

3.4.1. Планировка производственного участка
Планировка участка обычно сочетается с выбором средств межоперационного транспорта. Она должна отвечать принципу прямоточности, т.е. предусматривать возможность передачи деталей между станками по кратчайшему расстоянию с наименьшими затратами времени и наименьшим использованием производственной площади. Этому требованию, как правило, удовлетворяет расстановка оборудования на участке в последовательности операций технического процесса.
При планировке необходимо: предусмотреть удобные подходы к станкам (оборудованию) для проведения ремонта и обслуживания; выделить необходимые площади для размещения магазина-накопителя деталей (МД) и подходы к ним; предусмотреть площади для размещения устройств ЧПУ, устройств управления ПР (УУР), магазинов хранения инструментов (МИ) и приспособлений (МП); предусмотреть места для проведения контроля качества продукции (КК). Эта дополнительная площадь определяется с помощью коэффициента КДП (прил. 11).
Расстановка оборудования зависит от характера обрабатываемых деталей, вида используемого оборудования, вида транспортных средств, уровня механизации и автоматизации транспортировки объектов производства, степени и характера участия человека в производственном процессе, постоянства и разнообразия номенклатуры обрабатываемых деталей и других факторов.
Планировка участка зависит от вида организации транспортной сети, т.е. схемы грузопотоков. Существуют три основные схемы: прямоточно-возвратная, с замкнутой трассой и с разветвлённой трассой. В соответствии с этим и выбирается форма компоновки оборудования, в частности, прямоугольная, круговая, П-образная, Г-образная, V-образная и др.
При формировании участков с прямоугольной формой компоновки технологического оборудования оно располагается вдоль прямоточно-возвратной трассы в одну или несколько линий (линейная компоновка), а транспортные средства перемещаются по напольным или подвесным направляющим трассы. Предположим, что в качестве транспортного средства используется подвижной ПР, тогда компоновка участка выглядит, как это показано на рис. 3.2. Если участок не роботизирован, то по указанной трассе могут перемещаться с грузом электрокары, ручные тележки, могут применяться мостовые краны (детали тяжёлые) и осуществляться ручная передача деталей (детали мелкие и лёгкие) с одного рабочего места на другое, но форма компоновки остаётся прямоугольной.
При формировании участков с круговой формой компоновки технологического оборудования оно располагается по окружности, в центре которой устанавливается промышленный робот для выполнения вспомогательных технологических операций, если участок роботизирован, а если участок не роботизирован, то в центре находится рабочий-многостаночник, который выполняет ручные операции (рис. 3.3).

Рис. 3.2. Линейная компоновочная схема расположения оборудования, обслуживаемого промышленным роботом:
ПР – подвижной промышленный робот; ТО – технологическое оборудование; ЧПУ – устройство числового программного управления; МИ – магазин инструмента; П – питатель заготовками; С – стол для деталей; Н – накопитель деталей; Тр – трасса промышленного робота

Рис. 3.3. Круговая компоновочная схема расположения оборудования, обслуживаемого промышленным роботом:
ПР – подвижной промышленный робот; обслуживающий оборудование в цилиндрической системе координат; ТО – технологическое оборудование; ЧПУ – устройство числового программного управления; МИ – магазин инструмента; П – питатель заготовками; С – стол для деталей; АС – автоматизированный склад; РЭК – робоэлектрокар; Н – накопитель деталей
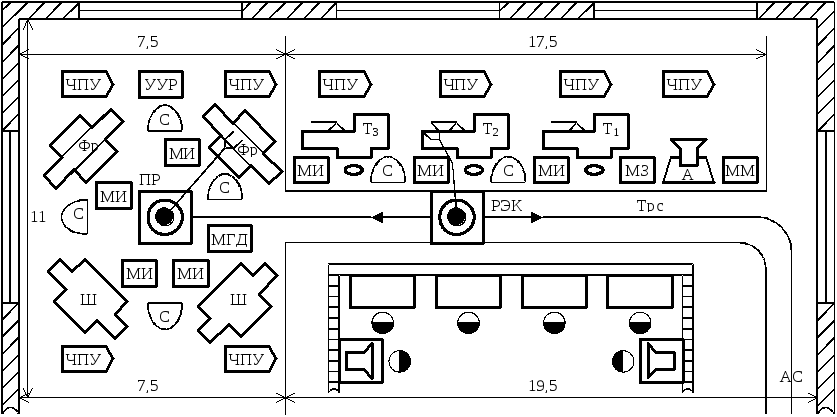

Рис 3.4. Планировка гибкого производственного участка:
А – автомат отрезной с ЧПУ; Т1, Т2, Т3 – роботизированные токарные станки с ЧПУ; Фр – фрезерный станок с ЧПУ; Ш – шлифовальный станок с ЧПУ; Трс – трасса для робоэлектрокара; РЭК – робоэлектрокар; ПР – подвижной промышленный робот, обслуживающий оборудование в цилиндрической системе координат; ММ – магазин материалов, поступающих из автоматизированного склада; МЗ – магазин заготовок; С – стол для деталей; МГД – магазин готовых деталей; МИ – магазин инструмента; УУР – устройство управления промышленным роботом; ЧПУ – устройство числового программного управления станками; АС – автоматизированный склад
П-образные и Г-образные формы компоновки технологического оборудования используются для сокращения продолжительности участков прямоугольной формы, если они превышают длину пролёта цеха (участка), и более компактного расположения оборудования, особенно в случае использования многостаночного обслуживания, многооперационных технологических процессов изготовления деталей и схем замкнутых трасс транспортной сети.
Для механической обработки деталей могут использоваться и линейно-круговые компоновки оборудования участков.
Рассмотрим планировку производственного участка на условном примере. Пусть имеем, что технологический процесс изготовления деталей состоит из шести операций (m=6); количество станков на каждой операции: CПР.1=1 – автомат отрезной с ЧПУ, CПР.2=CПР.3=CПР.4=1 – роботизированные токарные станки, CПР.5=2 – фрезерные станки с ЧПУ, CПР.6=2 – шлифовальные станки с ЧПУ; один робоэлектрокар и один подвижной промышленный робот, обслуживающий оборудование в цилиндрической системе координат.
Планировка гибкого производственного участка приведена на рис. 3.4.