2. Треб-ия к кач-ву дСтП, предназ-ые для отделки.
Достичь выс-го кач-ва отделки можно только в том случае, если плиты соотв-ют ряду треб-ий. ДСтП, предназначены в осн-ном к отделке б/с пленками. Отделка сопров-ся достаточно жесткой пьезотер-мической обработкой. 1.Шероховатость (Ш) пов-сти. Осн. “-“ ДСтП- выс. Ш пов-сти. При напрессовывании на неровную пов-сть сравн-но тонких б/с пленок, отдельные участки пленок получают различную величину уплотнения, след-но различные оттенки окраски (в местах выступов поверхности). При напрессовывании пленки над углублениями образ-ся ”мостики” из б/с пленки, кот-ые находятся под большим напряжением на растяжение, т.к. при отверждении смолы имеет место усадка. Для получения кач-ной пов-сти показ-ль Ш д. б. Rz max ≤100 мкм. Rz – среднее отклонение неровностей профиля от ср. линии. Ш пов-сти влияет на кач-во отделки на микроуровне. Ш пов-сти плит явл-ся следствием того, что при насыпке древесностружечного ковра др-ные ч-цы расположены хаотично в плоскости плиты, м/у ними остаются зазоры и при любой шлифовке пов-сть все равно остается чешуйчатой. Т.е. после шлифования м/у стружками остается пространство дающее соотв-щее значение Ш пов-сти. Обеспечивать треб-е значение Ш пов-сти можно умен-ем размеров др-х частиц, особенно по толщине. 1-верхняя пласть плиты, 2-нижняя пласть плиты.
После
формир-я ковра, при его транспортировке
роликовым и цепным транспортером, ковер
испытывает вибрацию, и наиболее мелкие
ч-цы просыпаются на поддон. В верхней
пласти плиты происходит просыпание
наиб-е мелких др-х частиц внутрь ковра.
Этим объясняется, что верхняя пласть
имеет большую Ш пов-сти. Оптимальная Ш
плит составляет 100 мкм. при соблюдении
требований технол. регламента (толщина
стружки 0,2 мм – Ш пов-сти плит составляет
180-220 мкм). Реальная Ш плит может доходить
до 500 мкм. Мех-кая обработка может снизить
Ш до 200-300 мкм. Достижение 100 мкм возможно
след-ми сп-бами: введением в наружные
слои спец-ой мелкой стружки (50-80 мкм),
введение шлифовальной пыли (15-25 мкм),
введение др. волокон (15-25 мкм). Введение
мелких наполнителей требует повышенного
расхода связующего, может снизить
прочность плит, волокно требует спец-ной
линии его изгот-ния. К тому же оно трудно
осмоляемо. 2. Плотность
(ρ). При
прессовании ДСП, наружные слои, содержащие
больше связующего (~12%) упрес-ся больше,
чем внутр-ие слои (связ.~8-9%). Т.об. по
сечению плиты набл-ся неравном-ое
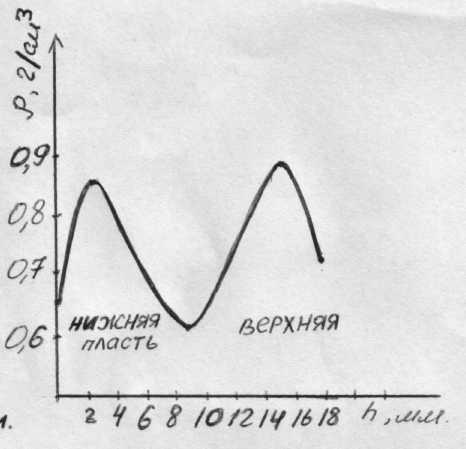
распред-ние ρ.

Обе
пласти плиты на самой пов-сти имеют зоны
низкой ρ
(зоны краевого спада). Низкая ρ
(плохая упрессовываемость) объяс-ся
тем, что во время смы-кания плит пресса,
посадки на дистанц-ые планки связующее
наруж. слоев отвержд-ся в движении (в
пов-ных слоях) и значит-ная часть связ-го
может отвержд-ся до посадки на дистанц-ные
планки. Нижняя пласть им-т меньшую ρ,
т. к. подвергается более длит. нагреву
до посадки на дистанц-ные планки. КФ
смолы в сравн-и с ФФ им-т большие зоны
краевого спада, т. к. у ФФ выше темп-ра
отверждения и соотв-но меньше ск-сть.
Зоны краевого спада удаляют шлиф-ем.
Иначе приклеивание облиц-го мат-ла к
рыхлой пов-сти может вызвать его
отслаивание вместе с ч-ми наруж. слоев.
Ср. ρ
ДСП д. б. 730-760 кг/м3,
наруж. слоев 800-900 кг/м3
при их толщине ≥1,5 мм. Этому способствует
быстрое смыкание плит пресса и прим-ние
повыш-го удельного Р в начале циклограммы
пресс-ния. Важна равномерность ρ
по площади плиты. Участки плит, им-ие
большую ρ,
испытывают большое Р, из них выдавл-ся
связующее, измен-ся режим его отверждения.
Это может привести к разнотонности
пов-сти на макроуровне (пятна). В местах
меньшей ρ
м. б. слабая адгезия облицовываемого
мат-ла к плите. 3.Прочность
(П) плит.
При напрес-нии листовых и пленочных
мат-лов плита подвергается выс. удел-му
Р 1,8-2,5 МПа, в рез-те м. б. разрушены клеевые
связи м/у др-ми стружками, что приведет
к сниж-ю физ.-мех. показ-лей плит. Усадка
плит при облицовке д.б.<5%. Это достижимо,
если предел П при изгибе < 18 МПа, предел
П при растяжении перп-но пласти <0,45
МПа, (треб-ние ГОСТ < 16 МПа, <0,33 МПа
соотв-но). 4.Влажность
(W).Оптим-ное
значение 6-8%. При меньшей W
будет низкая адгезия облиц-го мат-ла
из-за выс-ой впитыв-ти клея в плиту. При
выс-ой W
возможно отслаивание облиц-го мат-ла
под действием образ-ся паров. Важно
равномерное распред-ие W
по площади. В местах повыш-я W
изм-ся хар-р отверж-ия связ-го, возможно
образ-ие матовых пятен (“водяные пятна”).
После пресс-ния плит W
нар. слоев сост-ет 2-4%, внутр-их 8-12%. Перед
облицовкой плиты необ-мо кондиционировать
в течение 10-13 суток (t=18-20оС,
отн-ная W
65%). При этом влага из внутр. слоев
перераспред-ся в наруж., и наруж. слои
сорбируют влагу из воздуха. 5. Толщина
плит
(Т).
Разнотолщ-сть д.б. ≤ 0,15-0,2 мм. Т б/с пленок
сост-ет 10-ки мм и не может компенсировать
большую разнотолщинность плит. В местах
с повышенной Т плита испытывает большие
уд. Р, смола выдавл-ся из пленки, возможно
изменение тона пов-сти. В местах меньшей
Т недост-но Р, оно не м. компенс-ть Р
летучих комп-тов образ-ся при нагреве
и отвержд-и смолы, возм-но отслоение
отдел-го мат-ла. 6. Чистота
и окраска пов-сти плит.
Наружные слои д.б. изгот-ны из светлой
стружки, не им. включ-й коры, пов-сть не
д. им. смоляных, жирных пятен, других
загрязнений. Д. б. однотонность окраски
плиты по площади.