

7. Теоретические основы разделения нефтяных эмульсий.
Эмульсия – гетерогенная система, состоящая из двух несмешивающихся или малосмешивающихся жидкостей, одна из которых диспергирована в другой в виде мелких капелек (глобул) диаметром, превышающим 0,1 мкм.
Эмульсии с диаметром глобул от 0,1 до 20 мкм считаются мелкодисперсными, 20-50 мкм – средне- и более 50 мкм – грубодисперсными. Нефтяные эмульсии бывают двух типов: «нефть в воде» (гидрофильная) и «вода в нефти» (гидрофобная). Цвет эмульсии от желтого до темно-коричневого, консистенция от сметано- до мазеподобной. Вязкость нефтяных эмульсий возрастает с увеличением содержания воды (до 60-80 %), а затем падает.
Стойкость эмульсии зависит от наличия в ней эмульгаторов – веществ, растворимых в одной из жидкостей и образующих как бы пленку, обволакивающую капельки и препятствующую их слиянию.
Эмульгаторы бывают гидрофильные и гидрофобные. К гидрофильным эмульгаторам, хорошо растворимым в воде и не растворимым в нефти, относятся натриевые соли нафтеновых кислот, сульфокислоты и др.; к гидрофобным эмульгаторам, хорошо растворимым в нефти и не растворимым в воде, – нафтенаты, тонкоизмельченные частицы глины, окислы металлов (особенно Са, Mg, Fe, Al), смолисто-асфальтеновые вещества и др. Наличие эмульгаторов способствует образованию эмульсии, отвечающей по типу названию эмульгатора.
Другая причина стойкости эмульсии – накопление зарядов статического электричества на каплях воды и твердых частицах. Под влиянием этих зарядов происходит взаимное отталкивание частиц воды.
8. Технология обезвоживания и обессоливания нефти.
Блок ЭЛОУ предназначен для обезвоживания и обессоливания сырой нефти.
В процессе обезвоживания и обессоливания нефти удаляются лишь олеофобные, нерастворимые в нефти капли воды с растворенными в ней солями (в основном хлоридами). При снижении содержания солей в нефти с 40-50 мг/л до 3-5 мг/л межремонтный пробег установки прямой перегонки нефти увеличивается со 100 до 500 сут и более. Уменьшается коррозия аппаратуры, снижаются расходы катализаторов в каталитических процессах, улучшается качество газотурбинных и котельных топлив, коксов и битумов.
В основе процесса обезвоживания лежит разрушение нефтяных эмульсий, которые образуются при добыче нефти за счет закачки воды в пласт. (Нефть смешивают с пресной водой, создавая искусственную эмульсию (но с низкой соленостью), которую также подвергают расслаиванию и отводят воду на установку по очистке, а потом снова закачивают в пласт для поддержания пластового давления и вытеснения нефти).
Основными факторами, определяющими устойчивость эмульсии вода – нефть, являются:
1) физико-химические свойства нефти (плотность, вязкость);
2) концентрация и тип природных эмульгаторов (кальциевые и магниевое соли нафтеновых кислот; нефтяные смолы и асфальтены; карбены, карбоиды, высокодисперсные частицы парафина и церезина);
3) pH водной фазы;
4) средний диаметр глобул воды;
5) время «жизни» эмульсии;
6) температура.
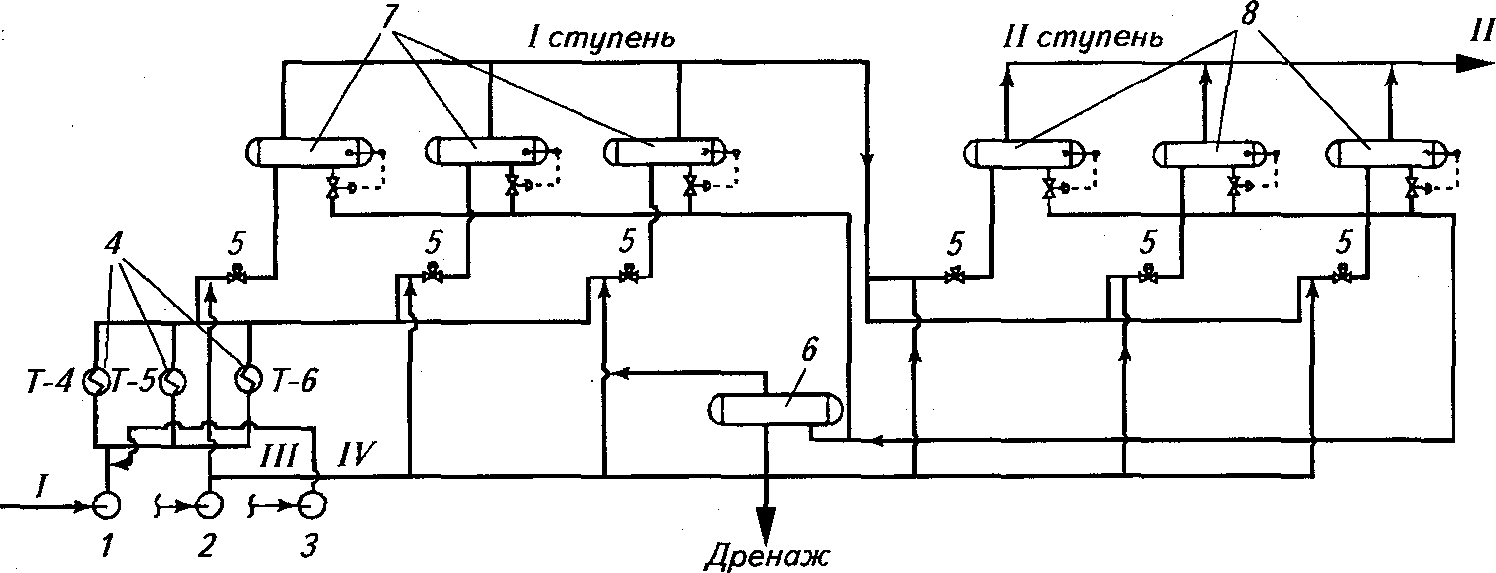
Принципиальная схема ЭЛОУ с двухступенчатым обезвоживанием и обессоливанием нефти:
1 – насос сырой нефти;
2 – насос подачи воды;
3 – насос подачи деэмульгатора;
4 – теплообменники нагрева нефти;
5 – смесительные клапаны;
6 – емкость отстоя дренажной воды;
7, 8 – электродегидраторы I и II ступени соответственно;
I – сырая нефть;
II – обессоленная и обезвоженная нефть;
III – промывная вода;
IV – деэмульгатор.
Сырая нефть насосом 1 прокачивается через теплообменники, тепловые подогреватели 4 и с температурой 110-120 °С поступает в электродегидратор I ступени.
Перед сырьевым насосом 1 в нефть вводится деэмульгатор IV, а после паровых подогревателей 4 – раствор щелочи. Введение раствора щёлочи для нефтей с низким значением рН содержащейся в них воды необходимо для обеспечения нейтральной среды, что положительно влияет на эффективность процесса.
Кроме щелочи и деэмульгатора в нефть добавляется отстоявшаяся вода, которая отводится с электродегидратора II ступени и закачивается в инжекторный смеситель 5. Предусмотрена также подача свежей воды в количестве 5-10% (масс.) на нефть. В смесителе 5 нефть равномерно перемешивается со щелочью и водой.
Нефть поступает вниз электродегидратора через трубчатый распределитель, обессоленная нефть выводится из электродегидратора I ступени сверху через коллектор. Благодаря такому расположению устройств ввода и вывода нефти обеспечивается равномерность потока по всему сечению аппарата.
Отстоявшаяся вода (из 6) отводится через дренажные коллекторы в канализацию или в дополнительный отстойник (в случае нарушения процесса отстоя в дегидраторе).
Из электродегидратора I ступени сверху не полностью обезвоженная нефть поступает в электродегидратор II ступени, с верха которого обезвоженная и обессоленная нефть II отводится с установки в резервуары, а на комбинированных установках нефть нагревается и подается в ректификационную колонну атмосферной перегонки.
Подача деэмульгатора, в зависимости от природы нефти и типа эмульгатора, производится иногда в несколько точек технологической схемы. Это объясняется тем, что часть поданного деэмульгатора адсорбируется на диспергированных в нефти твердых частицах, что снижает его деэмульгирующую способность. Поэтому для нефтей с высоким содержанием парафинов, смолистоасфальтеновых веществ и механических примесей целесообразна подача деэмульгатора еще и перед электродегидратором. При этом количество деэмульгатора может вдвое превышать его первоначальную подачу в сырье перед сырьевым насосом. Такое дифференцированное распределение деэмульгатора применяется в тех случаях, когда он расходуется в минимально требуемых количествах – обычно около 5 г/т.
На современных ЭЛОУ обеспечивается остаточное содержание солей в нефти 3-5 мг/л. На многих заводах проведена работа по уменьшению расходных показателей, в частности деэмульгатора до 5-10 г/т без ущерба для качества обессоливания.