

3.3 Режущие и вспомогательные инструменты для многооперационных станков
На МС используют те же режущие инструменты, что на сверлильных, фрезерных и расточных станках с ЧПУ. Оправки (рис. 114) для крепления режущих инструментов имеют поверхности:
2 -для базирования в шпинделе станка,
4 -для установки и закрепления режущих и вспомогательных инструментов,
3 -контактирующие с захватами автоматической руки,
1 -для силового зажима в шпинделе станка и в некоторых случаях для установки элементов, кодирующих номер инструмента (см. рис. 113). В отечественных МС применяют базирование оправок по конической поверхности отверстия шпинделя с конусностью 7 : 24.
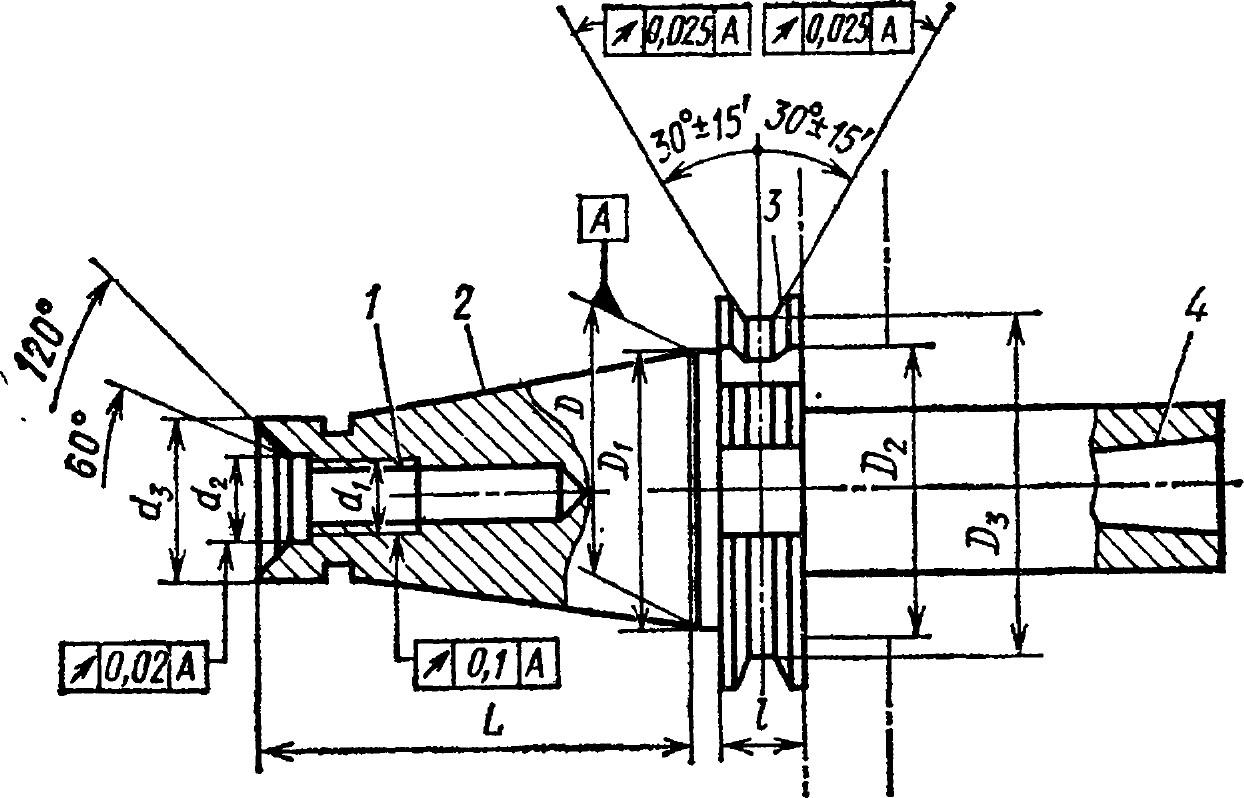

Рис. 114 Хвостовики оправок для многооперационных станков
В настоящее время конструкция хвостовиков вспомогательных инструментов для многооперационных станков с ЧПУ регламентирована. По этому стандарту разрешено применять оправки с двумя номерами конусов 40 и 50. Для сопряжения с автоматической рукой разрешено использовать только конические поверхности 3 с углом конуса 60°, выполненные в виде кольцевой выточки на фланце оправки. На фланце прорезаны два паза для сопряжения с торцовыми шпонками шпинделя.
Основные размеры хвостовиков оправок приведены в табл. 51.
Размер
![]() определяет свободное пространство для
захвата автоматической рукой. Протяженность
свободного пространства, очерченного
на рисунке штрихпунктирными линиями,
от торца фланца не менее 10 мм для
хвостовика № 40 и не менее 16 мм для
хвостовика № 50. Это пространство нельзя
занимать элементами оправок и режущих
инструментов. Коническая поверхность
с конусностью 7 : 24 и кольцевая канавка
под захват автоматической рукой должны
иметь твердостьHRC52-56.
Канавки для кодирования оправки разрешено
выполнять на поверхности диаметром
определяет свободное пространство для
захвата автоматической рукой. Протяженность
свободного пространства, очерченного
на рисунке штрихпунктирными линиями,
от торца фланца не менее 10 мм для
хвостовика № 40 и не менее 16 мм для
хвостовика № 50. Это пространство нельзя
занимать элементами оправок и режущих
инструментов. Коническая поверхность
с конусностью 7 : 24 и кольцевая канавка
под захват автоматической рукой должны
иметь твердостьHRC52-56.
Канавки для кодирования оправки разрешено
выполнять на поверхности диаметром![]() и на штырях под захват механизмом осевого
закрепления.
и на штырях под захват механизмом осевого
закрепления.
51. Хвостовики оправок для многооперационных станков с чпу (см. Рис. 114)
|
Номер конуса |
D |
|
|
|
|
|
|
L |
l |
B |
t не более |
|
40 50 |
44,45 69,85 |
44,5 69,9 |
58 94 |
63 100 |
М16 М24 |
17 25 |
25,3 39,6 |
93,4 126,8 |
10 12 |
16,1 25,7 |
22,5 35,3 |
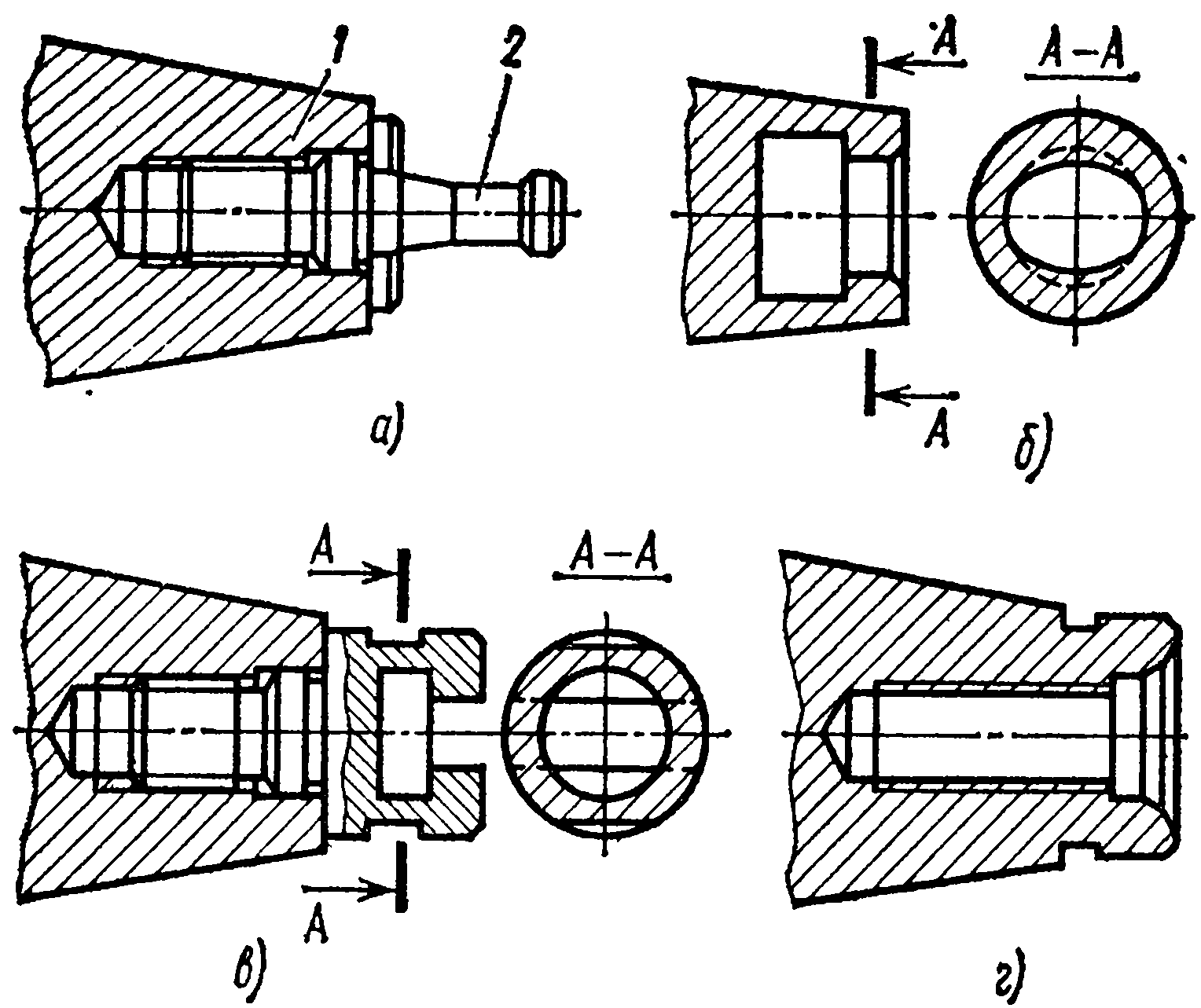
Рис. 115. Захватные устройства инструментальных оправок
Оправки в шпинделе закрепляют штоком, проходящим через шпиндель станка. Шток имеет на конце захватное устройство. Инструментальные оправки имеют соответствующие этому устройству наружные, внутренние или резьбовые поверхности захвата (рис. 115). При наружных поверхностях (рис. 115, а) задний конец инструментальной оправки 1 ввертывают штырь 2 с заплечиками, за которые он тянет шток зажимного механизма станка. В некоторых станках можно встретить захват непосредственно по внутренней поверхности оправки, при котором со стороны заднего торца оправки расточена выточка с овальным входом (рис. 115, б). В других станках прямоугольный вход и выточка приданы штырям (рис. 115, в). Соответствующую некруглую форму имеет конец штока зажимного механизма станка. Шток, перемещаясь вперед, входит в выточку, поворачивается в ней на 90° и, перемещаясь назад, захватывает и закрепляет оправку.
При резьбовых поверхностях захвата (рис. 115, г) шток, вращаясь, ввинчивается непосредственно в оправку и затягивает ее в шпиндель станка.
На рис. 116 представлена система вспомогательных инструментов к многооперационным станкам. Ограниченная номенклатура вспомогательных инструментов позволяет закреплять разнообразные режущие инструменты и переходные оправки, втулки, патроны и др. Система инструментов может быть распространена также на станки расточной и фрезерной групп.
Широко применяют на МС при обработке отверстий кольцевые (корончатые) сверла для первых черновых проходов и расточные головки с микрометрической настройкой резцов для окончательных чистовых проходов.
Для крепления концевых фрез с коническими хвостовиками наряду с оправками, показанными на рис. 116, можно применить патрон, позволяющий заменять фрезы без разборки вспомогательной оснастки (рис. 117). Для закрепления фрезу можно навинтить на резьбу шпильки 2 до касания с конусом втулки 7, а затем гайкой 6 подать втулку 7 вправо, создав тем самым натяг по коническим поверхностям фрезы и втулки 7. Для удаления фрезы из патрона необходимо с помощью гайки 6 подать втулку 7 назад, а затем вывинтить фрезу из патрона.
Метчики закрепляют в специальных патронах (рис. 118), имеющих осевую компенсацию и фрикционный механизм перегрузки, срабатывающий при упоре метчика в дно отверстия или при его заклинивании. Осевая компенсация проявляется в смещении метчика вдоль оси при реверсировании вращения шпинделя для вывинчивания метчика из металла и при попадании вторым метчиком в нитку, нарезанную первым метчиком. Это осуществляется за счет того, что оправка 4, несущая на переднем конце кулачковый патрон для крепления метчика, каждый раз возвращается в свое среднее вдоль оси положение под воздействием пружин 3 и 6. Фрикционную муфту 5 необходимо регулировать гайкой 7 на требуемый крутящий момент резания, руководствуясь разметкой на гайке. Кулачки 1 зажимают метчик при навинчивании гайки 2.
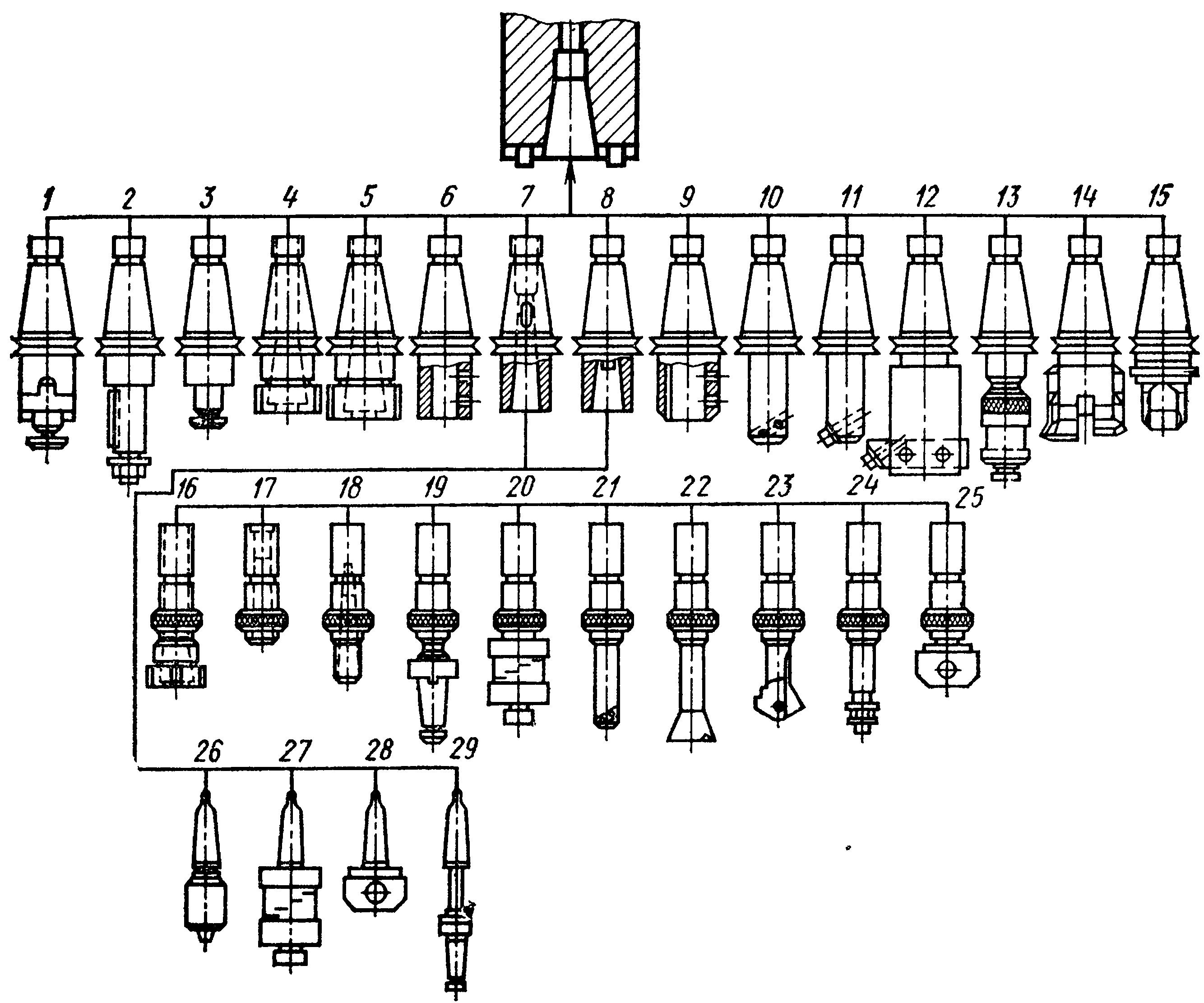
Рис. 116. Вспомогательный инструмент к многооперационным станкам:
1, 2, 3 -оправки для торцовых и других насадных фрез;
4, 5 - оправки с цанговым зажимом соответственно диаметром 5-20 мм и 20-40 мм;
6 - оправка для концевых фрез;
7 - втулка для инструмента с конусом Морзе с Лапкой;
8 – втулка для инструмента с конусом Морзе с резьбовым отверстием;
9 -державка переходная;
10, 11 - расточные оправки;
12 -сборная расточная оправка;
13 -оправка для подрезных пластин;
14 - расточная двузубая головка;
15 - расточная универсальная головка;
16 - патрон цанговый диаметром 5-25 мм;
17, 18 -втулки с внутренним конусом Морзе;
19 - оправка для зенкеров и разверток;
20 - патрон резьбонарезной;
21 - оправка расточная;
22 - оправка расточная двузубая;
23 -оправка для пластин перовых сверл;
24 - оправка для дисковых фрез;
25 - регулируемый патрон для пластин перовых сверл;
26 - сверлильный патрон;
27 - резьбонарезной патрон;
28 - расточной патрон;
29 - оправка для зенкеров и разверток

Рис. 117. Патрон для крепления фрез:
3 - корпус; 2 - шпилька; 8 - шпонка; 4 - винт; 5 - шарики (30 шт.); 6 - накладная гайка; 7 -втулка
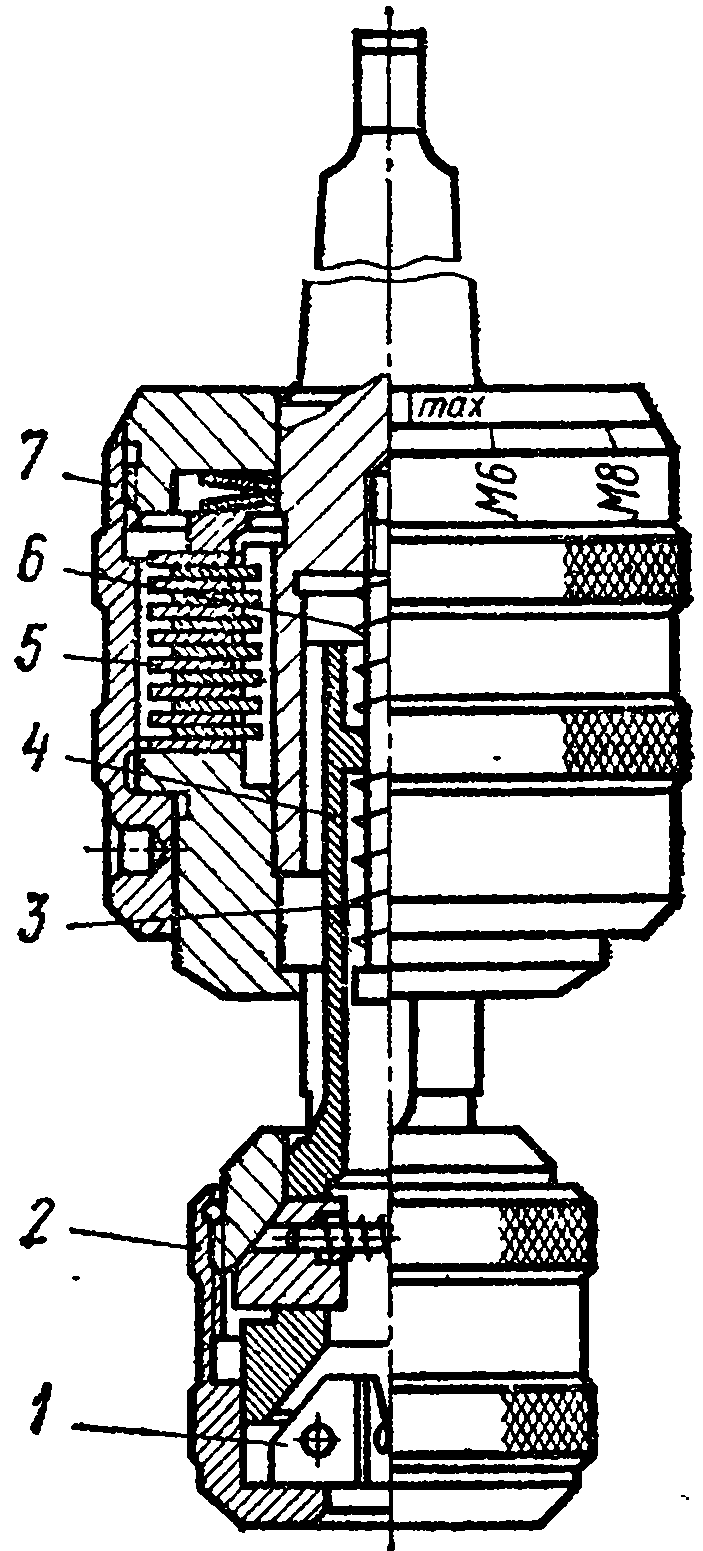
Рис. 118. Резьбонарезной патрон