 1064,79 кг\ч
0,048 = 1064,79 кг\ч
Для
бутана: 22183.1 ![]() 0,131 = 2905,99 кг\ч
0,131 = 2905,99 кг\ч
Для
пентана: 22183,1 ![]() 0,032 = 709,86 кг\ч
0,032 = 709,86 кг\ч
Для
бензола: 22183.1 ![]() 0,001 = 22,18 кг\ч
0,001 = 22,18 кг\ч
Проверим полученные результаты, найдя сумму полученных производительностей по каждому компоненту:
![]() = 44,37 + 2085,21 + 2484,51 + 310,56 + 12555,64 + 1064,79 + 2905,99 +
709,86 + 22,18 = 22183,1кг/ч.
= 44,37 + 2085,21 + 2484,51 + 310,56 + 12555,64 + 1064,79 + 2905,99 +
709,86 + 22,18 = 22183,1кг/ч.
Полученный результат сходится с первоначальным, следовательно, производительность посчитана верно.
Далее нам необходимо рассчитать молярный расход каждого компонента. Для этого производительность каждого компонента нужно разделить на молярный вес этого компонента:
Водород:
Х = 44.37 / 2 = 22,185 кмоль/час
Далее все оставшиеся компоненты рассчитываются подобно, а результаты вносятся в таблицу 2.
Определяем мольную долю каждого компонента в смеси:
Водород:
22.185 ∙ 100 / 634,98 = 3,50 %
Далее все оставшиеся компоненты рассчитываются подобно, а результаты вносятся в таблицу 2.
Чтобы перевести температуры из К в °С нужно вычесть 273.15
Водород:
33,6 – 273,15 = -239,89°С
Далее все оставшиеся компоненты рассчитываются подробно, а результаты вносятся в таблицу 2.
Чтобы найти Х`(мольный вес) нужно:
Водород:
3,5/100 = 0,035
Далее все оставшиеся компоненты рассчитываются подробно, а результаты вносятся в таблицу 2.
Теперь находим Т крит по формуле: Х`i .Т крит
Водород:
0,035 ∙ (-239,89) = (-8,40) °С
Далее все оставшиеся компоненты рассчитываются подробно, а результаты вносятся в таблицу 2 и складываются.
|
№ П/П
|
НАИМЕ-НОВ- АНИЕ
|
%, вес |
х, вес |
М |
Кг/ч |
Кмоль/ч |
%, Мол. |
Крит. параметра |
Х` |
Х`i .Т крит. | |
|
t,0С |
Р, МПа | ||||||||||
|
1. |
Н2 |
0,2 |
0,002 |
2 |
44,37 |
22,185 |
3,50 |
-239,88 |
1,28 |
0,035 |
-8,40 |
|
2. |
СН4 |
9,4 |
0,094 |
16 |
2085,21 |
130,33 |
20,52 |
-82,09 |
4,58 |
0,2052 |
-19,85 |
|
3. |
С2 Н4 |
11,2 |
0,112 |
28 |
2484,51 |
88,73 |
13,97 |
9,91 |
5,05 |
0,1397 |
1,38 |
|
4. |
С2 Н6 |
1,4 |
0,014 |
30 |
310,56 |
10,352 |
1,65 |
32,31 |
4,82 |
0,0163 |
0,53 |
|
5. |
С3 Н6 |
56,6 |
0,566 |
42 |
12555,64 |
298,94 |
47,08 |
91,81 |
4,56 |
0,4708 |
24,22 |
|
6. |
С3 Н8 |
4,8 |
0,048 |
44 |
1064,79 |
24,20 |
3,86 |
96,81 |
4,20 |
0,0381 |
3,69 |
|
7. |
н-С4 Н10 |
13,1 |
0,131 |
58 |
2905,99 |
50,10 |
7,8 |
152,01 |
3,75 |
0,078 |
8,94 |
|
8. |
С5 (по н-пентану) |
3,2 |
0,032 |
72 |
709,86 |
9,86 |
1,58 |
196,61 |
3,33 |
0,0156 |
3,07 |
|
9 |
Бензол |
0,1 |
0,001 |
78 |
22,18 |
0,28 |
0,04 |
289,51 |
4,86 |
0,0004 |
0,12 |
|
Итого |
100 |
1 |
|
22180,1 |
634,98 |
100 |
|
|
1 |
13,7 | |
Так мы получим значение температуры:
Т крит. смеси = 13.7 0С
В связи с тем, что критическая температура меньше исходной температуры, следует, что смесь находится в газовом фазовом состоянии.
Подберем наиболее подходящий способ разделения углеводородной смеси.
Адсорбционно-ректификационный считается эффективным для разделения газов с содержанием углеводородов С3 – С5, но в нашем случае необходимо разделить большое число компонентов, в состав которых входит водород, метан, этан, этилен к каждому из которых нужен соответствующий адсорбер. Также невозможно обеспечить непрерывность этого процесса, это значительно усложняет технологический процесс из-за трудностей при транспортировании адсорбента, делает его нецелесообразным из-за больших капиталовложений.
В абсорбционно-ректификационном способе существует аналогичная проблема в подборе абсорбентов, но тут используется жидкий абсорбент, что делает процесс проще в техническом плане. Однако абсорбционно-ректификационный способ значительно проще, его также использовать нецелесообразно, из-за присутствия в нашей смеси водорода, и легких углеводородов, невозможно добиться такой степени чистоты компонентов, как конденсационно-ректификационным способом, т.к. эти компоненты лучше разделить конденсацией . А не столь низкая температура, может только благоприятно сказаться на экономически более целесообразном выборе конденсационно-ректификационного способа.
Рассчитаем для примера критическую температуру МВФ и этилена.
Таблица 3. Критические параметры для смеси МФВ и этилена.
|
№ п/п |
Наименование |
кмоль/ч |
x ‘ |
Критические параметры | |
|
t, ° С |
Р, МПа | ||||
|
1. |
Водород |
22,185 |
0,035 |
-239,89 |
1,28 |
|
2. |
Метан |
130,33 |
0,2052 |
-82,09 |
4,58 |
|
3. |
Этилен |
88,73 |
0,1397 |
9,91 |
5,05 |
|
|
|
1579,76 |
|
-86,19 |
|
Критическая температура МВФ =(-124,33° С), но максимально возможный холод - этиленовый, имеет температуру (-99° С), значит, нам нужно утяжелять фракцию, тем самым повышая температуру ее конденсации. Если вместе с МВФ мы выделим весь этилен, то критическая температура смеси будет (-84,19)° С, это означает, что мы сможем добиться режима полной конденсации, используя этиленовый холод
2. Разработка и обоснование номенклатуры готовой продукции.
Для начала определимся с понятием номенклатура.
Номенклатура- это систематизированная классификация, обозначение чего-либо в данной отрасли. При поступлении сырья на завод, многокомпонентные смеси подлежат обязательному разделению. Далее каждая отдельная фракция идет на конкретную установку, для получения нужного продукта.
При разделении углеводородного сырья заданного состава можно получить следующие фракции:
метана-водородную,
этан-этиленовую,
пропан-пропиленовую,
Фракция, содержащая углеводороды С4
Бензиновая Фракция (Н-пентан, бензол,).
Таблица 4 Номенклатура получаемых фракций
|
№ п/п |
Наименование |
Полученные данные | ||
|
Ткрит |
Ркрит |
Примеси,%масс | ||
|
1 |
МВФ + этилен |
-86,19 |
4,10 |
0,1 этана |
|
2 |
этан |
32,31 |
4,75 |
0,1 пропана |
|
3 |
ППФ |
92,2 |
4,30 |
0,1бутана |
|
4 |
Н-бутан |
153,12 |
3,85 |
0,1пентана |
|
5 |
Бензиновая фракция |
250,3 |
4,20 |
0,1 бутана |
Сформируем перечень будущих продуктов с краткой характеристикой каждого из них и запишем в таблицу 5.
МВФ необходимо отделить от этилена и этана, это можно осуществить методом абсорбции этилена и этана более тяжелыми углеводородами, и вернуть их в процесс в виде рецикла. А МВФ можно отправить потребителю в виде топлива.
Этан и этилен с рецикла отправляем на пиролиз, для получения этилена.
Нам необходимо отделить этан от оставшихся УВ, поэтому вторым продуктом будет этан, который можно отправить на пиролиз для получения этилена.
Разделение ППФ осуществляем на пропилен с минимальным содержанием пропана и пропан с минимальным содержанием изобутилена:
а) Пропиленовую фракцию, которая будет использован в качестве сырья для синтеза изопропилбензола, на основе которого получают фенол и ацетон.
б) Пропановую фракцию, которая далее отправляется на пиролиз, и в процессе которого будет переработана в пропилен.
Фракцию С4 в дальнейшем можно отправить на производство бутадиена.
Таблица 5. Номенклатура готовой продукции
|
№ п/п |
Наименование |
Параметры на выходе |
Направление использования | ||
|
температура, 0С |
давление, МПа |
примеси, % масс. | |||
|
1 |
Метановодородная фракция (МВФ) |
20 |
4 |
этилен, н.б. 0,1 |
Топливная сеть |
|
2 |
Этилен |
20 |
4 |
этан, н.б. 0,1 |
Полимеризация |
|
3 |
этан |
20 |
3,5 |
Пропилен, н.б. 0,1 |
Получение этилена |
|
4 |
пропилен |
25 |
4 |
Пропан, н.б. 0,1 |
полимеризация |
|
5 |
пропан |
25 |
4 |
Бутан, н.б. 0,1 |
Получение пропилена |
|
6 |
Н-бутан |
20 |
4 |
Пентан, н. б 0,1 |
Получение бутилена |
|
7 |
Бензиновая фракция |
40 |
4 |
Бутан, н.б. 0,1 |
Направляется на изомеризацию |
3. Разработка и обоснование структурной схемы процесса.
Целью данного раздела является структурная схема, для начала разберемся с этим понятием.
Структурная схема - это совокупность стадий будущего процесса и связь между ними.
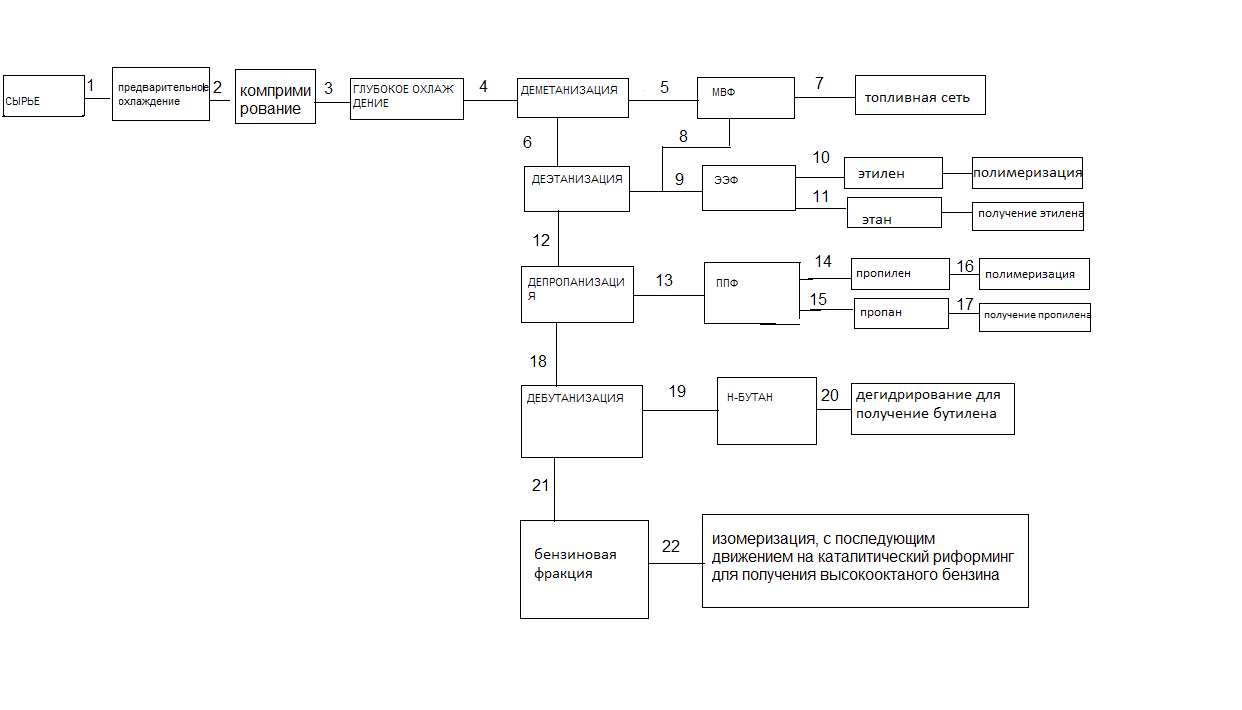
В первую очередь нам необходимо выделить самую легкую фракцию углеводородов - метановодородную фракцию, для этого мы будет использовать метод деметанизации.
Т.к. он осуществляется при повышенном давлении и пониженной температуре, то нам следует охладить нашу смесь. Так как данная смесь находится в газовом фазовом состоянии, то нам следует сжать ее, т.е. компримировать.
1.Предварительное охлаждение.
Стадия предварительного охлаждения необходима нам для того, чтобы увеличить коэффициент сжатия, т.е. в дальнейшем для получения нужного нам давления нам потребуется уже не три стадии компримирования, а две. Так же предварительное охлаждение поможет нам отделить на стадии сепарации больше тяжелых углеводородов.
2.Компримирование
На стадию подается материальный поток №2 – сырье с параметрами:
Состав - по заданию
Давление – 1,04 МПа
Температура, 0С – (-8)
Мы используем стадию компримирования, т.к. метод деметанизации осуществляется при повышенном давлении, а у нас исходное давление 1,04МПа - его не достаточно, критическое давление МВФ и этилена 3,7МПа, учитывая потери, следует первоначальную смесь компримировать до давления выше давления конденсации, т. к на каждом холодильнике идет потеря давления 0,3МПа, а в колонне 0,2МПа, мы будем сжимать исходную смесь до 4,1МПа.
Степень сжатия на практике колеблется от 2 до 8 раз, в зависимости от состава смеси, поэтому нам придется компримировать по ступеням. Распределим давление следующим образом:
Pнач=1,04МПа, 1ступень -3,1 МПа, 2 ступень- 4,1МПа.
Т.о., со стадии компримирования выйдет материальный поток:
Поток №3- газ, с давлением ,4,1МПа и с температурой 115 0С
3.Глубокое охлаждение.
Компримированный газ нельзя сразу направлять в колонну, т.к. температура питания колонны деметанизации должна соответствовать тарелке питания. Это будет средняя величина между температурой верха и куба деметанизатора.
Температура верха колонны будет немного выше температуры конденсации МВФ, примем ее равной (-880С). Температуру куда определим по правилу аддитивности. Получим, что температура кубового остатка равна 20,280С.
Следовательно, среднее арифметическое от температуры конденсации и температуры кубового остатка - это будет температура питания колоны, она равно (-33,860С).
Для глубокого охлаждения смеси углеводородов до температуры конденсации МВФ мы будем использовать этиленовый холод, с температурой (-980С).
После второй стадии мы получим один поток №4 – смесь углеводородов, с температурой (-940С) и давлением 4,07МПа.
4.Деметанизация
На стадию деметанизации поступает поток №4, направляется на разделение в ректификационную колонну. Здесь с верха колонны выходит МВФ и этилен, который после конденсации поступает в колонну адсорбции для дальнейшего разделения. Выделенную МВФ мы отправляем в топливную сеть. В процессе ректификации мы используем этиленовый холод и повышенное давление.
С куба колонны выходит поток №6, который направляется на стадию деэтанизации.
Поток №5 - сконденсированная МВФ и этилен, с температурой(-940С) и давлением 4,1МПа мы направляем на адсорбцию, где будет разделять МВФ и этилен, но это уже другое производство.
Поток №6 – углеводородная смесь, содержащая углеводороды С2 и выше, с температурой 20,28 0С и давлением 2,79МПа.
5.Деэтанизация.
Деэтанизация - стадия выделения из смеси углеводородов ЭЭФ путем ректификации. Для выделения этан в ректификационной колонне, в качестве хладагента мы используем пропиленовый холод(-180С).
Со стадии деэтанизации выходят два материальных потока:
Поток №9- сконденсированная ЭЭФ, с температурой (-80С) и давлением 1,7МПа направляем на покомпонентное разделение на этан и этилен.
Поток №12- углеводородная смесь, содержащая углеводороды С3 и выше, с температурой 18,580С и давлением 2,29МПа, отправляем на следующую стадию депропанизации.
6. Покомпонентное разделение ЭЭФ
Эта стадия необходима для разделения этан-этиленовой фракции на отдельные компоненты. В ректификационную колонну мы подаем поток №9(в него входит дистиллят колонны деэтанизации и этилен, оставшийся после десорбции, разделенные от МВФ). С верха колонны выходит этилен, после конденсации он направляется на склад, где в дальнейшем будет использоваться в качестве сырья для полимеризации. С низа колонны выходит этан, который мы направляем на производство для получения этилена.
7.Депропанизация.
Эта стадия выделения из смеси углеводородов пропан-пропиленовой фракции. Температура питания колонны ППФ 36,010С. Для выделения пропан-пропиленовой фракции в ректификационной колонне, в качестве хладагента мы используем оборотную воду, с температурой 250С.
Со стадии депропанизации выходят два материальных потока:
Поток №13- сконденсированная ППФ, с температурой 35 0С и давлением 1,7МПа. Поток №13 мы направляем на дальнейшее разделение ППФ на отдельные компоненты, а именно пропан и пропилен.
Поток №18- углеводородная смесь, содержащая углеводороды С4 и выше, с температурой 37,130С и давлением 2,29МПа. Данный поток отправляется на дальнейшее выделение н-бутана, т. е на стадию дебутанизаци.
8. Покомпонентное разделение ППФ.
Эта стадия необходима для разделения пропан-пропиленовой фракции на отдельные компоненты. В ректификационную колонну мы подаем поток №13. С верха колонны выходит пропилен, после конденсации он направляется на склад, где в дальнейшем будет использоваться в качестве сырья для полимеризации. С низа колонны выходит пропан, который мы направляем на производство для получения пропилена.
9.Дебутанизация.
Эта стадия необходима для выделения из смеси н-бутана. Поток №18 мы подаем в середину ректификационной колонны. Температура конденсации бутадиеновой фракции 350С, Для разделения бутадиеновой фракции в ректификационной колонне, в качестве хладагента мы используем оборотную воду, с температурой 250С. Со стадии дебутанизации выходят два материальных потока:
Поток №19- сконденсированная бутадиеновая фракция, с температурой 35 0С и давлением 1,2МПа, который мы направляем на дегидрирование, для получения бутилена.
Поток №21- бензиновая фракция, с температурой 10,720С и давлением 2,29МПа, которую мы направляем на изомеризацию, с последующим движением на каталитический риформинг для получения высокооктанового бензина.
Все параметры потоков будут уточняться при разработке технологической схемы процесса и расчета материального баланса
3. Структурная схема процесса.
4. Разработка и обоснование технологической схемы.
Технологическая схема- это совокупность типовых процессов, расположенных в последовательности, определяемой целью химико-технологического процесса (ХТП).
Первая стадия технологической схемы - предварительное охлаждение.
Эта стадия нужна для того, чтобы увеличить коэффициент сжатия, т.е. в дальнейшем для получения нужного нам давления нам потребуется уже не три стадии компримирования, а две. Так же предварительное охлаждение поможет нам отделить на стадии сепарации больше тяжелых углеводородов. Исходную смесь, с температурой 16°C мы подаем в теплообменник, где в качестве хладагента используем пропиленовый холод (-18°C)
2.Вторая стадия технологической схемы - это компримирование, так как исходная углеводородная смесь имеет низкое давление, а для выделения МВФ необходимо повысить давление до 4,1МПа и понизить температуру смеси с помощью охлаждения (МВФ наиболее лёгкая из всей смеси).
Поток углеводородной смеси 1 с начальными параметрами - температурой 16 °C и давлением 1,14МПа - подаётся на стадию компримирования - в сепаратор С1 для разделения, где с верха уходит газовый поток 3, который направляется в компрессор М1 для сжатия.
С низа сепаратора С1 выходит жидкий поток 2 с температурой 16 °C и давлением 1,14Мпа, который направляется для дальнейшего разделения на стадию депропанизации, в ректификационную колонну К5, так как в первую очередь выделяются более тяжёлые углеводороды и в состав жидкости входят углеводороды С4и выше. На первой ступени смесь сжимается до 2,5МПа и с температурой 115 °C поток 4 направляется в холодильник Т1 для охлаждения. После прохождения первого холодильника Т1 поток 5 охладится до температуры 35 °C, в связи с потерями при охлаждении 8 - 10 °C и будет иметь давление 2,47МПа, в связи с потерей давления при прохождении холодильника 0,03МПа. После прохождения второго холодильника Т2 поток 6 охладиться до температуры 16 °C и будет иметь давление 2,44МПа. Далее поток углеводородной смеси 6 поступает на вторую стадию компримирования - в сепаратор для разделения С2, где с верха уходит газовый поток 8, который направляется в компрессор М2 для сжатия. С низа сепаратора С2 выходит жидкий поток 7 с температурой 16 °C и давлением 2,44МПа, который направляется для дальнейшего разделения на стадию деэтанизации, в ректификационную колонну К3, так как в первую очередь выделяются более тяжёлые углеводороды и в состав жидкости входят углеводороды С2и выше. На второй ступени смесь сжимается до 4,1МПа и с температурой 115 °C направляется в холодильник Т3 для охлаждения (поток 9).
3.Третья стадия технологической схемы - глубокое охлаждение. Углеводородная смесь охлаждается до (-33 °C), так как МВФ имеет низкую критическую температуру. Материальный поток 9 после прохождения стадии компримирования с температурой 115 °C и давлением 4,1МПа подаётся на стадию глубокого охлаждения. В качестве хладагентов будут использованы жидкий пропилен с температурой (-18) °C, жидкий пропилен с температурой (-37) °C, жидкий этан с температурой (-56) °С. после прохождения холодильника смесь охладится до температуры (-33) °C и будет иметь давление 4,1МПа (поток 10).
4. Четвертая стадия технологической схемы - деметанизация - выделение из углеводородной смеси метано-водородной фракции и этилена.
Углеводородная смесь с температурой (-3) °C и давлением 4,1МПа подаётся в колонну К1. В колонне деметанизации К1 происходит выделение метано-водородной фракции и этилена, которые уходят с верха колонны, и направляется в холодильник для конденсации. Из холодильника с температурой (-89) °C и давлением 4,1МПа МВФ, где с низа выходит жидкая МВФ и направляется в ректификационную колонну К1 в качестве флегмы для орошения, а с верха выходит газообразная МВФ и этилен, которые мы отправляем на дальнейшее разделение на компоненты в адсорбционную колонну. С низа колонны часть жидкой углеводородной смеси направляется в теплообменник-подогреватель, где нагревается до 37 °C
5. Пятая стадия технологической схемы - деэтанизация - выделение из углеводородной смеси этан-этиленовой фракции.
Углеводородная смесь с температурой 37 °C и давлением 3,9МПа поступает в ректификационную колонну деэтанизации К3, где с верха газовая ЭЭФ направляется в холодильник (с параметром холода (-18) °C) для конденсации. Из холодильника ЭЭФ с температурой (-8) °C и давлением 3,87МПа поступает в ёмкость для сбора флегмы Е1, откуда посредством насоса Н3 часть жидкости возвращается в колонну для орошения, а остальная ЭЭФ поступает на дальнейшее разделение в ректификационную колонну К4. С верха ректификационной колонны К4 этилен направляется в холодильник (с параметром холода (-18) °C) для конденсации. Из холодильника этилен, с температурой (-10) °C и давлением 3,85МПа поступает в ёмкость для сбора флегмы Е2, откуда посредством насоса часть жидкости возвращается в колонну К4 для орошения, а остальной этилен поступает на производство полиэтилена. Этан с низа колонны направляется на производство этилена.
6. Шестая стадия технологической схемы - депропанизация - выделение из углеводородной смеси пропан-пропиленовой фракции.
Углеводородная смесь с температурой 65 °C и давлением 3,5МПа поступает в ректификационную колонну депропанизации К5, где с верха газовая ППФ направляется в холодильник (в качестве хладагента используется оборотная вода из системы с температурой 25 °C) для конденсации. Из холодильника ППФ с температурой 35 °C и давлением 3,47МПа поток поступает в ёмкость для сбора флегмы Е3, откуда посредством насоса Н5 часть жидкости возвращается в колонну К5 для орошения, а остальная ППФ поступает на дальнейшее разделение в ректификационную колонну К6. С верха ректификационной колонны К6 пропилен направляется в холодильник (с параметром холода 25 °C) для конденсации. Из холодильника пропилен с температурой 30 °C и давлением 3,47МПа поступает в ёмкость для сбора флегмы Е4, откуда посредством насоса Н6 часть жидкости возвращается в колонну К6 для орошения.
7. Седьмая стадия технологической схемы - дебутанизация - выделение из углеводородной смеси бутановой фракции.
Углеводородная смесь с температурой 170 °C и давлением 3,2МПа поступает в ректификационную колонну дебутанизации К7, где с верха н-бутан направляется в холодильник (в качестве хладагента используется оборотная вода из системы с температурой 25 °C) для конденсации. Из холодильника н-бутан с температурой 35 °C и давлением 3,17Мпа поступает в ёмкость для сбора флегмы Е5, откуда посредством насоса Н7 часть жидкости возвращается в колонну для орошения, а остальной н-бутан поступает на изомеризацию. Бензиновая фракция с низа колонны К7 направляется на каталитический риформинг.
При дальнейшем расчете материального баланса, возможны изменения в технологической схеме процесса, описание которых мы опустим