

Методичка по строй мату 1
.pdfнеобходима хорошая вентиляция, а также обеспечение рабочих защитными очками, спецодеждой.
Полимерцементные бетоны и растворы содержат от 0,2 до 5...12% добавки синтетической смолы или каучука, их вводят в виде эмульсий или суспензий, что обеспечивает более рав номерное распределение полимера в объеме материала. Обычно применяют водные дисперсии поливинилацетата, полистирола, поливинилхлорида, латексы, а также кремнийорганические соединения. В результате уменьшаются водопоглощение и водо проницаемость, увеличивается в 2...3 раза прочность бетона при растяжении и изгибе.
Полимерцементные материалы применяют в виде красок, клеев, обмазок (например, для защиты арматуры); полимерцементные растворы и бетоны используют для устройства полов, а также в виде защитных слоев резервуаров, труб и других сооружений.
§ 15.7. Конструкционные материалы
Характерными отличиями полимерных строительных материалов от обычно применяемых в строительстве являются их малая плотность, высокая прочность, хорошие тепло-, звуко- и гидроизоляционные свойства, а также стойкость против химических веществ.
В качестве конструкционных полимерных материалов используют главным образом армированные пластмассы.
Для строительных конструкций применяют следующие виды материалов и изделий, изготовленных на основе полимеров: стеклопластики, органическое стекло, винипласт листовой, сотопласты и жесткие пенопласты.
Стеклопластики — это пластмассы, состоящие из полимера и наполнителя или армирующего материала в виде стеклянного волокна. В зависимости от вида стекловолокнистого наполните ля стеклопластики для строительных конструкций делят на три группы: I группа — стекловолокно непрерывное прямолинейное, расположенное слоями по толщине материала, связующее — модифицированные фенолоформальдегидные, эпоксидно-феноло вые и другие полимеры; II группа — стекловолокно рубленое в виде матов или нанесенное напылением, связующее — поли эфирные и другие полимеры; III группа — стекловолокно в виде холстов, связующее фенолоформальдегидные полимеры.
В строительных конструкциях применяют также стеклотекстолиты, в которых в качестве армирующего наполнителя используют ткань из бесщелочного стеклянного волокна, а в качестве связующего — модифицированные фенолоформальдегидные или полиэфирные полимеры.
Стекловолокнистые анизотропные материалы (СВАМ) пред-
ставляют собой один из видов стеклопластиков, которые получают путем укладки вытянутых стеклянных волокон параллель-
— 481 —
но друг другу с одновременным нанесением на них связующего. Процесс получения готового к формованию материала при способе укладки вытянутых стеклянных волокон сводится к получению стеклошпона. Процесс изготовления стеклошпона идет по следующей схеме. Расплавленное стекло в виде элементарных волокон вытекает из фильер, смачивается жидким связующим из пульверизатора и наматывается параллельными витками на барабан. По окончании процесса намотки полученный лист стеклошпона разрезают вдоль образующей барабана, снимают с него и просушивают. Можно получать и перекрестный стеклошпон, наматывая один или несколько слоев параллельных волокон перпендикулярно предыдущему слою. Листы стеклошпона дополнительно смачивают связующим, просушивают, а затем складывают в пакеты, после чего подвергают горячему прессованию на многоэтажных прессах.
Листы СВАМ обычно имеют длину до 1 м, ширину до 500 мм и толщину 1...30 мм. Механические свойства СВАМ зависят от вида связующего, толщины стекловолокна, соотношения полимера и наполнителя, расположения волокон стеклошпона и способа укладки стеклошпона в пакеты. Физико-ме- ханические свойства СВАМ, имеющего 35% связующего с перекрестным расположением волокон в шпоне, характеризуются следующими данными: плотностью — 1900...2000 кг/м3, пределом прочности при сжатии — 400 МПа, при изгибе — до 700 МПа. Изделия из СВАМа не должны иметь трещин, вздутий и посторонних включений. Стеклопластики I группы применяют для несущих элементов трехслойных плит покрытий и пространственных ограждающих конструкций, а также в качестве арматуры для бетонных конструкций.
Стеклопластики на основе рубленого стекловолокна полу-
чают методом напыления или прессования стекломатов. При напылении нарезанные стеклянные нити длиной 25...50 мм смешивают с полимерным связующим и с помощью пистолетараспылителя тонким слоем наносят на поверхность формы.
Изготовление стеклопластиков путем прессования стекломатов осуществляется следующим образом. Исходное сырье в виде стеклянных шариков загружают в стеклоплавильную печь; расплавляясь, оно выходит через фильтры. Тонкие нити расплава распыляются струей горячего воздуха или пара, обрызгиваются из распылителя связующим и осаждаются на движущуюся транспортерную ленту. В местах контакта волокна склеиваются между собой, образуя стеклянный мат толщиной 0,5...2 мм. Стекломат разрезают на полотнища, смачивают полимером и складывают в пакеты, которые подвергают прессованию.
Стеклопластики на основе рубленого стекловолокна производят и непрерывным методом. В этом случае технология изготовления состоит из следующих операций: рубки стекловолокна, распределения стекловолокна на ленте конвейера, пропитки полимером, теплообработки и разрезки на листы определенного
— 482 —
размера. Стеклопластики на основе рубленого стекловолокна изготовляют в виде плоских и волнистых листов длиной до 6 м, шириной до 1500 мм, толщиной 1...3 мм, плотностью 1400 кг/м3, пределом прочности при растяжении не менее 60 МПа, при сжатии не менее 90 МПа и светопрозрачностью до
85%.
Стеклопластики применяют для устройства светопрозрачных ограждений и перегородок, световых холодных и полутеплых проемов стен и фонарей верхнего света, а также в качестве наружных слоев панелей цехов с химической агрессией (для светопрозрачного материала).
Органическое стекло (полиметилметакрилат) представляет собой высокопрозрачный, светоустойчивый, относительно легкий материал. С течением времени органическое стекло не мутнеет, не желтеет, не становится хрупким, хорошо противостоит атмо сферным влияниям. Органическое стекло эластично и сохраняет это свойство даже при пониженных температурах, когда его прочность на изгиб и растяжение возрастает, не увеличивая хрупкости; оно превосходит по прочности на изгиб силикатное стекло в 7 раз. Органическое стекло термопластично, его свойства очень меняются с колебаниями температуры. При нагре ве до 60°С оно деформируется даже при малых нагрузках, а при 120°С приобретает эластичность мягкой резины, при 160°С становится текучим, при температуре выше 300°С оно горит. Органическое стекло выпускают в виде листов длиной 100...
1350 мм, шириной 100... 1250 мм и толщиной 2...2,3 мм. Поделоч ное стекло выпускают цветным, матовым и бесцветным плот ностью 1200 кг/м3. Стекло органическое применяют для уст ройства светопрозрачных ограждений и перегородок, световых одинарных и двойных вертикальных проемов и куполов верхнего света общественных и промышленных зданий, ограждений теплиц.
Сотопласты характеризуются регулярно повторяющимися полостями, имеющими правильную геометрическую форму. По лости образуются при формовании или литье исходного пла стического материала без его вспенивания. Изготовляют их горя чим формованием пропитанных термореактивными полимерами листов бумаги, ткани, шпона и т. д. При этом на материале в прессе выштамповываются гофры. Гофрированные листы покры вают полимером и укладывают в пакеты, а затем склеивают в блоки при нормальной или повышенной температуре и давле нии 0,25...0,5 МПа. Сущность новой технологии заключается в получении сотопластов путем приготовления блока из бумаги с одновременным нанесением клея на те участки бумаги, кото рые склеиваются для образования сот.
Блоки изготовляют на станке, оборудованном вращающейся металлической пластиной и роликом для нанесения клея. Бумагу перематывают из рулона, проходя через систему роликов, которые наносят на полосы клей. Размер сот зависит от рас-
— 483 —
стояния между соседними роликами; после каждого оборота система роликов смещается на полшага сот. В местах, где нанесены полосы клея, бумага склеивается и получается блок. Снятый с пластины блок разрезают на полосы, растягивают и пропитывают полимером. После пропитки и сушки бумажные сотоблоки становятся полупрозрачными и жесткими с плотностью 15...60 кг/м3.
Сотопласты изготовляют тканевые, крафт-бумажные и из изо- ляционно-пропиточной бумаги длиной 1...1,5 м, шириной 550...
650 мм и толщиной З00...350 мм, плотностью 30... 140 кг/м3, прочностью при сжатии 0,3...4 МПа.
Сотопласты применяют в основном как заполнитель трехслойных панелей. Теплоизоляционные свойства сотопластов повышаются в результате заполнения сот крошкой теплоизоляционного материала, например мипоры.
Жестким пенопластом считают материал с системой изолиро-
ванных, не сообщающихся между собой ячеек, заполненных газом или смесью газов. В СССР находят применение пено-пласты, получаемые на основе термопластичных и термореактивных полимеров, жесткой и эластичной, пенистой и пористой структуры. Отечественная промышленность производит различные виды жестких пенопластов: пенополистирольные, поливи-нилхлоридные и пенополиуретановые.
Пенополистирол как тепло- и звукоизоляционный материал применяют для устройства трехслойных панелей для стен и плит покрытий жилых, общественных и промышленных зданий. Трехслойные панели изготовляют клееными, в качестве наружных слоев используют стеклопластики, асбестоцемент, алюминий и другие материалы, а для приклеивания — фенолоформальдегидные, карбамидные, эпоксидные и другие клеи. Пенополистирол можно получить несколькими способами: прессовым, беспрессовым (из гранул), автоклавным и т. д. В СССР нашли распространение первые два способа.
Прессовым методом пенополистирол марки ПС-1 изготовляют на основе эмульсионного полистирола марок Б или В; в качестве порообразователя применяют порофор ЧХЗ-57, причем на 100 ч. полистирола берут 2...5 ч. (по массе) порофора. Производство пенопласта прессовым методом начинают, смешивая полимер с газообразователем в шаровой мельнице, снабженной рубашкой охлаждения, в течение 12...24 ч до получения однородной смеси. Приготовленную композицию прессуют на гидравлических прессах в закрытых пресс-формах при температуре 120...180°С и давлении 12...20 МПа. При этом частицы полимера сплавляются в монолитную массу, а газообразователь разлагается. Выделяющиеся газы частично растворяются в полимере, образуя насыщенный раствор, а избыток газа распределяется равномерно в нем в виде мельчайших ячеек. После выдержки заготовка охлаждается и извлекается из пресс-формы. Спрессованные заготовки вспениваются при температуре 100...105°С в среде насы-
— 484 —

щенного водяного пара. Пенопласт выпускают в виде прямоугольных плит длиной 1,0...1,2 м, шириной 500 мм и толщиной 5,0...8,0 мм. Пенопласт можно получить с различной плотностью (60...220 кг/м3) в зависимости от количества вводимого в смесь газообразователя.
Беспрессовый метод получения пенополистирола заключается в вспенивании не отдельного блока (заготовки), а небольших гранул с последующим их спеканием (склеиванием). Технологический процесс производства пенополистирола (рис. 15.7) осуществляется в следующем порядке. Пенистый полистирол, полученный полимеризацией стирола суспензионным способом в присутствии инициатора и легколетучего порообразователя (изопентана), подвергают предварительному вспениванию путем нагрева гранул до 100°С в кипящей воде, паром или смесью пара с воздухом. Следующим процессом является подсушивание вспененных гранул на открытом воздухе и выдерживание их в течение 24 ч. Окончательное вспенивание производят несколькими способами: в формах при действии пара; в автоклавах при давлении 0,12...0,15 МПа в течение 10... 15 мин; в формах, которые проходят через посты загрузки, прогрева, остывания и извлечения изделий; между движущимися непрерывными лентами, образующими прямоугольный канал для вспенивания; методом совмещенного формования в массивной форме, в которую по-дают острый пар, и т. д. Пенополистирол изготовляют в виде прямоугольных плит размером 1000×700×100 мм, плотностью
30...200 кг/м3, теплопроводностью 0,031...0,054 Вт/(м·°С), водо-
поглощением не более 3% по объему, пределом прочности при 10%-ном линейном сжатии 0,13...0,7 МПа.
Жесткий пенополивинилхлорид используют главным образом в качестве тепло- и звукоизоляционного материала для среднего
— 485 —•
слоя трехслойных панелей стен и плит покрытий жилых, общественных и промышленных зданий. Жесткий пенопласт ПХВ-1
изготовляют прессовым методом на основе поливинилхлоридного полимера марки М, смеси газообразователей порофора ЧХЗ-57, углекислого аммония и бикарбоната натрия. Состав пенопласта ПХВ-1 следующий (ч. по массе): поливинилхлорид — 100, метилметакрилат — 25, порофор ЧХЗ-57 — 0,3...0,8, углекислый аммоний — 10... 16 и бикарбонат натрия — 8. Метилметакрилат вводят в первой стадии прессования для повышения текучести. К концу прессования он в основной массе полимеризуется и его пластифицирующее действие прекращается. В процессе вспенивания заготовки низкомолекулярный полиметакрилат и небольшое количество мономера способствует получению пенопласта с малой плотностью.
Технология получения пенопласта ПХВ-1 аналогична технологии получения пенополистирола, изготовленного прессовым методом. Технологические параметры следующие: смешивание — 18...20 ч; прессование при температуре 160...170°С и удельном давлении 15... 18 МПа. При получении пенопласта плотностью менее 70 кг/м3 применяют вспенивание, которое производят в паровой камере в формах, имеющих конфигурацию и размеры изделия. Для охлаждения используют воду. Пенополивинилхлорид выпускают в виде прямоугольных плит длиной и шириной не менее 500 мм и толщиной 45...70 мм, плотностью 60...200 кг/м3, пределом прочности при сжатии 0,2... 1,0 МПа и очень малым водопоглощением, температуропроводностью0,035...0,052 Вт/ (м· °С).
Пенополиуретан получают в результате сложных реакций, протекающих при смешивании исходных материалов (полиэфира, диизоцианата и воды) в присутствии катализаторов и эмульга торов. Жесткие пенополиуретаны изготовляют по непрерывному или периодическому беспрессовому методу.
Технологический процесс производства пенополиуретана периодическим методом состоит в следующем. Приготовляют две смеси при температуре 50...80°С: одну — из изоцианата и замещенного изоцианата; другую — из полиэфира, эмульгатора, катализатора и воды. Смеси затем выдерживают при температуре 28...35°С. К полиэфирам с добавками приливают изоцианаты и смесь перемешивают в смесителе в течение 0,5...2,5 мин. В результате реакции увеличивают температуру смеси на 7...10°С и объем смеси начинает возрастать. Приготовленную смесь заливают в формы, где она окончательно вспенивается. Далее смесь прогревают от 80...150°С в течение 4...6 ч, и полимер полностью отверждается.
Пенополиуретан выпускают в виде прямоугольных плит длиной и шириной не менее 450...550 мм и толщиной до 69 мм, плотностью 30...200 кг/м3, прочностью при сжатии до 3,5 МПа, тепло-
проводностью 0,032...0,058 Вт/( м·°С).
Пенополиуретан применяют для среднего слоя трехслойных ограждающих конструкций (панелей стен и плит покрытий),
— 486 —
в виде скорлуп для изоляции трубопроводов, холодного и горячего водоснабжения. Предельная температура применения 150...160°С.
§ 15.8. Погонажные изделия на основе полимеров
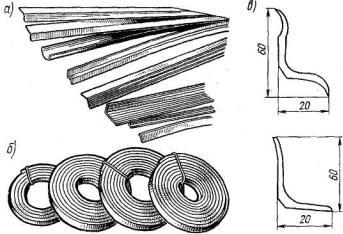
Погонажные изделия (плинтусы, поручни, накладки на проступи, раскладки, наличники, нательники, штанги и конструктивные погонажные материалы — уголки, тавры, трубы) представляют собой длинномерные элементы разнообразных профилей, цвета и назначения, выпускающиеся в полной заводской готовности и не требующие никакой дополнительной отделки или покраски.
Изделие в разрезе (рис. 15.8) должно иметь однородное строение
ицвет. Погонажные изделия изготовляют на основе поливинихлорида, пластификатора, наполнителя и красителя методом экструзии, т. е. непрерывного выдавливания пластической массы из экструдера.
Поставляют плинтусы длиной 1,2 и 2,4 м; поручни — 12 м; накладки на проступи в бухтах— 12 м, а полосовые, уголковые
ипокрывающие одновременно проступь и угол в виде прямоугольных изделий длиной 1,0... 1,7 м; раскладки — 1,2 и 3 м.
Физико-механические свойства строительных погонажных изделий характеризуются следующими показателями: водопоглощением — до 0,5%, твердостью по шариковому твердомеру ПШР-2 — не более 0,3...0,5 мм; упругостью — не менее 60%; усадкой по длине — не более 0,5%. Кроме того, защитные накладки на проступи должны хорошо сопротивляться истираемо-
сти — при испытании на приборе МИ-2 истираемость не должна быть более 0,03 г/см2. Ко всем этим изделиям предъявляют об-
Рис. 15.8. Виды погонажных изделий: а
—защитные уголки; б — поручни; в — плинтусы
—487 —
щие требования: поверхность должна быть равномерно глянцевая или матовая без царапин, раковин, трещин и расслоений; они не должны изменять цвет под влиянием воздуха, света и воды, иметь однородное строение и единый профиль и цвет.
Погонажные изделия крепят мастиками, клеями или шурупами. Поручни в разогретом виде надевают на металлические полосы ограждения лестничного марша.
§ 15.9. Трубы и санитарно-технические изделия
Трубы из пластмасс в последние годы начали широко применяться на монтаже различных трубопроводов в промышленности, а также при сооружении водопроводов, канализации, нефтепроводов, ирригационных систем и т. д
Наибольшее распространение получают у нас полиэтиленовые, поливинилхлоридные, стеклопластиковые трубы и трубы из органического стекла; меньшее — трубы из полипропилена и фенолита. Полипропиленовые трубы хорошо работают при температурах до 100°С, а феноли-товые, устойчивые в эксплуатации,— в условиях химической агрессии. Пластмассовые трубы более долговечны, чем металлические, не подвержены электрохимической коррозии, имеют меньшую массу и теплопроводность, высокую водо- и химическую стойкость. Стоимость устройства трубопровода из пластмассовых труб и его эксплуатация дешевле металлических.
Отрицательным свойством пластмассовых труб является их малая теплостойкость; например, поливинилхлоридные трубы непригодны для транспортирования жидкости с температурой вы-
ше 60° С.
Полиэтиленовые трубы изготовляют из полиэтилена высокого давления методом экструзии. Полиэтилен обладает высокими диэлектрическими свойствами, устойчивостью против действия воды, растворов солей, кислот и щелочей, различных масел, незначительным водопоглощением (до 0,1% после 24 ч выдержки); слабо воспламеняется и медленно горит. Полиэтиленовые трубы морозостойки, что позволяет эксплуатировать их в интервале температур от +60 до —80°С; пластичны, поэтому их можно наматывать на барабаны и транспортировать; легко поддаются механической обработке. Клеить их нельзя; к поверхности полиэтилена клей не пристает. Обычно их сваривают горячим воздухом. Для монтажа труб применяют фитинги из легких металлов и винипласта.
Поливинилхлоридные трубы изготовляют из стабилизированного поливинилхлорида — винипласта — и стабилизатора методом непрерывной экструзии или же путем компрессионной сварки листовой заготовки. Отечественная промышленность производит винипласт двух марок: стабилизированный меламином (марка А) и свинцовый глет (марка Б). Для производства труб применяют винилпласт, стабилизированный меламином, который имеет состав (ч. по массе): поливинилхлорид— 100, меламин—
— 488 —
2, трансформаторное масло — 2 и стеарин — 1. Винипласт представляет собой негорючую, непрозрачную массу без запаха, цвета от светлодо темно-коричневого, плотностью 1400 кг/м3, водопоглощением 0,4%, пределом прочности при сжатии 80 МПа, растяжении 50 МПа и изгибе 120 МПа, удлинением при разрыве 20... 15%, теплостойкостью по Мартенсу 65°С. Винипласт стоек против химической агрессии, обладает высокими антикоррозионными и диэлектрическими свойствами. Не разрешается применять винипласт в среде, содержащей ароматические углеводороды и концентрированные кислоты. В винипластовых трубах можно транспортировать жидкости с температурой до 40°С под давлением, а 50...60°С — самотеком. Теплопроводность винипластовых труб в 400 раз меньше стальных. Трубы из винипласта прочно склеиваются различными клеями, свариваются или соединяются с помощью фланцев и накидных гаек. Винипластовые трубы выпускают длиной 1,5...3 м. Применяют винипластовые трубы для устройства водопроводных, канализационных и вентиляционных сетей, а также для транспортирования агрессивных жидкостей и газов. Винипластовые трубы хранят в сухих закрытых помещениях при температуре 10...20°С.
Стеклопластиковые трубы изготовляют на основе полиэфирных полимеров, армированных стекловолокном. Этот материал обладает исключительными механическими и антикоррозионными свойствами и наибольшей прочностью по сравнению с другими пластмассовыми трубами. Он противостоит действию многих кислот, ароматических и алифатических углеводородов и т. п. Производство стеклопластиковых труб может осуществляться различными методами: намоткой на оправку, методом центробежной отливки и непрерывным протягиванием стекловолокна. Наиболее прогрессивным является метод непрерывного протягивания стекловолокна в виде жгутов, покрытых связующим, сквозь формующее устройство. Жгуты стекловолокна, сматываясь с бобин, подсушивают и направляют в ванну для покрытия связующим, а оттуда на распределительное устройство. В формующей камере происходит предварительная полимеризация полимера до желеобразного состояния, с тем чтобы при последующем движении трубы сохранилась ее форма. Далее труба поступает в камеру дополнительной полимеризации, где происходит дальнейшее ее отверждение. Готовую трубу нарезают на куски нужной длины, сортируют и отправляют на склад.
Фитингами называют различные соединительные детали, применяемые при монтаже трубопроводов. Это муфты, угольники, тройники, крестовины, заглушки, футорки, колпачки, сгоны и др. Пластмассовые фитинги и другую арматуру, необходимую для монтажа трубопроводов, изготовляют методом литья под давлением. Применять тот или иной метод соединения пластмассовых трубопроводов нужно с учетом всех свойств полимерного материала, из которого изготовлены трубы. Метод склеивания можно использовать при винипластовом трубопроводе, но нельзя реко-
— 489 —

Рис. 15.9. Различные изделия из пластмасс:
а — трубы; б — санитарно-техническая арматура; в — крышка унитаза; г — дверные приборы; д — электровыключатель; е — мойка
мендовать нарезку труб, так как резьбу нужно получать при изготовлении трубы путем вдавливания — она прочнее нарезной. Соединять пластмассовые трубы следует прутковой сваркой и компрессионной, которая является более прочной.
Санитарно-технические изделия (рис. 15.9) из пластмасс име ют красивый цвет, водостойки, легки, прочны и коррозиестойки, устойчивы против растворов кислот и щелочей. К таким издели ям относятся умывальники, ванны, раковины, душевые кабины, вентиляционные решетки, мойки и т. д. Методы изготовления этих изделий различны и зависят от вида используемого полиме ра и размеров изделия. Крупногабаритные изделия (например, ванны) прессуют методом эластичного пуансона из термореак тивных полимеров с наполнителями из слоистых и волокнистых материалов. Мелкие изделия (например, вентиляционные решет ки) изготовляют из полистирола и полиметилметакрилата мето дом литья под давлением. Применение мочевиноформальдегидных полимеров позволяет получать изделия любых светлых тонов до белоснежного цвета.
§ 15.10. Клеи и мастики
Клеи и мастики на основе полимеров применяют для склеива ния литых, слоистых и волокнистых материалов, а также эле ментов изделий и конструкций из различных строительных ма териалов (древесины, металлов, бетонов и др.). Особенно велико
— 490 —