

Шпоры
.pdf30. Типовые конструкции штампов для вытяжки деталей с фланцем, ступенчатой и конической формы.
С фланцем:
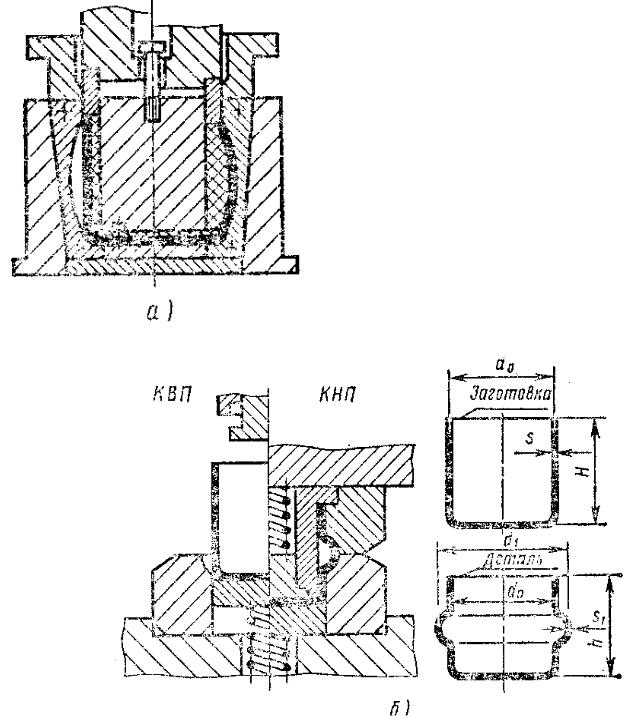
Типовая конструкция вытяжного штампа со складкодержате-лем 2, действующим от буфера универсального пресса, приведена на рис. 229, а. Передаточным звеном между буфером~пресса и складкодержателем служат буферные шпильки /. Готовая деталь удаляется из матрицы 4 в конце подъема ползуна через выталкиватель 5 и толкатель 6. Если дно штампуемой детали плоское и расположено перпендикулярно оси вытяжки, то при сомкнутом штампе между выталкивателем 5 и верхней плитой 3 оставляется зазор z, т. е. допускается работа без «жесткого» удара.
Процесс преобразования листовой заготовки в полую с применением складкодержателя сопровождается сложным нагру-жением материала особенно в зоне фланца. Фланец испытывает тангенциальное сжатие от сжимающего напряжения а, (рис.229,6), что является главной деформацией материала этой зоны, радиальное растяжение от растягивающего напряжения ог и
сжатие |
от |
нормального |
|
напряжения, |
|
которое |
имеет |
большое |
значение |
для |
|
формообразования.
Конической формы:
Вытяжка низких конических деталей обычно вып-ся за 1 операцию, но осложняется тем, что ст. деформации заготовки невелика (за исключением мест, прилегающих к закругленным кромкам пуансона), вследствие чего вытяжка «распружинивает» и теряет свою форму. Поэтому надо увеличить давление прижима и
Рис. 229. Вытяжка полого стакана с прижимом заготовки
создать в деформируемой заготовке значит-е растягив-е напряж-я, превышающие предел упругости
материала, посредством примен-я матрицы с вытяжными ребрами (рис. 134, а).
На рис. 134, б показан другой способ вытяжки неглубоких, но широких конусов (ламповых рефлекторов), производимой в штампе с коническим прижимом. Вытяжка такого типа деталей хорошо осущ-ся также гидравлической штамповкой. Вытяжка конических деталей средней глубины в большинстве случаев производится за 1 операцию. Лишь при малой относительной толщине заг-ки, а также при наличии фланца треб-ся 2 или 3 операции вытяжки. При штамповке деталей из сравнит-но толстого материала (S/D)100>2,5, с

небольшой разницей диаметральных р-ров, вытяжка может происходить без прижима, аналогично вытяжке цилиндрических деталей. В данном случае необходима калибровка в конце рабочего хода глухим ударом. При изготовлении тонкостенных конических деталей со значит. разницей диаметров дна и верха вначале вытягивают более простую округленную форму с поверхностью , равной поверхности готовой детали, а затем в калибровочном штампе получают окончат. форму. Технологические расчеты переходов здесь те же, что и при вытяжке цилиндрических деталей с фланцем. mn = dn/dn-1 , dn и dn-1 – диаметры текущей и предыдущей вытяжек.
Ступенчатой формы:
Особый интерес представляет сдвоенный процесс, сочетающий обычную вытяжку с выворотной.
Большой эффект приносит выворотная вытяжка при штамповке деталей ступенчатой формы. Характерным примером является многопереходный процесс штамповки глубоких деталей типа фар для автомобилей. Вначале вытягивается цилиндр или полусфера, а затем в противоположном направлении (выворотно) осуществляется дотяжка заготовки с получением заданной формы изделия.
а)
Схемы выворотной (реверсивной) вытяжки

31. Типовые конструкции штампов для отбортовки.
Отбортовочные штампы могут быть разделены на две группы: штампы без прижима заготовки и штампы с прижимом заготовки. Штампы без прижима заготовки применяются лишь при отбор-товке крупных изделий, где нет опасения перетяжки заготовки во время отбортовки. Полного зажима заготовки обычно можно достичь применением отбортовочных штампов второй группы с сильным прижимом.
На рис. 207, а представлен отбортовочный штамп с нижним прижимом, действующим от резинового буфера 1, помещенного под штампом, который передает давление через шайбу 2 и стержни 3 на прижимную пластинку 5. При опускании верхней части штампа заготовка 6, уложенная на пластинке 5 так, что отбортовочный пуансон 4 верхним своим выступом входит в предварительное отверстие, сначала зажимается матрицей 7, а затем уже отборто-вывается. Выталкивание изделия из верхней части штампа после отбортовки можно осуществить при, помощи обычного жесткого выталкивателя (стержня), действующего от самого пресса, или, как показано на рисунке, при помощи пружин 9 и выталкивателя 8.
При отбортовке более крупных изделий вместо резинового буфера или пружины лучше применять пневматические или гидропневматические устройства.
На рис. 207, б изображен подобный штамп с верхним прижимо для отбортовки отверстия в муфте сцепления трактора. Здесь прижим изделия 4 осуществляется при опускании верхней части штампа пластиной 3, находящейся под действием шестнадцати пружин 2, расположенных по окружности вокруг отбортовочного пуансона 1.
Прижим кольцевой части материала снизу в процессе отбортовки и последующее выталкивание изделия из матрицы 5 после отбортовки производится выталкивателем 6, получающим движение через стержни 7 от нижней пневматической подушки пресса.

32. Типовые конструкции штампов для раздачи.
Конструкция штампа для раздачи зависит от требуемой степени деформации, которая
характеризуется коэффициентом раздачи Кразд. Если Кразд > Кразд. предел. , когда местная потеря устойчивости исключена, то применяют простой открытый штамп с коническим пуансоном
(для свободной раздачи) и нижним цилиндрическим фиксатором по внутреннему диаметру трубной заготовки, который закреплен на нижней плите штампа.
При более высоких степенях деформации,
когда Кразд < Кразд.прел. применяют штампы со скользящим внешним подпором (рис. 1).
Рис 1. Штампы для раздачи концов трубчатых заготовок со скользящим внешним подпором.
Штамп состоит из верхней плиты 1 и закрепленных на ней конического пуансона 2 и стержневых толкателей 3. На нижней плите 7 закреплена цилиндрическая опорная оправка 5, диаметр которой D равен наружному диаметру трубной заготовки. По оправке перемещается подпорная втулка 4, опирающаяся на пружины 6. Когда втулка находится в верхнем положении (показано на рисунке штриховой линией), заготовка устанавливается на заплечик оправки 5, причем заготовка выступает из втулки на
(0,2-0,3) D.
При опускании верхней части штампа конический пуансон входит во внутрь заготовки и начинает раздавать ее.
Одновременно толкатели 3 нажимают на подпорную втулку 4 (сжимая пружины 6) и перемещают ее по оправке вниз, давая этим возможность пуансону осуществить полную раздачу трубной заготовки до
требуемых размеров. При обратном ходе пружины 6 поднимают втулку 4 вверх вместе с отштампованной деталью.
Операция в основном предназначена для увеличения диаметра цилиндрической заготовки для
стыковки труб. Оптимальный угол раздачи 10300.
1 |
3 |
2 |
Рис 2.1-пуансон, 2-втулка, 3-толкатель, 4- |
|
|
||
|
|
стержень выполн-ий роль опоры. В штампах где |
|
|
|
|
нет вероят-ти потери усто-ти применяют |
|
4 |
|
штампы без поддержки свободной части |
|
|
заготовки. |
Если диаметр исходной полой цилиндра d0 , то наибольший диаметр d1 , до которого можно осуществить раздачу (Рис 3).
d1 ,=Kразд * d0 , где Kразд – коэффициент раздачи зависящий от относительной толщины
заготовки. s/d0=0,04 Kразд=1,46 s/d0=0,14 Kразд=1,68. Толщина материала при раздачи уменьшается. Наименьшую толщину в месте наибольшего растяжения определяют по
формуле. s1= s √ 1/ Kразд
Раздачу можно осуществлять на краях полой заготовки или на ее средней части в штампах с разъемными матрицами, эластичными средами и другими способами.
Размеры заготовки для раздачи определяют исходя из равенства объемов заготовки и детали без учета изменения толщины металла.
Рис 3. а- эластичным пуансоном. б- в разъемных матрицах.

33. Типовые конструкции штампов для обжима.
Штампы для обжима подразделяются на две группы: штампы для свободного обжима и штампы с подпорами заготовки. Штампы первой группы имеют лишь направляющие устройства для трубчатой или полой заготовки, без внутренних или наружных подпоров, вследствие чего возможна потеря устойчивости при обжиме. Для предотвращения потери устойчивости заготовка за одну операцию получает такое формоизменение, при котором потребная сила обжима будет меньше критического.
Рис. 1. Схемы штампов для свободного обжима концов – деталей.
На рис. 1 показаны две схемы штампов свободного обжима: на первом штампе производится обжим конца трубы 3 (рис. 1, а) в неподвижной матрице а на втором штампе обжим горловины
на полом изделии 3 (рис. 1, б) осуществляется подвижной матрицей 1, закрепленной на верхней плите штампа при помощи матрицедержателя 5. Для фиксации заготовки имеется цилиндрический поясок или на матрице /, или на плите 4. Удаление деталей производится выталкивателем 2, работающим от нижнего или от верхнего буфера. Длина обжатой части устанавливается изменением величины хода пресса.
На рис. 2, а представлена схема штампа с наружным подпором; в нем
часть заготовки, не подвергающаяся обжиму, охватывается наружной обоймой 2, предотвращающей потерю устойчивости и выпучивания заготовки наружу. Благодаря этому в таких штампах можно дать большую степень деформации, чем в штампах без подпоров. Для облегчения установки заготовок и удаления обжатых деталей из обоймы 2, она делается разъемной; в нерабочем состоянии она разжимается пружинами 1. Смыкание обоймы вокруг заготовки производится при перемещении верхней части штампа вниз клиньями 4. Для удаления обжатой детали из матрицы 5 в штампе предусмотрен выталкиватель 3, действующий от пружины 6 или от поперечины в ползуне пресса.
Имеются также штампы со скользящей наружной обоймой, подпирающей заготовки по всей недеформированной ее части.
На рис. 2, б и в изображены штампы для обжима концевой части трубы или полой заготовки по сфере, снабженные наружным (рис. 2, в) или наружным и внутренним (рис. 2, б) подпорами заготовки.

Рис. 2. Схемы штампов для обжима концов деталей с подпорами Эти штампы позволяют за одну операцию произвести значительные формоизменения,
благодаря чему снижается количество операций при многооперационной штамповке. В штампе, предназначенном для обжима концевой части трубы (рис. 2, б), трубная заготовка устанавливается в зазор между наружной скользящей обоймой 2 и внутренним стержнемоснованием 3, на котором имеется ступенька для опоры торца заготовки. В отверстие стержня 3 запрессован вкладыш, имеющий сферическую головку, по которой обжимается заготовка. В штампе для обжима полой заготовки (рис. 2, в) вкладыш 6 отсутствует. Заготовка устанавливается по обойме 2 и стержню-основанию 3.
При ходе ползуна пресса вниз матрица 1 перемещает скользящую обойму 2 вниз, производит обжатие заготовки по сфере. Обойма действует от нижнего буфера через стержни 4, скользящие в нижней плите 5. Выталкивание детали производится при ходе пресса вверх вкладышем 6, также соединенным с нижним буфером.
Операция широко используется для производства гильз. Оптимальный угол конусности 15-200. Особенностью штампов яв-ся необходимость обеспечивать устойчивость заготовки в процессе обжима. Штампы делятся: 1.без подпора заготовки 2. с подпором заготовки. Без подпора используется редко и для относительно толстостенных заготовок.
Возможность обжима цилиндрических заготовок за одну операцию орпед-ся коэфф. обжима
(Рис 9).

d ,=Kобж * D , где Kразд – коэффициент раздачи зависящий от конструктивных особенностей штампа и рода материала. Таблица 5.
Kобж зависит и от относительной толщины материала. Для мягкой стали (α=200).- s/D=0,02 Kобж
=0,8 ; s/D=0,12 Kобж=0,65 .
С уменьшением угла конусности значение Kобж уменьшается. Толщина стенки в месте обжима ввиду сжатия металла увеличивается. Наибольшую толщину в месте наибольшего сжатия определяют по формуле.
s1= s √ 1/ Kобж
34. Конструирование штампов с рабочими элементами из твердого сплава.
Тв. Сплав- это керамика (не метал) карбид W. Тв. сплавы обладают повышенной склонностью к разрушению, поэтому только при соблюдении специальных конструкторскотехнолочических требований возможна надежная работа штампов с рабочими элементами из твердых сплавов, так называемых твердосплавных штампов, и повышение их стойкости в десятки и сотни раз по сравнению со штампами со стальными рабочими элементами. Современные конструкции твердосплавных штампов должны обеспечивать по сравнению со стальными повышенную жесткость, более точное и надежное направление верхней части штампа по отношению к нижней, максимальное приближение оси хвостовика к центру давления штампа, долговечность и надежность узлов съема и упругих элементов, повышенную износостойкость направляющих полосы, возможно большее число переточек и отсутствие концентрации напряжения по твердому сплаву.
Повышенная жесткость и прочность плит достигается увеличением их толщины. Для матриц с размером в плане 350х200 мм рекомендуется толщина нижней плиты 100-120 мм. Нижнюю и верхнюю плиты и плиту пакета изготавливают из стали 45. Эти плиты подвергают термообработке до твердости 30-35 HRC. Отклонение от плоскостности основания матрицы и прилегающей к нему поверхности нижней плиты штампа, а также тыльной части пуансонов с пуансонодержателем и прилегающей к ней поверхности верхней плиты (или промежуточной подкладной плиты) не должно превышать 0,005 мм. Несоблюдение этого требования может снизить стойкость штампа в несколько раз.
Винты для твердосплавных штампов изготавливают из стали 45, после чего их подвергают термообраб-ке. Следует учитывать, что даже незначительное растяжение винтов приводит к понижению стойкости твердосплавных штампов.
Более точное и надежное направление верхней части твердосплавного штампа по отношению к нижней по сравнению со стальным досгается применением напрвляющих качения (не менее 4). Рекомендуемый натяг в шариковых направляющих качения 0,01-0,015 мм. В некоторых случаях применяют натяг 0,02,-0,03 мм. Повышение натяга приводит к уменьшению стойкости направляющих. Однако натяг целесообразно повышать при вырубке тонкого материала толщиной до 0,5 мм или при работе на изношенном прессовом оборудовании. Стойкость направляющих качения составляет 10-16 млн. рбочих циклов в зависимости от величины натяга. Колонки и втулки изготавливают из стали ШХ15. После термообр. Их твердость 59-63 HRCэ. Направляющие качения применяют при вырубке материала толщиной до 1,5мм.
Устранение концентрации напряжений в твердом сплаве достигается округленней углов в окнах матриц радиусом 0,2—0,3 мм (за исключением рабочего угла в окне шагового ножа штампа последовательного действия) и определением толщины матрицы, минимальной ширины ее стенки и расстояния между рабочими окнами на основе соответствующих расчетов.
Обеспечение долговечности и надежности элементов съема н направления полосы достигают за счет армирования съемников закаленными стальными пластинами и твердосплавными элементами, применения твердосплавных направляющих стержней и отлипателей для направления и подъема полосы, использования новых конструкций съемников. Наиболее распространены два типа отлипателей: обеспечивающие направление полосы при движении ее над матрицей (рис. 1а) и не обеспечивающие его (рис. 1, б). Применение последних требует наличия в штампе отдельных элементов для направления полосы.

Подвижные съемники в большинстве случаев выполняют на направляющих качения. Наибольшей жесткостью обладают направляющие, если колонки жестко закреплены на съемнике (рис. 2). Чтобы избежать перекосов, возникающих из-за наличия на ленте заусенцев, съемник не прижимают к ленте; зазор между ним и лентой состав-лист 0,5—0,8 мм (рис. 3).
При вырубке деталей из материала толщиной свыше 0,5 мм применяют, как правило,
штампы с неподвижным съемником. Детали, вырубленные в этих штампах, по плоскостности незначительно уступают полученным в штампах с подвижным съемником, так как вырубка происходит при острых рабочих кромках пуансонов и матриц. Повышение жесткости пуансонов достигается уменьшением их длины до минимально допустимой и применением ступенчатых пуансонов. Необходимо, чтобы пуансон был надежно закреплен в пуансонодержателе. Как правило, толщина пуансонодержателя должна быть не менее 1/3 высоты пуансона.
Конструкции рабочих деталей штампов. Конструкции твердосплавных штампов во многом зависят от методов изготовления основных формообразующих деталей, в частности матриц. Наиболее распространены два метода обработки матриц: алмазное шлифование и