

Формулы расчета параметров автоматизированных систем с третьей формой концентрации операций
|
N |
Расчетный параметр |
Формы концентрации операций | ||
|
|
|
К111Пс |
К111Пр |
К111ПрПс |
|
1 |
2 |
3 |
4 |
5 |
|
1 |
Суммарное количество переходов, выполняемых за один цикл |
|
|
|
|
2 |
Длительность цикла теоретическая |
|
|
|
|
3 |
Производительность оборудования теоретическая |
|
|
|
|
4 |
Количество станков или автоматических линий для полной обработки детали |
|
|
|
|
5 |
Длительность цикла теоретическая |
|
|
|
|
6 |
Расчетная длительность полной обработки детали |
|
|
|
|
7 |
Производительность оборудования расчетная |
|
|
|
|
8 |
Себестоимость полной обработки детали |
|
|
|

![]() - расчетная
длительность полной обработки детали;
- расчетная
длительность полной обработки детали;
![]() -
коэффициент, учитывающий потери времени
на плановый ремонт оборудования
-
коэффициент, учитывающий потери времени
на плановый ремонт оборудования
![]() = 0,97;
= 0,97;
![]() - коэффициент,
учитывающий начисления на зарплату
- коэффициент,
учитывающий начисления на зарплату
![]() = 1,15;
= 1,15;
![]() - коэффициент,
учитывающий накладные расходы
- коэффициент,
учитывающий накладные расходы
![]() = 0,9 - 1,0;
= 0,9 - 1,0;
![]() -
коэффициент многостаночного обслуживания;
-
коэффициент многостаночного обслуживания;
![]() -
средняя минутная зарплата рабочего;
-
средняя минутная зарплата рабочего;
![]() -
стоимость станка или автоматической
линии;
-
стоимость станка или автоматической
линии;
![]() -
годовая программа деталей;
-
годовая программа деталей;
![]() - число рабочих
участков в линии;
- число рабочих
участков в линии;
![]() -
число параллельных участков в линии;
-
число параллельных участков в линии;
![]() -
число последовательных участков в
линии;
-
число последовательных участков в
линии;
![]() -
коэффициент наложения потерь
предшествующими участками на потери
последнего участка.
-
коэффициент наложения потерь
предшествующими участками на потери
последнего участка.
Выбор оптимального количества элементарных операций, которые целесообразно объединить на станке или линии, может осуществляться на основе нескольких критериев:
минимальной станкоемкости полной обработки деталей,
максимальной производительности,
минимальной себестоимости,
заданного срока окупаемости дополнительных капиталовложений
Графо-аналитический метод определения оптимальной концентрации
По результатам
расчетов себестоимости обработки детали
строится зависимость себестоимости от
числа инструментов в наладке (![]() ),
т.е.
),
т.е.![]() (Рис.1). На основе статистической обработки
данных по стоимости станков строят
зависимость стоимости оборудования от
(Рис.1). На основе статистической обработки
данных по стоимости станков строят
зависимость стоимости оборудования от![]() ,
т.е.
,
т.е.![]() .
Графически исключая переменную
.
Графически исключая переменную![]() ,
определяют зависимость себестоимости
,
определяют зависимость себестоимости![]() обработки от стоимости
обработки от стоимости![]() оборудования:
оборудования:![]() .
С этой же кривой графически совмещают
зависимость
.
С этой же кривой графически совмещают
зависимость![]() ,
полученную для заданного срока
,
полученную для заданного срока![]() окупаемости из формулы
окупаемости из формулы
![]() ,
,
где
![]() и
и![]() - стоимость оборудования соответственно
базового и нового;
- стоимость оборудования соответственно
базового и нового;
![]() и
и
![]() - себестоимость продукции соответственно
базовой и новой.
- себестоимость продукции соответственно
базовой и новой.
Если зависимости
![]() и
и![]() не
пересекаются на графике, значит
поставленная задача не имеет решения
при выбранном сроке окупаемости. Если
они пересекаются в одной точке (точке
касания), то соответствующее ей значение
не
пересекаются на графике, значит
поставленная задача не имеет решения
при выбранном сроке окупаемости. Если
они пересекаются в одной точке (точке
касания), то соответствующее ей значение![]() является единственно возможным решением.
При пересечении в двух точках может
быть выбрано значение
является единственно возможным решением.
При пересечении в двух точках может
быть выбрано значение![]() ,
соответствующее минимальной себестоимости,
или
,
соответствующее минимальной себестоимости,
или![]() ,
соответствующее минимальной стоимости
оборудования.
,
соответствующее минимальной стоимости
оборудования.
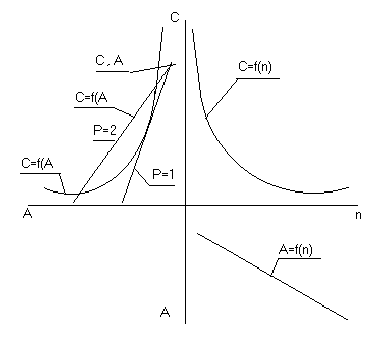
Рис.1