

Термокаширование по методу “Квик степ”
Главным отличием по этому методу явл. проведение операции напрессовывания пленки на плиты в однопролетном обогреваемом прессе.

1- стопа плит, 2-толкатель,3-щеточный станок, 4- клеенаносящий ст-к, 5-облицовочные ст-ки, 6-ленточный конвейер, 7-однопролетный обогреваемый пресс, 8-охлаждающее устройство,9-обрезное устройство, 10-дисковый конвейер выдержки.
После нанесения клея, плита попадает на 10, где частично происходит испарение растворителя. Этот конвейер м. б. оснащен воздушными соплами и ИК излучателями. После накатки БСП в облицовочном станке плита 6 загружается в плитное пространство. М/у плитами пресса движется бесконечная стальная гладкая лента, кот-ая обеспечивает загрузку плит в прессе и выгрузку на следующий ленточный конвейер. Вакуум-перекладчиком облицованные плиты укладываются в стопы, либо передвигаются в зону охлаждения. В виду того, что в однопр-ном прессе облиц-ная плита какое-то время не движется 6-ой конвейер и лента в прессе работают в ускоренном режиме, а цикл пресс-ния сост-ет до 10сек.
“+”- выравнивание Р напрессовывания по S плиты

3. 58. Техн-ская схема и основные оп-ции техн-го пр-са про-ва арболита (а) (способы формирования арб-х изделий, их армирование, облицовка и распалубка)
А.- легкий бетон получаемый в рез-те формования и твердения смеси: мин-ные вяжущие, др-ные ч-цы, хим. добавки и вода. В зав-сти от назначения выделяют 2 типа: 1) М-5 и М-10 – для теплоизол-ных конструкций, 2) М-15, М-25, М-35 – для конструкционно-теплоизол-ных изделий.
Ос-ные о-ции тех. процесса А.
1. Подготовка и дозирование портландцемента; 2. Пригот-ние и дозирование древесного заполнителя; 3. Пригот-ние и дозирование раст-ра минерализатора; 4. Гидрохимическая обра-ботка древ-го заполнителя; 5. Приготовление арб-вой массы; 6. Формование арб-вой массы в изделия на формовочных агрегатах; 7. Твердение арб-вых изделий; 8. Распалубка и выдержка арб-вых изделий; 9. Транспортировка изделий на склад.
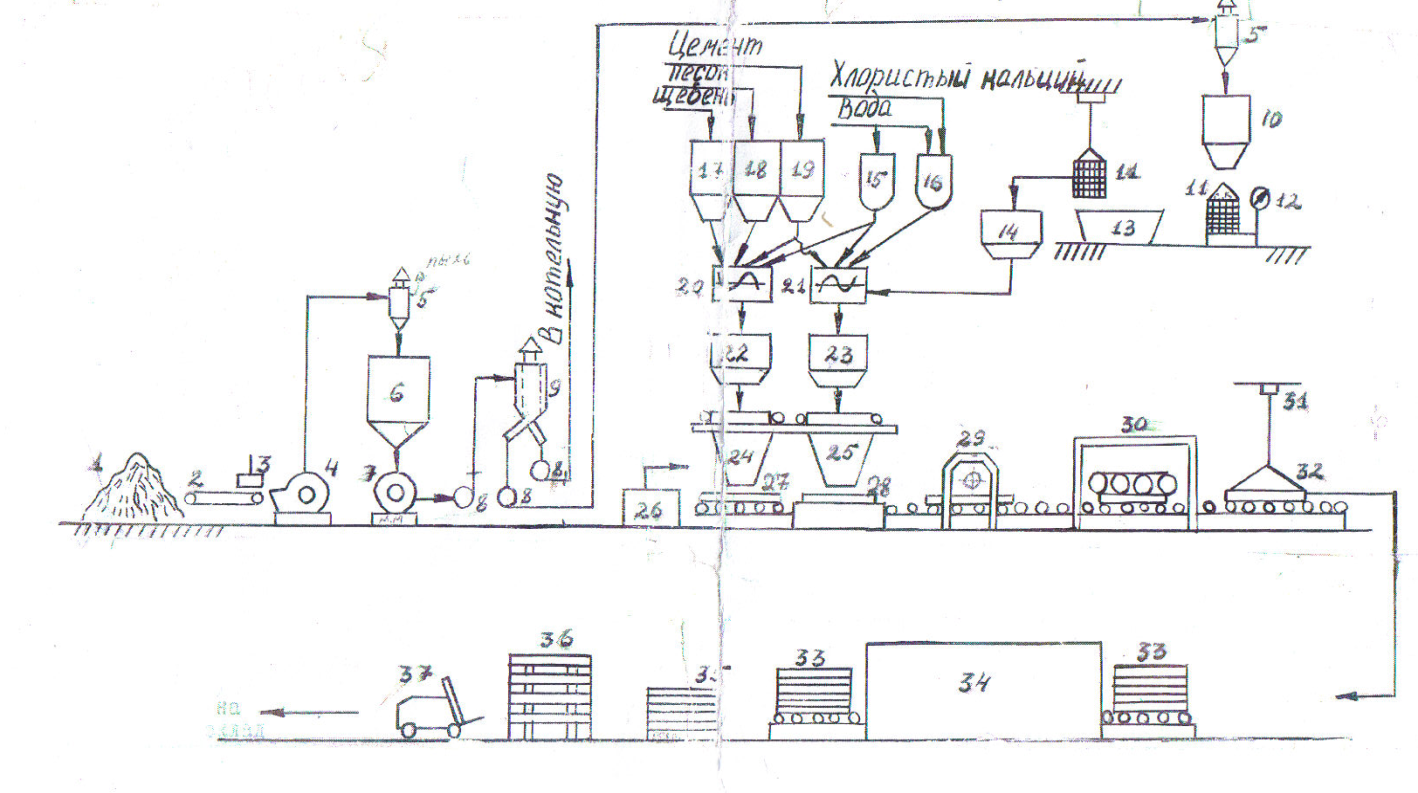
Одна из реальных схем технологического процесса производства арболита 1.Древ. отходы; 2. Лент. конвейер; 3. Магнитный сепаратор; 4. Руб. машина; 5. Циклон; 6. Бункер запаса щепы; 7. Молотковая мельница; 8. Вентилятор; 9. Циклон сепаратор; 10. бункер; 11. контейнер; 12. весы; 13. Ванна для замачивания; 14. Бункер пересыпной; 15. Бак для воды; 16. Бак раствора хлорида кальция; 17. Бункер для щебня; 18. Бункер для песка; 19. Бункер для цемента; 20. бетономешалка; 21. Смеситель; 22 бункер для расвора; 23 бункер для арболитовой массы; 24. Раствороукладчик; 25. массоукладчик; 26. Арматурное отделение; 27. Рольганг прокатного стола; 28. виброплощадка; 30. Прокатная секция; 31. кранбалка; 32. Металлическая форма; 33. Стопа из арболитовых изделий; 34. Камера термообработки; 35. Пост распалубки; 36. Цех доводки; 37. Автопогрузчик.
Способы формирования арб-х изделий:
При
формовании нужно достичь равномерного
заполнения арб-вой массой формы и
уплотнения арб-вой массы до заданной
степени. При этом необ-мо учитывать, что
арб-вая смесь обладает спец. св-вами,
кот. обусловлены: 1)наличием в ней тяжелого
цементного раствора, 2)наличием легкого
др-го заполнителя. Причем заполнитель
способен интенсивно поглощать или
отдавать влагу, изменяясь в объеме. К
этим св-вам отн-ся: 1) малая упругость
смеси, 2)наличие крупнопористой рыхлой
структуры, 3)способность арб-той массы
зависать в углах формы и над арматурой,
4)способность отформованной в изделие
арб-той массы после снятия Р увел-ть
свою толщину, т. е. распрессовываться.
Эта величина распрес-ки может достигать
10-15%. Эти св-ва создают объективные
трудности при формовании изделий.
Применяются след-ие осн-ые сп-бы формования
изд-ий из А в вертик-ых и гориз-ных формах:
1)прессование, 2)тромбование, 3)вибрация
с пригрузом и последующим прессованием,
4)вибропрессование, 5)силовой вибропрокат.
Каждый сп-б имеет свои «+» и «-«.
1.Прессование.
Формование
м-дом прес-ния может осущ-ся в гориз-но
и верт-но расположенных формах (рис. 1 и
2)
1-арб-вая масса,2-матрица,
3-пуансон,
4-посадки.
«+»: сравн-но небольшой вес и габариты формовочного агрегата, возможность регул-ния режимов уплотнения, получение знач-ных уд-ных Р.
«-«:при уплотнении арб-вой смеси, особенно при пол-нии изд-й повышеной толщины не обеспечивается создание плотной структуры по всей толщине, наиболее интенсивное уменьшение межзерновых пространств и сжатие будет происходить в слоях непосредственно примыкающих к пуансону. Слои, удаленные от пуансона недоуплотняются, сохраняя пустоты и раковины, особенно по углам формы. Устранить этот «-« можно применяя 2-ухстороннее сжатие, но тогда усложняется конструкция. При выборе режима уплотнения прессования необх-мо учитывать след-щие факторы: 1)предел прочности арболита, находящиеся в прямой зависимости от уд-ного давления прессования, чем больше давление, тем больше прочность; 2)положительное влияние оказывает и время прессования: с течением времени происходит постоянное перемещение частиц древ-го заполнителя друг относ-но друга, приводящее к увеличению плотной их упаковки; 3)вел-на распрессовки арб-вой смеси также нах-ся в прямой зав-сти от уд-ного давления, чем выше давление, тем выше распрессовка; 4)вел-на распрессовки зависит от гранулометрического состава заполнителя, чем мельче частицы, тем больше спрессовка.
2. ТРОМБОВАНИЕ – это прес-ние изд-й м-дом ударной нагрузки. Очень эф-вный способ. При нем создается плотная структура А за счет интенсивного сокращения пустот; обеспечивается большое уплотнение арб-вой массы, даже при большой высоте изд-я; достигается знач-ное сокращение упругой деформации, чем до минимума снижается распрессовка. «-«
закл-ся
в том, что при существенном уровне
механизации этот сп-б явл-ся весьма
трудоемким и малопроизводственым.