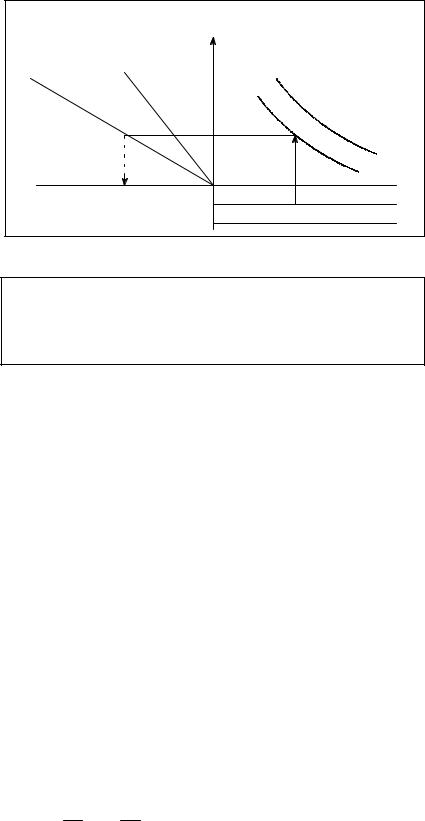
Когда задержка сервосистемы (вследствие экспоненциального ускорения/замедления при резании или вызванная системой позиционирования при использовании серводвигателя) сопро- вождается скруглением углов, возникает незначительное расхождение между траекторией движения инструмента (траекторией центра инструмента) и запрограммированной траекторией, как показано на Рис. D.3 (a).
Постоянная времени T1 экспоненциального ускорения/тормо- жения установлена на 0.
θ |
V2 |
Запрограммированная траектория |
Траектория движения инструмента |
V1 |
Рис. D.3 (a) Небольшое отклонение между траекторией движения |
инструмента и запрограммированной траекторией |
Данная траектория движения инструмента определяется сле- дующими параметрами:
•Скорость подачи (V1, V2)
•Величина угла (q)
•Постоянная времени экспоненциального ускорения/замедления (T1) при резании (T1 = 0)
•Наличие или отсутствие буферного регистра.
Указанные выше параметры используются для теоретического анализа траектории движения инструмента, а вышеуказанная траектория прочерчивается с помощью параметра, который установлен в качестве примера.
Во время фактического программирования необходимо учиты- вать указанныевыше пункты, а программированиенеобходимо осуществлять внимательно, так чтобы форма заготовки была получена с желаемой точностью.
Другими словами, когда форма заготовки не соответствует теоретическойточности, командыследующегоблоканедолжны считыватьсядотехпор, показаданнаяскоростьподачинестанет равной нулю. После чего используется функция задержки для остановки станка на определенное время.