

2. Нанесение лкм, шпатлевочных и порозаполняющих составов вальцами. Устр-во и принцип действия вальцовых станков.
Нанесение шпатлевочных и пороза-полняющих составов. Шпатлевание пов-ти ДП производится на станках вальцового типа. Существует 2 вида станка: ракельные(ножевые) и роликовые(вальцовые). Первичное шпатлевание целесообразно выполнять с помощью ракельных станков:

1 – плита; 2 – подающие вальцы; 3 – наносящий валец; 4 – дозирующий валец;5- ракль вдавливания шпатлевки; 6 – ракль очистки дозирующего вальца.
ЛКМ подается в зазор м/ду дозирующим и наносящим вальцами. Зазор м/ду ними опр-ляет расход шпатлевки. 5 вдавливает шпатлевку в дефекты пов-ти. И счищает излишки шпатлевки. Оптимальным считается угол наклона ракля 60-80 град. Нед-ком станка с верхним шпатлеванием явл-ся необходимость период-кой остановки и удаления шпатлевки, накапливающейся перед раклем 5. проблема период. очистки станков от шпатлевки эффективно решается при нижнем шпатлевании плит.

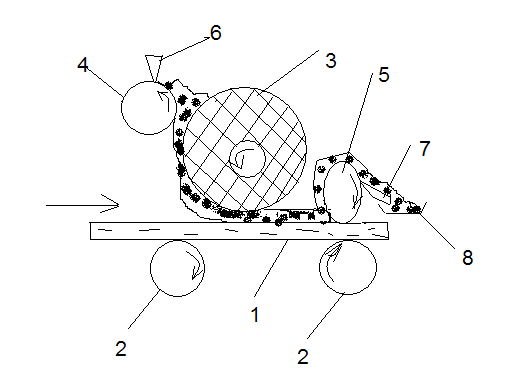
1- плита; 2-подающие вальцы; 3- наносящие вальцы; 4- дозирующие; 5-ракли;6-ванна со шпатлевкой; 7- ракль очистки дозирующего вальца.
Наносящий
валец погруженный в ванну со шпатлевкой
наносит ее на нижнюю пласть плиты. Первый
ракль вдавливает шпатлевку в дефекты
пов-ти ( , Р1=200-300 Н делить на метр), второй счищает
излишки шпатлевки с пов-ти плиты (
, Р1=200-300 Н делить на метр), второй счищает
излишки шпатлевки с пов-ти плиты ( ,
Р2=150-200). Все излишки шпатлевки по раклям
возвращаются в ванну. Скорость движения
плит до 15 м/мин. На двух рассмотренных
типах станков выполянется первичное
шпатлевание, т.е. заделка дефектов. Для
вторичного шппатлевания испол-ся
вальцовые станки (сплошное шпатлевание,
полное выравнивание пов-ти).
,
Р2=150-200). Все излишки шпатлевки по раклям
возвращаются в ванну. Скорость движения
плит до 15 м/мин. На двух рассмотренных
типах станков выполянется первичное
шпатлевание, т.е. заделка дефектов. Для
вторичного шппатлевания испол-ся
вальцовые станки (сплошное шпатлевание,
полное выравнивание пов-ти).
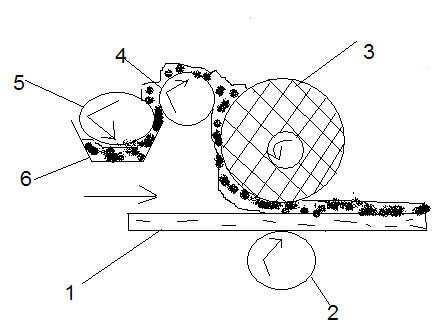
1-плита; 2-подающие вальцы; 3-наносящие; 4-дозирующие; 5-разравнивающий; 6,7-ракли очистки вальцов;8-ванна сбора избытка шпатлевки.
Шпатлевка подается в зазор между наносящим и дозирующими вальцами. Обрезиненный наносящий наносит тонким слоем шпатлевку на пов-ть плиты. Наносящий выравнивает пов-ть шпатлевки. Разравнивающий валец имеет гладкую ровную хромированную пов-ть. Недостаток: при циркуляции шпатлевки за счет длительного контакта с в-хом ее вязкость нарастает вплоть до образования небольших комков.
Вальцовый способ нанесения ЛКМ все шире применяется для отделки ДП ЛКМ. Суть: распределение ЛКМ между вальцами и переносе части его на движ-ся ДП. Вальцовые станки различают по схеме питания наносящих вальцов.
1-плита; 2- подающий; 3- наносящий; 4 – дозирующий; 5 – питательный; 6-ванна с ЛКМ.
Питание осущ-ся от питательного вальца погруженного в ЛКМ. Питательный валец из ванны подает ЛКМ на дозирующий валец. Зазор м/у вальцами определяет расход ЛКМ. Мат-л передается на наносящий валец и далее на ДП. Наносящий валец обрезинен, что компенсирует возможную разнотолщинность плит. На следующих рисунках показаны схемы станков, в к-рых питание осущ-ся подачей ЛКМ в зазор между наносящим и дозирующим вальцами.


1-плита; 2-подающий; 3-наносящий; 4- дозирующий; 5-ракль.
Через коллектор ЛКМ подают в зазор между вальцами. Встречное движение вальцов обеспечивает более равномерное распределение ЛКМ по наносящему вальцу, но при этом нужна установка ракля.