

2. 66.Классификация пресс-форм (пф):
По хар-ру эксп-ции::1.Съёмные - пр-се пресс-ия не закрепляют в плитах пресса; 2.Стац-ые; 3.Неподельно закреплены на плитах, загрузка и извлечение гот. изделия осущ-ся без съёма пресс-форм.По кол-ву одновр-но пресс-ых изделий: 1.Одногнёздные.-за один цикл пресс-ия изгот-ся одно изделие.2.Многогнёздные - сразу несколько. По виду замыкания оформл-ей полости: 1.Открытые(рис а); 2.Закрытые(рис б); 3.ПФ для изгот-ия изделий с упрочн-ми стенками(рис в).

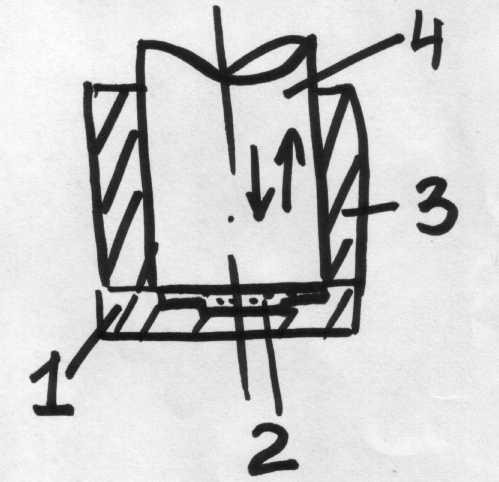
Рис а Рис б

Рис. в
У открытых пуансон замыкает оформ-ую полость матрицы плоской поверх-ю, где 1-матрица, 2-изделие, 3-пуансон. Дост-ва открытых: малый износ из-за отсутствия трения между лентами ПФ, простата констр-ии, сравнит-но небольшая стоимость, точные размеры по высоте. Недостатки открытых: уплотнение материала можно достичь только загрузкой избытка материала.
Закрытые отлич-ся тем, что имеют загрузочную камеру 3, а пуансон 4 плотно входит в матрицу 1, как поршень. ПФ для изгот-ия изделий с упрочн-ми кромками имеет пуансон телескопического типа, т.е. имеется 2 пуансона: центральный и периферический, они могут переем-ся друг относительно друга. После заполнения ПФ массой опускают центральный пуансон, и в простр-во между матрицей и пуансонам дополн-но загружают мат-л, затем опускают периф-ый пуансон и производят формование. Кромки при этом получают с повышенной плот-ю и проч-ю(1-изделие, 2-матрица, 3-переферийный, 4-центральный пуансон).
По методу пресс-ия: 1)ПФ прямого пресс-ия; 2)ПФ для литья под давлением.
Все рассмотренные ранее ПФ– прямое прессование. ПФ для пресс-ния литьём под давлением отличаются тем, что загрузочная камера в ней отделена от оформляющей части ПФ. В загруз-ой камере мат-л разогр-ся и поступает в оформляющую полость ч/з один или несколько каналов. Изделие форм-ся в оформляющей полости. 1-пуансон, 2-прессмасса, 3-загрузочная камера, 4-литниковый канал, 5-оформляющая, 6-матрица.

По сп-бу приложения усилия пресс-ия:1)Одностор-ее пресс-ие; 2)Двухстор-ее пресс-ие.При одностор-ем пресс-ии уплотнение ДКК происходит только за счёт движения прессующего пунсона. Все ранее рассм-ые ПФ м.б. отнесены к этому типу (1-пресующий пуансон, 2-матрица, 3-изделие, 4-неподвиж-ный пуансон, 5-фундамент.


При двухстороннем пресс-ии оба пуансона перемещаются на встречу друг другу (1-верхний прессующий пуансон,2-матрица,3-изделие,4-нижний прессующий пуансон).
Вариантом конструктивного решения двухстороннего пресс-ия явл-ся исп-ние плавающей матрицы 2 (5-пружина, 6-упругая опора).

Матрица устан-ся на пружине, кот. допускает ее перемещение относ-но неподв-ого нижнего пуансона. Возникающие при этом силы трения действуют на изделие, но и на матрицу, сме-ся в сторону движения пресс-щего пунсона. Это создают эффект двухстор-го пресс-ия. 2-хстороннее пресс-ие при прочих равных усл-х позволяет получить меньшее расхож-ие по плот-ти в различных местах изделия, чем при одностороннем.Существуют следующие виды обогрева ПФ: 1.Паровой. 2.Электрический. 3.Токами высокой частоты. 4.Высокотемпер-ми теплоносителями.1. ПФ с паровым обогревом. Для обогрева исп-ся водяной насыщенный пар Р 5-16 атм, кот. образует Т пресс-ия 150-230С. Стабил-ия темпер-го поля вПФ , а также изм-ие Т произв-ся регулированием давления водяного пара.2. ПФ с электр-им обогревом. Наиб-е распр-ый сп-б, т.к. электрическая эн-ия наиболее удобно передаётся на расстояние. Нед-ки: нагрев-ые плиты имеют сравнительно неб-ую пов-сть и неб-шую. Последнее создаёт трудность в получении Т равномерного температурного поля вПФ. 3. ПФ с обогревом ТВЧ. Пол-ют все более широкое распр-ние. Пресскомплектующую пом-ют между двумя электродами, к кот. от высокочастотного генератора подводят напряжение в несколько тысяч вольт. Ток проходит через материал. Он нагревается за счёт тепла, образ-ся в рез-те диэлектр-их потерь. В кач-ве электродов здесь исп-ют форм-щие эл-ты ПФ.Дос-ва: Резкое сокр-ие длительности нагрева по сравнению с тепловым и электр-им. Простота обесп-ия заданного теплового режима. Создание благопр-ых условий для автом-ции и механ-ии. Нед-ки: Исп-ие сложного дорогостоящего обор-ния. Высокие треб-ия к квалиф-ции обслуж-го персонала. Высокие требования к наладчикам.4. ПФ с обогревом высокотемп-ми теплонос-ми. Прим-е таких теплонос-ей позволяет увеличить t пресс-ия и интенсиф-ть процесс. Высокотемп-ые теплоносители д. обладать след. св-ми: 1.Высокой термич-ой стойкостью; 2.Высокой темп-ой кипения; 3.Низкой темп-ой затвердевания; 4.Повыш-ой теплоёмкостью и коэф-том теплоотдачи. 5.Хим-ой инертностью по отношению к металлу. 6.Нетокс-ю.В кач-ве такого теплонос-ля применяют перегретую воду Р=1.8-2 МПа. С прим-м перегретой воды трудно получить темп-ру выше 190С. Поэтому применяют масло, органической и неорганической природы.
Виды и св-ва гидравл-их вяжущих в-в в произв-ве дмкм
К МВ относятся вещества неорг. природы, чаще всего порошкообразные, кот. при смешивании с водой или водными растворами некоторых солей образуют тесто способное со временем твердеть, превращаясь в камень.
ГВ способны твердеть как на воздухе, так и в воде, начальный период твердения – схватывания – на воздухе. К ним относят вещества эффективно твердеющие при автоклавной обработке паром: 1.гидравлическая известь;
2. цементы (портландцемент, пуццолановый ц., шлаковый ц., смешанные ц.)
Порошкообразное гидравлическое вяжущее, состоящее гл. образом из силикатов кальция. Его получают тонким измельчением клинкера и гипса (1,5-3%). Клинкер продукт обжига до полного спекания при 1450ºС искусственной смеси, состоящей из 75% известняка СаСO3 и 25% глины. Хим. состав клинкера в %:
СаO – 63-66%, SiO2 – 21-24%, Al2O3 – 4-8%, Fe2O3 – 2-4% MgO < 5%, SO3 - 1.5-3.5%/
В процессе обжига эти оксиды вступают во взаимодействие
СаСO3 = СаO+ СO2
Al2O3*2SiO2 *2H2O = Al2O3+2SiO2 +2H2O
каолимит
2СаO+SiO2 = 2 СаO* SiO2 билит
3СаO+ Al2O3 = 3СаO*Al2O3
4СаO+ Al2O3 + Fe2O3 =4СаO*Al2O3* Fe2O3
2 СаO*SiO2 + СаO= 3СаO*SiO2
Алит+билит основное содержание клинкера.
Алит 42%, билит 15-53%.
Свойства портландцемента.
Усредненная плотность цемента в виде порошка в насыпном состоянии 900-1200 кг/м3, а цементного камня 3000-3200.
1.Тонкость помола-фактор определяющий быстроту отверждения цемента и связанную с ним прочность цементого камня. Остаток на сите № 008 (4900 отверстий на 1 см2) не должен превышать 15%. Это соответствует удельной поверхности зерен (ч-ц) цемента 2500-300 см2/гр.
2.Водопотребность характеризуется количеством воды (% от массы цемента) которое необходимо для растворения цемента с получением теста нормальной густоты. Обычно цемент присоединяет 15-20% воды от своей массы (вода нужна для протекания реакций гидролиза и гидротации основных веществ входящих в состав цемента). На практике берут больше от 40 до 70% для ускорения реакции отверждения, но этот избыток надо добавлять с осторожностью, т.к. не вступившая во взаимодействие с цементными зернами вода испаряется, оставляя поры в цементном тесте, что ухудшает качество цементного камня.
3. Сроки схватывания: начало схватывания должно наступать не позднее 45 минут, а заканчиваться должно не позднее 10 часов. За схватыванием наступает отверждение. Этот показатель определяют на приборе ВИКА, имеющего спец. иглу, кот. погружают в тесто и затем извлекают с фиксацией усилия. Начало определяют по увеличению усилия для выдергивания иглы, а окончание по затруднению выдергивания иглы.
4. Прочность: определяет марку цемента, прочность определяют при испытаниях балочек размером 40 x 40 x 160 мм на осевое сжатие. Испытание проводят через 28 суток после изготовления. Прочность особенно интенсивно увеличивается в течение первы 7 суток и она составляет 60-70% прочности соответствующей марки. При испытании цемента необходимо иметь ввиду, что с увеличением прочности изделия (до 1 года) идет уменьшение реакционной способности исходного цемента. При хранении в отсутсвии влаги почность уменьшается на 30%. Поэтому в строительных целях был получен свежий цемент. Эти особенности необходимо учитывать если получают изделие с наполнителем в виде измельченной др-ны. Прочность камня с добавками ниже чем без др-го наполнителя.
Билет 7. 1. Виды, классификация, свойства и области применения древесноволокнистых плит.
Виды: ДВП делятся на: 1) Плиты общего назначения,
2) Плиты специального назначения.
Плиты общ. наз-ния выпускают массово.Стандарт – 4598-80. Плиты специального назначения выпускают по спец. заказу. Они имеют более высокие свойства (напр.: повышенная биостойкость, звукоизоляция и др.).
Не зависимо от назначения все плиты подразделяются на:
1)
Твёрдые (850-950 ), 2) Полутвёрдые МДФ (650-800
), 2) Полутвёрдые МДФ (650-800 )
)
3)
Сверхтвёрдые (950-1100 ), 4) Мягкие (100-400
), 4) Мягкие (100-400 ).
).
Плиты в зависимость от назначения подразделяются на 2 типа: твердые и мягкие. Твердые в зависимости от прочности и лицевой поверхности разделяются на марки:
Т – твердые плиты с необлицованной (необлагороженной) лицевой поверхностью.
ТС – твердые плиты с лицевым слоем из тонкодисперсной древесной массы.
ТП – твердые плиты с подкрашенным лицевым слоем.
ТСП – твердые плиты с подкрашенным лицевым слоем из тонкодисперсной древесной массы.
СТ – твердые плиты повышенной прочности (сверхтвердые) с необлагороженной лицевой поверхностью.
СТС – твердые плиты повышенной прочности (сверхтвердые) с лицевым слоем из тонкодисперсной древесной массы.
Твёрдые плиты марок: Т, СТ, ТП,ТСП. В зависимости от уровня физ-мех. показателей подразделяются на группы А и Б.
Применение :в произв-ве. мебели, в строительстве, в изготовлении тары и упаковки, в машиностроении, в радио- и электротехнич. пром.
В строительстве используют твёрдые плиты для облицовки стен и потолка. МДФ в виде толстых плит толщиной 10-25 мм. (16-более распр.) для изготовления боковин шкафов, перегородок, спинок кровати и деталей стульев и др.
Св-тва ДВП можно разделить на основные и специальные.
К основным относятся: общие, физические, механические и технологические. Общие свойства определяют размеры, цвет, свойства поверхности.
Физич. свойства определяются: плотностью(гр А-850-1000, гр Б-800-950), влажностью(5-10%), водопоглощение (верх граница 9%), разбухание(не более 20%), усадка и тд.
Механич. св-ва определяет: прочность на статический изгиб(38-40МПа), на растяжение параллельно и перпендикулярно пласти, твёрдость, прочность на срез и др.
Технологич. св-ва определяются: способность к удержанию гвоздей, шурупов и др.
Среди специф-х св-в чаще всего определяются биохим. св-ва, огнестойкость, стойкость к старению.
2. Физико-химические основы нанесения лкм. Явление смачивания и растекания. Тиксотропия.
В процессе отделки плитных мат-лов жидкими и пастообразными ЛКМ большую роль играют физические явления смачивания и растекания. Хорошие смачивание и растекание ЛКМ является необходимым условием для образования равномерных по толщине покрытий имеющих хорошую адгезию к подложке. Способность жидкости смачивать и растекаться по пов-ти любого твердого тела определяется силами действующими на границе раздела фаз в сис-ме:

Действие
сил в этой системе можно рассматривать
на примере капли жидкости нанесенной
на пов-ть твердого тела. В точке О
тангенциально к межфазным пов-тям
действуют следующие силы: 1-сила
поверхностного натяжения твердого тела
на границе Т-Г, которая стремиться
растянуть каплю,
 ;
2- сила поверхностного натяжения на
границе Т-Ж, действующая в обратном
направлении,
;
2- сила поверхностного натяжения на
границе Т-Ж, действующая в обратном
направлении, ;
3-сила пов-го натяжения на границе раздела
Ж-Г, к-рая также стремиться собрать
каплю,
;
3-сила пов-го натяжения на границе раздела
Ж-Г, к-рая также стремиться собрать
каплю, .
Вектор ЖГ из точки О направлен тангенциально
к капле. Угол между вектором и плоскостью
подложки
.
Вектор ЖГ из точки О направлен тангенциально
к капле. Угол между вектором и плоскостью
подложки называется
краевым углом смачивания. Очевидно, что
условием равновесия сис-мы явл-ся:
называется
краевым углом смачивания. Очевидно, что
условием равновесия сис-мы явл-ся: (1).
Хорошее растекание ж-ти по пов-ти будет
достигаться при:
(1).
Хорошее растекание ж-ти по пов-ти будет
достигаться при: (2).
Величина
(2).
Величина может
кол-но харак-ть способность жидкости
растекаться и смачивать пов-ть твердого
тела. С помощью
может
кол-но харак-ть способность жидкости
растекаться и смачивать пов-ть твердого
тела. С помощью можно
определить адгезию между тв-м телом и
жид-тью. В общем случае работа адгезии
хар-ся энергией, к-рую необходимо
затратить для разделения двух фаз. При
разделении фаз вместо одной границы
раздела Ж-Т, возникают 2 новые границы:
Ж-Г и Т-Г. Работа адгезии опр-ся ф-лой
Дюпре:
можно
определить адгезию между тв-м телом и
жид-тью. В общем случае работа адгезии
хар-ся энергией, к-рую необходимо
затратить для разделения двух фаз. При
разделении фаз вместо одной границы
раздела Ж-Т, возникают 2 новые границы:
Ж-Г и Т-Г. Работа адгезии опр-ся ф-лой
Дюпре: (3).
Подставив (1) в (3) получаем:
(3).
Подставив (1) в (3) получаем: .
Это означает, что при постоянном значении
пов-ного натяжения жид-ти адгезия
жидкости к твердому телу и след-но
смачивание хар-ся в-ной краевого угла
смачивания. Чем <
.
Это означает, что при постоянном значении
пов-ного натяжения жид-ти адгезия
жидкости к твердому телу и след-но
смачивание хар-ся в-ной краевого угла
смачивания. Чем < ,
тем большеCOS
,
тем большеCOS ;
при
;
при
 =0,
=0, .
Условно считаем, что угол
.
Условно считаем, что угол <90,
то жид-ть явл-ся смачивающей по отношению
к твердому телу. При
<90,
то жид-ть явл-ся смачивающей по отношению
к твердому телу. При >90
– не смачивающий. На
>90
– не смачивающий. На существенно
влияет шероховатость пов-ти,
существенно
влияет шероховатость пов-ти, увеличивает
действительную пов-ть тела, оценивается
степень шероховатости коэф. шероховатости,
как отношение действительной пов-ти
тела к ее пов-ти
увеличивает
действительную пов-ть тела, оценивается
степень шероховатости коэф. шероховатости,
как отношение действительной пов-ти
тела к ее пов-ти :
: .
Если обозначить краевой угол смачивания
на шероховатой пов-ти через
.
Если обозначить краевой угол смачивания
на шероховатой пов-ти через ,
то можно показать:COS
,
то можно показать:COS .
Вывод: если жидкость смачивает тело
(
.
Вывод: если жидкость смачивает тело
( <90),
то с учетом того, чтоn>1
у нас будет увеличиваться COS
<90),
то с учетом того, чтоn>1
у нас будет увеличиваться COS и
соответственно умень-ся
и
соответственно умень-ся
 .
Т.о. увеличение шероховатости (на
микроуровне) приводит к улучшению
смачивания смачивающей жид-ти.
.
Т.о. увеличение шероховатости (на
микроуровне) приводит к улучшению
смачивания смачивающей жид-ти. >90
(несмачивающие жид-ти)COS
>90
(несмачивающие жид-ти)COS <0
следовательно еще более отрицательным
становится COS
<0
следовательно еще более отрицательным
становится COS ,
т.е.
,
т.е.
 увеличивается.
Для несмачивающих жид-тей увеличение
шероховатости приводит к ухудшению
смачиваемости. На смачиваемость влияют
и другие факторы, напр., грунтование
пов-ти позволяет уменьшить
увеличивается.
Для несмачивающих жид-тей увеличение
шероховатости приводит к ухудшению
смачиваемости. На смачиваемость влияют
и другие факторы, напр., грунтование
пов-ти позволяет уменьшить в
1,5 -1,7 раза. Улучшение смачивания можно
достичь нагревом либо самого ЛКМ
(уменьшается поверхностное натяжение),
либо нагревом подложки, т.к. теплоемкость
подложки существенно больше, то и ее
нагрев существенно эффективней (нагрев
подложки осуществляют до 50-60ºС). Особенно
хорошо улучшает смачиваемость введение
в ЛКМ ПАВов (
в
1,5 -1,7 раза. Улучшение смачивания можно
достичь нагревом либо самого ЛКМ
(уменьшается поверхностное натяжение),
либо нагревом подложки, т.к. теплоемкость
подложки существенно больше, то и ее
нагрев существенно эффективней (нагрев
подложки осуществляют до 50-60ºС). Особенно
хорошо улучшает смачиваемость введение
в ЛКМ ПАВов ( уменьшается
в 3-5 раз). Недостаток: ПАВ как правило
затрудняет отверждение пленкообразователя.
уменьшается
в 3-5 раз). Недостаток: ПАВ как правило
затрудняет отверждение пленкообразователя.
Важное значение для технологии отделки имеет явление тиксотропии. Тиксотропные жидкости – жидкости, к-рые обладают способностью к вязкому течению после более или менее длительного нахождения в покое теряют текучесть и приобретают св-ва пластического тела, но снова становятся текучими при мех-ком воздействии.