

13. Методика анализа кинематической структуры станка
Анализ производится отдельно по каждой кинематической цепи, результатом является вывод формулы настройки.
Последовательность анализа следующая:
1) устанавливаются начальные и конечные перемещения;
2) устанавливаются расчетные величины перемещений начальное и конечное;
3) составляется уравнение кинетического баланса;
4 )
выводятся из уравнения формулы надстройки
кинематической цепи.
)
выводятся из уравнения формулы надстройки
кинематической цепи.
Главные движения: 1) вращение эл. двигателя->вращение шпинделя;
2) nэ1, об/мин -> nшп об/мин;
3) nэ1*in1*iv = nшп;
4) iv = Nшп/N1э*In1 (заглавные буквы-строчные, строчные-индексы) .
Цепь подач: 1) вращение эл. двигателя -> поступ-е перемещение суппорта;
2) nэ2, об/мин -> Sпродольное мм/мин;
3) nэ2*in2*is*tхв = Sпрод.;
is = Sпрод/Nэ2*In2*tхв
Г лавные
движения: 1) вращение эл. двигателя
-> вращение шпинделя;
лавные
движения: 1) вращение эл. двигателя
-> вращение шпинделя;
2) nэ, об/мин -> nшп об/мин;
3) nэ*in1*iv = nшп;
4) iv = Nшп/Nэ*In1.
Цепь подач: 1) вращение шпинделя -> поступ-е перемещение суппорта;
2) 1 об, шпин. -> Sрез, мм;
3) 1 об, шпин.*in2*is*tхв = Sрез;
4) is = Sрез/1 об.шп.*In2*tхв.
Формула преобразования в минутную подачу из оборотной:
Sшп= Sоб*Nшп
14. Кинематическая схема. Условные обозначения и правила выполнения кинематических схем.
Кинематическая схема показывает кинематическую связь между начальным и конечным расчётными перемещениями кинематической цепи в виде последовательно соединённых конкретных механических передач.
Условные обозначения:
![]() -
цилиндрическая зубчатая передача;
-
цилиндрическая зубчатая передача;
 -
коническая з.п.;
-
коническая з.п.;
 -
червячная передача;
-
червячная передача; - ремённая;
- ремённая;![]() - фрикционная муфта;
- фрикционная муфта;![]() - зубчатая муфта;
- зубчатая муфта;![]() - МУВП.
- МУВП.![]() - нерегулируемый двигатель;
- нерегулируемый двигатель;![]() - ходовой винт и гайка;
- ходовой винт и гайка;![]() - зубчато-реечная передача.
- зубчато-реечная передача. - свободное соединение с валом,
- свободное соединение с валом,![]() - глухое соединение, колесо неподвижно
на валу;
- глухое соединение, колесо неподвижно
на валу;![]() - шпоночное или шлицевое соединение с
возможностью перемещения колеса вдоль
вала.
- шпоночное или шлицевое соединение с
возможностью перемещения колеса вдоль
вала.


i=Dведущ/Dведом
in=(D1/D2)*(Z9/Z10)
is=Nшп/Nэ*In
15. Системы автоматического управления станками: временные (кулачковые), путевые (цикловые), числовые.
Временные (кулачковые системы) используются в станках автоматах. Программа работы определяется профилем кулачка, кот. Управляет исполнительными органами станка.

Путевые (цикловые). Особенность этих систем в том, что программируется только цикл работы станка, а величина перемещения, осуществляется наладкой (установкой в нужное положение) электроупоров. Применяется в серийном и крупносерийном производстве

Система ЧПУ
1. Позиционные – программируются точки или отрезки прямых совпадающие с осями координат.
2 Контурные

16 Токарные станки. Основные типы станков токарной группы. Виды работ, выполняемые на станках. Область применения.
Токарные станки предназначены для обработки тел вращения
Типы токарных станков:
1) одношпиндельные автоматы полуавтоматы
2) многошпиндельные автоматы полуавтоматы
3) токарно-револьверные
4) Сверлильно-отрезные
5) Карусельные
6) токарные лобовые
7) многорезцовые (одновременно работают с несколькими резцами)
8) специализированные для конкретных видов обработки
Основными видами работ, выполняемых на токарных станках, являются: обработка цилиндрических, конических, фасонных, торцовых поверхностей, уступов; вытачивание канавок; отрезание частей заготовки; обработка отверстий сверлением, растачиванием, зенкерованием, развертыванием; нарезание резьбы;
1 7Конструктивные
особенности токарного станка с ручным
управлением. Компоновка станка и ее
основные составляющие
7Конструктивные
особенности токарного станка с ручным
управлением. Компоновка станка и ее
основные составляющие
1.Основания для установки станка на фундамент
2. станина для расположения всех остальных узлов и механизмов станка
3. шпиндельная бабка
4. шпиндель
5. коробка подач
6. резцедержатель
7. поперечные салазки
8. продольные салазки
9. фартук
10. задняя бабка
11. ходовой вал
12. ходовой винт
13.главный электродвигатель.
18 Токарные станки с ручным управлением. Кинематическая структура и ее анализ.
Токарные станки составляют одну из основных групп станочного оборудования. На этих станках производят обработку деталей типа валов, фланцев, втулок.
Токарные станки делятся на универсальные и специализированные.
Типовые виды обработки:
1) цилиндр. 2 простых формообразующих движения: Фv(В1) и Фs(П2). П2 – продольное перемещение.
2) поперечное точение. Фv(В1) и Фs(П3). П3 – поперечное перемещение.
3) нарезание резьбы. Фv(В1, П2) – сложное движение. Возможно нарезание торцовой резьбы при сложном движении Фv(В1, П3).
О бточка
цилиндра. Технологическая схема
обработки:
бточка
цилиндра. Технологическая схема
обработки:
РК- реечное колесо
Главное движение:
Вр.э.дв. – Вр. шп.
nэ, об/мин – nшп, об/мин,
nэ*iп1*iv=nшп; iv= nшп/( nэ*iп1)
Продольная подача
Вр. Шп. – продольное поступательное движение салазок.
1 Об шп- (H=πmZрк) ->Sпрод
1 Об шп*iп2*is* π*m*Zрк= Sпрод
is= Sпрод/(1 Об шп*iп2 * π*m*Zрк)
Поперечная подача
Вр.шп. – поперечное перемещение.
1 Об шп - (H=tпопер) ->Sпопер.
1 Об шп*iп3* tпопер = Sпопер.
is= Sпопер./(1 Об шп*iп3*tпопер)
Нарезание резьбы
Вр.шп. – продольно-поступательное движение
1 Об шп- H=tпрод ->Sр, мм
1 Об шп*in4*is* tпрод =Sр
is= Sр/(1 Об шп*in4 * tпрод)
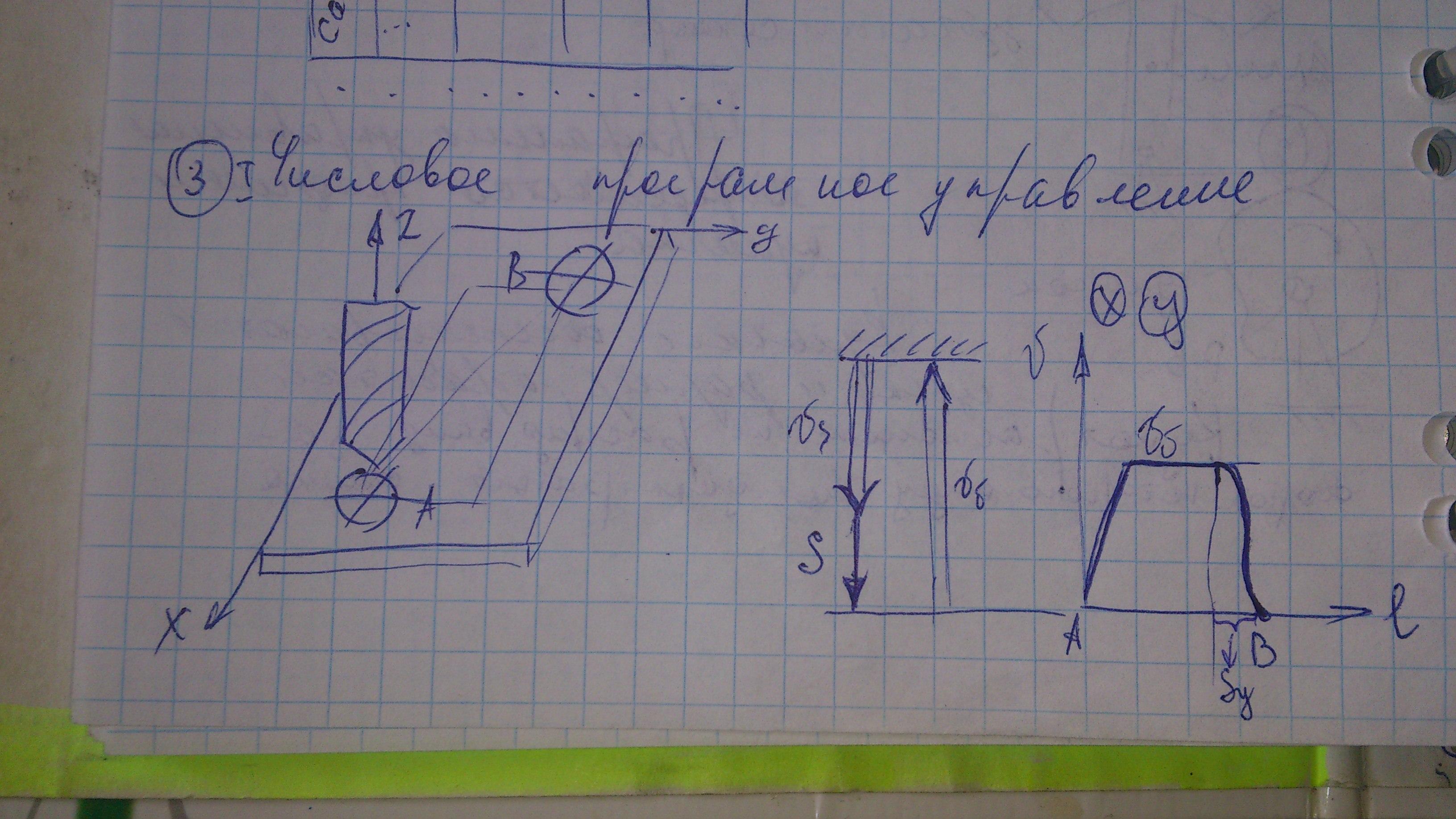
20 Токарные станки с ЧПУ. Кинематическая структура станка с ЧПУ и её анализ.
Токарный станок — станок для обработки резанием (точением) заготовок из металлов и др. материалов в виде тел вращения. На токарных станках выполняют обточку и расточку цилиндрических, конических и фасонных поверхностей, нарезание резьбы, подрезку и обработку торцов, сверление, зенкерование и развертывание отверстий и т. д. Заготовка получает вращение от шпинделя, резец — режущий инструмент — перемещается вместе с салазками суппорта от ходового вала или ходового винта, получающих вращение от механизма подачи.
Развитие вычислительной техники привело к созданию станков с программным управлением.. Станки с ЧПУ заняли нишу между универсальными и агрегатными станками при производстве большой номенклатуры продукции (обеспечивается библиотекой программ обработки) относительно небольшими партиями (десятки- сотни штук). Малое время переналадки и высокая повторяемость обработки на станках с ЧПУ позволили резко увеличить выход годных деталей при многооперационной обработке. Базовыми системами ЧПУ в СССР были НЦ-31 и 2Р22 (токарная группа) и 2С42 и 2Р32 (фрезерная группа).

1основание служит для установки станка,2-станина для расположения всех остальных узлов,3-шпин бабка с коробкой скоростей,4-шпиндель,5-коробка подач,6-резцедержатель,7-поперечные салазки8-продольные салазки,9-фартук,10-задняя бабка,11-ходовой вал,12-ходовой винт,13-главный э/д

Главное движение:
Вр.э.дв. – Вр. шп.
nэ, об/мин – nшп, об/мин,
nэ*iп1*iv=nшп; iv= nшп/( nэ*iп1)
Продольная подача
Вр. Шп. – продольное поступательное движение салазок.
1 Об шп- (H=πmZрк) ->Sпрод
1 Об шп*iп2*is* π*m*Zрк= Sпрод
is= Sпрод/(1 Об шп*iп2 * π*m*Zрк)
Поперечная подача
Вр.шп. – поперечное перемещение.
1 Об шп - (H=tпопер) ->Sпопер.
1 Об шп*iп3* tпопер = Sпопер.
is= Sпопер./(1 Об шп*iп3*tпопер)
Нарезание резьбы
Вр.шп. – продольно-поступательное движение
1 Об шп- H=tпрод ->Sр, мм
1 Об шп*in4*is* tпрод =Sр
is= Sр/(1 Об шп*in4 * tпрод)
Констр.особенность станка с ЧПУ. Компоновка станка-компоновка токарного станка с ЧПУ аналогична компоновке станка с ручным управлением. Совр.станки с ЧПУ имеют наклон. Направл, что позволяет стружке свободно падать в корыто Анализ кинем. Стуктуры станков с ЧПУ аналогичен анализу станков с ручным управлением.


19 Токарные станки с ЧПУ. Кинематическая структура станка и ее анализ.
Предназначены для обработки деталей по заданной программе. Токарные станки с ЧПУ, составляющие самую значительную группу в парке станков с программным управлением, предназначены для наружной и внутренней обработки сложных деталей типа тел вращения. Повиду выполняемых работ они подразделяются на прутковые, центровые, патронные, патронно-центровые, карусельные.
Конструктивные особенности токарных станков с ЧПУ:
1. Массивная станина.
2. Вместо четырёхпозиционного резцедержателя применяется многопозиционная (6-8) револьверная головка.
3. Привод главного движения в станках с ЧПУ, в основном, имеет АКС с электромагнитными муфтами.
4. Привод подач может иметь два исполнения
- В качестве двигателя вращающего винты продольной и поперечной подачи используется электрогидравлический шаговый двигатель.
- Приводы продольной и поперечной подач
имеют индивидуальные высокомоментные
двигатели постоянного тока с датчиками
обратной связи.
Приводы продольной и поперечной подач
имеют индивидуальные высокомоментные
двигатели постоянного тока с датчиками
обратной связи.
ДУПШ – датчик углового поворота шпинделя.
Ф(В1); ФS1(П); ФS2(П2)
Цепь главного движения
Вр.ЭД1 – Вр.шп.
Nэ1*Iv*In=Nшп
Nэ1*Iv=Nшп/In
Цепь продольных подач
Nэ2*In2*Tz=Sпрод Nэ2=Sпрод/In*Tz
Аналогичено цепь поперечных подач (вместо Tz будет tx)
Винторезная цепь:
1 об.шп. – Sрезьбы, мм
1 об.шп. – Nэ2, об
Nэ2*Iп2*tz=Sp, Nэ2= Sp/( Iп2*tz)
21 фрезерные станки. Основные типы станков фрезерной группы и их характеристика. Область применения.
Фрезерные станки — универсальный инструмент с многолезвийным режущим инструментом — фрезой; главное движение — вращение фрезы. Шпиндель, несущий фрезу, вертикален, но его во многих случаях можно устанавливать под углом к заготовке. Движение стола, осуществляемое вручную или с помощью механического привода, точно контролируется по градуированным лимбам на ходовых винтах и по прецизионным шкалам с оптическим увеличением.
Во фрезерных станках главное движение (вращательное) совершает фреза, а движение подачи может выполнять либо заготовка, либо фреза.
Фрезерные станки предназначены для обработки с помощью фрезы плоских и фасонных поверхностей, тел вращения, зубчатых колёс и т. п. металлических и других заготовок. При этом фреза, закрепленная с помощью цанги в шпинделе фрезерного станка совершает вращательное (главное) движение, а заготовка, закреплённая на столе, совершает движение подачи прямолинейное или криволинейное. Управление может быть ручным, автоматизированным или осуществляться с помощью системы ЧПУ.
Наиболее распространенными типами являются консольные (горизонтальные, вертикальные) и безконсольные фрезерные станки.
Горизонтальные консольно-фрезерные станки имеют горизонтально расположенный, не меняющий своего места шпиндель. Стол может перемещаться перпендикулярно к оси шпинделя в горизонтальном и вертикальном направлениях и вдоль оси, параллельной ей.
Универсальные консольно-фрезерные станки отличаются от горизонтальных тем, что имеют стол, который может поворачиваться на требуемый угол.
Вертикальные консольно-фрезерные станки имеют вертикально расположенный шпиндель, перемещающийся вертикально и в некоторых моделях поворачивающийся. Стол может перемещаться в горизонтальном направлении перпендикулярно к оси шпинделя и в вертикальном направлении.
Широкоуниверсальные консольно — В отличие от универсальных станков имеют помимо основного горизонтального шпинделя приставную головку со шпинделем, поворачивающимся вокруг вертикальной и горизонтальной осей.
Бесконсольно-фрезерные станки имеют шпиндель, расположенный вертикально и перемещающийся в этом направлении. Стол перемещается только в продольном и поперечном направлениях.
Продольно — фрезерные станки имеют стол, который может перемещаться только в продольном направлении по направляющим поверхностям станины. Вертикальные и поперечные перемещения получают шпиндельные бабки и шпиндели. Могут иметь, до двух вертикальных и до двух горизонтальных шпинделей при одно- и двухстоечном исполнениях.
Объемно — фрезерные станки По принципу действия делятся на станки прямого и следящею копирования, осуществляемого путем ощупывания модели копировальным пальнем, а также программного управления, работающие одновременно и непрерывно по трем взаимно перпендикулярным координатам.
Фрезерные станки непрерывного действия Непрерывного действия (карусельные) имеют вертикально расположенный шпиндель (шпиндели), установочно перемещающиеся по вертикали, и круглый стол, который может непрерывно вращаться со скоростью рабочей подачи, закрепление и обработка заготовок многопозиционные.
Шпоночно — фрезерные станки Имеют вертикальный шпиндель, осуществляющий вращательное и одновременно с ним планетарное движение. Стол перемещается возвратно-поступательно в продольном направлении. Рабочий цикл автоматизирован. Примерами этих станков могут быть станки моделей 6Д91, 6Д92 и т. д.


1-основаное,2-станина,3-коробка скоростей,4-главный ЭДв,5-шпиндель,6-хобот,7-серьга,8-оправка,9-фреза,10-консоль,11-коробка подач со своим приводом,12-поперечные салазки,13-продольные салазки,14-шпиндельная головка. Фv(В1), ФS1(П2), ФS2(П3), ФS3(П4), ФS4(П2 П3), ФS5(П2 П3 П4).
22, 23 Горизонтально-консольный фрезерный станок с ручным управлением. Кинематическая структура станка, особенности конструкции.+ Вертикально-консольный фрезерный станок с ручным управлением. Кинематическая структура станка, особенности конструкции.
Горизонтально-консольный фрезерный станок:
В ертикально-консольный
фрезерный станок (остальная часть как
у горизонтального):
ертикально-консольный
фрезерный станок (остальная часть как
у горизонтального):

1-основаное,2-станина,3-коробка скоростей,4-главный ЭДв,5-шпиндель,6-хобот,7-серьга,8-оправка,9-фреза,10-консоль,11-коробка подач со своим приводом,12-поперечные салазки,13-продольные салазки,14-шпиндельная головка. Фv(В1), ФS1(П2), ФS2(П3), ФS3(П4), ФS4(П2 П3), ФS5(П2 П3 П4).
Кинематическая структура вертикального станка (горизонтальный-аналогично):
Г оризонтально-фрезерный
станок Отличается от универсально-фрезерного
станка отсутствием поворотного
устройства, то есть стол станка может
перемещаться только перпендикулярно
или вместе с салазками параллельно оси
шпинделя. Используется при обработке
цилиндрическими, угловыми и фасонными
фрезами плоских и фасонных поверхностей
заготовок из различных материалов.
Могут также использоваться торцовые и
концевые фрезы.
оризонтально-фрезерный
станок Отличается от универсально-фрезерного
станка отсутствием поворотного
устройства, то есть стол станка может
перемещаться только перпендикулярно
или вместе с салазками параллельно оси
шпинделя. Используется при обработке
цилиндрическими, угловыми и фасонными
фрезами плоских и фасонных поверхностей
заготовок из различных материалов.
Могут также использоваться торцовые и
концевые фрезы.

Горизонтально-фрезерный станок (1 — фундаментная плита, 2 — станина, 3 — консоль, 4 — салазки, 5 — стол, 6 — хобот, 7 — оправка со фрезой)
Вертикальный консольно-фрезерный станок В отличие от горизонтально-фрезерного имеет вертикально расположенный шпиндель, который в некоторых моделях станков допускает смещение вдоль своей оси и поворот вокруг горизонтальной оси, расширяя тем самым технологические возможности станка.

Вертикально-фрезерный станок (1 — фреза, 2 — шпиндель, 3 — хобот, 4 — станина, 5 — стол, 6 — салазки, 7 — консоль, 8 — фундаментная плита)
24 Фрезерные станки с ЧПУ. Кинематическая структура фрезерного станка с ЧПУ, особенности конструкции.
Отличительные конструктивные особенности:
-отсутствие коробки подач;
-все приводы перемещения испольнит. Органов индивидуальны;
-двигатели в приводе подач регулируемые для возможности бесступенчатого изменения скорости;
-с-ма ЧПУ контурная,к-я позволяет согласовать скорости движения по координатам для формирования криволинейных поверхностей;
-компоновка фрез. станков с ЧПУ вертик-я, обработка ведется концевыми фрезами;
- в большинстве станков с ЧПУ вертик. перемещение имеет шпинд. головка , а не консоль.

Фv(В1); Фs1(П2); Фs2(П2); Фs3(П4)
25 Сверлильные и расточные станки. Основные типы и их технологические возможности. Область применения.
Сверлильные станки предназначены для обработки отверстий в сплошном материале, рассверливания, зенкерования и развертывания уже существующих в заготовке отверстий, нарезания внутренних резьб, вырезания дисков из листового материала и выполнения подобных операций сверлами, зенкерами, развертками, метчиками и другими инструментами.
Основными параметрами сверлильного станка являются наибольший условный диаметр сверления отверстия (по стали), вылет и максимальный ход шпинделя и т.д.
В зависимости от области применения различают следующие сверлильные станки:
1. Вертикально - сверлильные станки применяют преимущественно для обработки отверстий в деталях сравнительно небольшого размера. Для совмещения осей обрабатываемого отверстия и инструмента на этих станках предусмотрено перемещение стола станка вместе с заготовкой относительно инструмента. Вертикально - сверлильный станок 2Н135
2. Радиально - сверлильные станки используют для сверления отверстий в деталях больших размеров. На этих станках совмещение осей отверстий и оси шпинделя с инструментом достигается перемещением шпиндельной бабки по направляющим поворотной траверсы относительно неподвижной детали.
3. Горизонтально-расточной станок предназначен для растачивания и сверления отверстий, фрезерования и обтачивания вертикальных плоских поверхностей набором фрез или резцом, нарезания резьб и других операций при обработке заготовок корпусных деталей в мелкосерийном и серийном производстве.
4. Координатно -расточные станки предназначены для обработки отверстий с высокой точностью и их взаимным расположением относительно базовых поверхностей в корпусных деталях, кондукторных плитах, штампах в единичном и мелкосерийном производстве.
26 Вертикально-сверлильный станок с ручным управлением. Кинематическая структура станка, особенности конструкции.
Вертикально-сверлильный

1-основание;2-колонна(станина);3-шпинд бабка(агрегат).в ней расположены привод главного движения с коробкой скоростей, привод подач с коробкой подач и механизмом подач.4-э/дв-ль;5-шпиндель;6-стол.


27
Вертикально-сверлильный
станок с ЧПУ. Кинематическая структура
с танка,
особенности конструкции.
танка,
особенности конструкции.
Сверлильные станки с ЧПУ
1-основание;2-колонна(станина);3-шпинд бабка;4-шпиндель;5-э/дв главного движения;6-э/дв вертик;7- продольный стол;8-поперечные салазки.
28 Многоцелевые станки на базе сверлильных и расточных станков с ЧПУ. Особенности конструкции, область применения.
Многоцелевые станки.
Позволяют осуществлять переходы обработки, присущие станкам различных технологических групп, например, сверлильно-фрезерно-расточные станки, оснащаются системами ЧПУ контурными или комбинированными Ф3 или Ф4.
Первые многоцелевые станки появились на базе координатно-расточных и горизонтально-расточных станков.
Особенности:
-наличие механизма автоматической смены инструмента;
-автоматическое переключение частоты вращения шпинделя
Существуют многоцелевые станки, созданные на базе токарных
Эти станки могут выполнить кроме токарных переходов сверление фрезерование и др.
Кроме основного шпинделя для токарной обработки имеют шпиндели приводного инструмента (сверла,концевые фрезы), Расположенные в револьверной головке суппорта.
П риводной
инструмент работает или при неподвижном
основном шпинделе или ему придается
движение круговой подачи
риводной
инструмент работает или при неподвижном
основном шпинделе или ему придается
движение круговой подачи
Станки с контршпинделем (2 основной шпиндель)
Оба шпинделя находятся на одной осевой линии.
Контршпиндель нах-ся на месте задней бабки,кот имеет возможность продольного перемещения. служит для обработки детали с другой стороны по отношению к первому шпинделю.
