

Суммарные отклонения и допуски формы и расположения поверхностей
Суммарным отклонением формы и расположенияназывается отклонение, являющееся результатом совместного проявления отклонения формы и отклонения расположения рассматриваемого элемента (поверхности или профиля) относительно заданных баз. Количественно суммарные отклонения оцениваются по точкам реальной нормируемой поверхности относительно прилегающих базовых элементов или их осей.
Радиальное биение поверхностивращения относительно базовой оси является результатом совместного проявления отклонения от круглости профиля рассматриваемого сечения и отклонения его центра относительно базовой оси. Оно равно разности наибольшего и наименьшего расстояний от точек реального профиля поверхности вращения до базовой оси в сечении, перпендикулярном этой оси (на рис. 2.21,а).
Торцовое биение– разностьнаибольшего и наименьшего расстояний от точек реального профиля торцовой поверхности до плоскости, перпендикулярной базовой оси. Определяется на заданном диаметре d или любом (в том числе и наибольшем) диаметре торцовой поверхности (рис. 2.21,б).
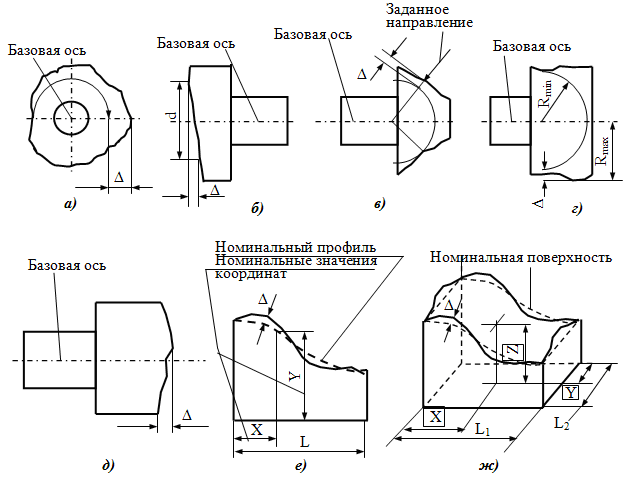
Рис. 2.21. Суммарные отклонения формы и расположения
Биение в заданном направлении – разностьнаибольшего и наименьшего расстояний от точек реального профиля поверхности вращения в сечении рассматриваемой поверхности конусом, ось которого совпадает с базовой осью, а образующая имеет заданное направление, до вершины этого конуса (рис. 2.21,в).
Полное радиальное биение – разностьнаибольшего Rmax и наименьшего Rminрасстояний от всех точек реальной поверхности в пределах нормируемого участка L до базовой оси (рис. 2.21,г).
Полное торцовое биение — разность наибольшего и наименьшего расстояния от точек всей торцовой поверхности до плоскости, перпендикулярной базовой оси (рис. 2.21, д).
Отклонение формы заданного профиля – наибольшее отклонение точек реального профиля, определяемое по нормали к нормируемому профилю в пределах нормируемого участка L (рис. 2.21, е).
Отклонение формы заданной поверхности – наибольшее отклонение точек реальной поверхности от номинальной поверхности, определяемое по нормали к номинальной поверхности в пределах нормируемых участка L1, L2 (рис. 2.21, ж).
Зависимый и независимый допуск формы и расположения
Допуски расположения или формы, устанавливаемые для валов или отверстий, могут быть зависимыми и независимыми.
Зависимымназывается допуск формы или расположения, минимальное значение которого указывается в чертежах или технических требованиях и которое допускается превышать на величину, соответствующую отклонению действительного размера детали от проходного предела (наибольшего предельного размера вала или наименьшего предельного размера отверстия):
Тзав= Тmin+Tдоп ,
где Тmin - минимальная часть допуска, связанная при расчете с допустимым зазором. ; Тдоп - дополнительная часть допуска, зависящая от действительных размеров рассматриваемых поверхностей.
Зависимые допуски расположения устанавливаются для деталей, которые сопрягаются с контрдеталями одновременно по двум и более поверхностям и для которых требования взаимозаменяемости сводятся к обеспечению собираемости, т. е. возможности соединения деталей по всем сопрягаемым поверхностям. Зависимые допуски связаны с зазорами между сопрягаемыми поверхностями, и предельные отклонения их должны быть в соответствии с наименьшим предельным размером охватывающей поверхности (отверстий) и наибольшим предельным размером охватываемой поверхности (валов). Зависимые допуски обычно контролируют комплексными калибрами, являющимися прототипами сопрягаемых деталей. Эти калибры всегда проходные, что гарантирует беспригоночную сборку изделий.
Пример. На рис. 2.22 показана деталь с отверстиями разных размеров20+0,1и30+0,2с допуском на соосность Тmin = 0,1 мм. Дополнительная часть допуска определится по выражению Тдоп = D1дейст– D1min + D2дейст– D2min.
При наибольших значениях действительных размеров отверстий Тдоп max= 30,2 –30 + 20,1 –20 = 0,3. При этом Тзав max = 0,1 + 0,3 = 0,4.
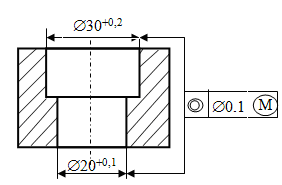
Рис. 2.22. Зависимый допуск соосности отверстий
Независимымназывают допуск расположения (формы), числовое значение которого постоянно для всей совокупности деталей, изготовляемых по данному чертежу, и не зависит от поверхностей. Например, когда необходимо выдержать соосность посадочных гнезд под подшипники качения, ограничить колебание межосевых расстояний в корпусах редукторов и т. п., следует контролировать собственно расположение осей поверхностей.
Числовые значения допусков формы и расположения поверхностей.
Согласно ГОСТ 24643 - 81 для каждого вида допуска формы и расположения поверхностей установлено 16 степеней точности. Числовые значения допусков от одной степени к другой изменяются с коэффициентом возрастания 1,6. В зависимости от соотношения между допуском размера и допусками формы или расположения устанавливают следующие уровни относительной геометрической точности: А – нормальная относительная геометрическая точность (допуски формы или расположения составляют примерно 60 % допуска размера); В – повышенная относительная геометрическая точность (допуски формы или расположения составляют примерно 40 %. допуска размера); С – высокая относительная геометрическая точность (допуски формы или расположения составляют примерно 25 % допуска размера).
Допуски формы цилиндрических поверхностей, соответствующие уровням А, В и С, составляют примерно 30, 20 и 12 % допуска размера, так как допуск формы ограничивает отклонение радиуса, а допуск размера — отклонение диаметра поверхности. Допуски формы и расположения можно ограничивать полем допуска размера. Эти допуски указывают только тогда, когда по функциональным или технологическим причинам они должны быть меньше допусков размера или неуказанных допусков по ГОСТ 25670 - 83.