книги / Основы САПР. CAD CAM CAE
.pdf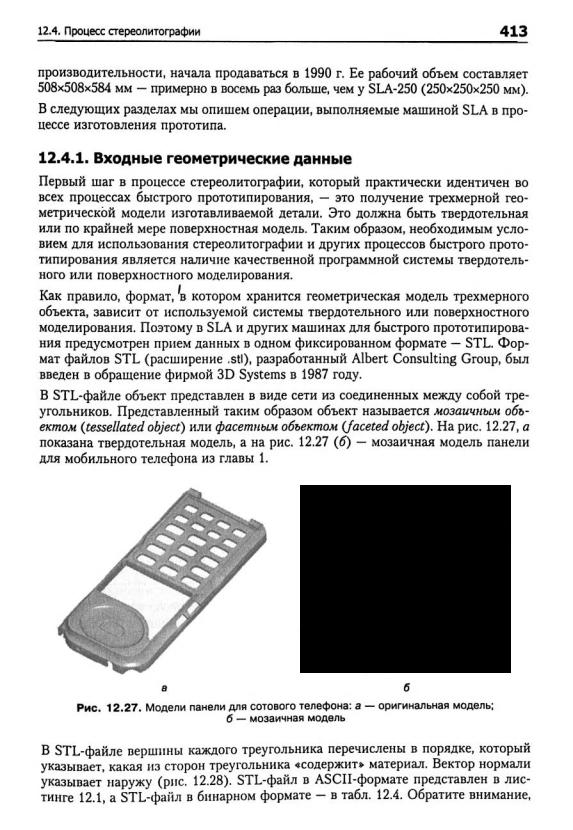
414 |
Глава 12. Быстрое прототипирование и изготовление |
что текстовая и бинарная версия SТL-файла не полностью совместимы. Бинар
ная версия содержит дополнительную информацию об атрибутах,.которая в на
стоящее время не используется. Формат ASCII предназначен для целей отладки
и тестирования. Преимущества и недостатки формата STL могут быть охаракте
ризованы следующим образом.
Рис. 12.28. Направление нормали ячейки в ФоРмате STL
Листинг 12.1. SТL-файл в формате ASCII
solid example
facet normal 6.89114779Е-02 -9.96219337E-Ol -5.28978631Е-02
outer loop
vertex 2.73239994E+Ol 1.08957005E+Ol 4.57905006E+Ol vertex 2.81019993E+Ol 1.09582005E+Ol 4.56250000E+Ol vertex 2.75955009E+Ol 1.09116001E+Ol 4.58456993E+Ol
endloop endfacet
..
endsolid example
Таблица 12.4. SТL-файл в ASCII бинарном представлении
Байт |
Тип |
Описание |
80 |
string |
Заголовок с общей информацией (например, |
|
|
об нснользусмой САD-системс) |
|
|
|
4 |
unsigпed long intcgcr |
Количество ячеек |
|
|
|
Определение первого треугольника |
|
|
|
|
|
4 |
tloat |
нормаль х |
|
|
|
4 |
float |
нормаль у |
|
|
|
4 |
float |
нормаль z |
|
|
|
4 |
float |
11Ср111111Ш1 Х |
|
|
|
4 |
tloat |
11Ср1111111а1 у |
|
|
|
4 |
float |
nсршшш1 z |
|
|
|
4 |
float |
всршшш2 х |
|
|
|
4 |
tloat |
nсршнна2 у |
|
|
|
4 |
float |
nсршнна2 z |
|
|
|

|
12.4. Процесс стереолитографии |
415 |
|||
|
|
|
|
|
|
|
|
Байт |
Тип |
Описание |
|
|
|
|
|
|
|
|
|
4 |
float |
вершиваЗ х |
|
|
|
|
|
|
|
|
|
4 |
f\oat |
вершипаЗ у |
|
|
|
|
|
|
|
|
|
4 |
f\oat |
вершиваЗ z |
|
|
|
||||
|
|||||
|
|
|
|
||
2 |
unsigned integer |
Количество байтов атрибутов должно быть уста- |
|||
|
|
|
|
вовлево равным нулю |
|
|
|
|
|
||
|
|
|
|
|
|
Определение второго треутольника
...
...
Преимущества
ОПростота преобразования. Структура SТL-файла очень проста, поскольку он
содержит только список плоских треугольников. Трехмерную модель можно
преобразовать в формат STL с помощью стандартных алгоритмов плоской триангуЛяции. Точностью выходных данных можно легко управлять, и воз
никающие вырождения минимальны.
ОШирокий диапазон входных данных. Любая форма трехмерной геометрии
может быть преобразована в триангулированную модель ввиду широкой при
менимости имеющихся алгоритмов поверхностной триангуляции.
ОПростой алгоритм расщепления. Алгоритм расщепления SТL-модели прост;
он включает лишь обработку набора треугольников'.
ОРазбиение SТL-моделей. Если рабочее пространство машины для быстрого
прототипирования мало по сравнению с размером модели, SТL-файл модели
необходимо разбить на несколько частей, которые смогут уместиться в этом пространстве. С SТL-файлом эту операцию выполнить легко. Однако разби
тые SТL-файл должны проверяться на корректность индивидуально.
Недостатки
ОМногословность и избыточность данных. Хранящиеся в файле данные о нор
малях ячеек являются избыточными, поскольку эти данные можно получить
из списка вершин ячеек путем их обхода в определенном порядке. Кроме
того, координаты одних и тех же вершин фигурируют в файле неоднократно,
поскольку каждая вершина принадлежит более чем одной ячейке.
ООшибки, обусловленные аппроксимацией. Основная проблема STL заключа
ется в его относительно неудачном способе представления кривых поверхно
стей, которые можно аппроксимировать лишь треугольными ячейками.
DОшибки округления. Ошибки округления в STL, возникающие при арифме
тических операциях с плаваюшей точкой, являются значительными из-за от сутствия топологической информации о модели.
1 Расщепление необходимо для того, чтобы предоставить машине для быстрого прототи
лировавия информацию о поперечных сечениях.