книги из ГПНТБ / Розанов Н.П. Технология изготовления гребных винтов малых размеров
.pdfПри разработке технологии составляется карта настройки станка на обработку винта по его чертежу. В табл. 10 представ лен пример карты настройки станка на обработку винта диаме тром 700 мм.
Рис. 46. Схема установки резцов на станках СГВ-3 и СГВ-4 для обработки лопастей.
] _ нагнетающая сторона лопасти (правого и левого винта); |
2 — засасывающая |
сторона |
|
лопасти; 3 — правильная установка резца; |
4 — нгправильная |
установка резца; |
5 — на |
правление движения-'ползуна „вперед"; |
6 — направление движения ползуна „назад". |
||
I Базой-для установки и обработки лопастей гребного винта на станках СГВ-3 и СГВ-4 служит конусное отверстие в ступице винта, и никаких разметок винта для этой операции не произ водится.
П о с л е д о в а т е л ь н о с т ь т е х н о л о г и ч е с к и х пе р е х о д о в в оп е - р а ц и и с т р о ж к и л о п а с т е й . Пример представлен на рис. 47.
1.Установить и закрепить гребной винт на станке.
2.Проверить расположение припусков на лопастях.
3.Строгать нагнетающую сторону лопастей предварительно, «как чисто», на длину 275 мм.
4.Строгать нагнетающую сторону лопасти окончательно на длину 275 мм.
71
|
|
|
|
|
|
|
|
Таблица 10 |
|
|
|
|
Настройка станка на обработку детали |
|
|||||
|
|
Станок СГВ-3 и СГВ-4 |
Наименование |
Гребной |
|||||
|
|
|
детали |
винт |
|||||
|
|
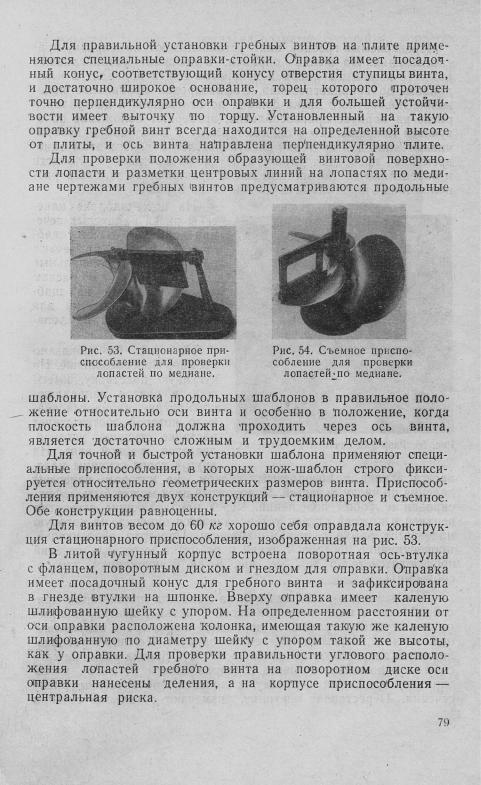
|
|
|
Чертеж № |
|
|||
|
|
|
|
|
|
|
Элементы винта |
||
|
|
|
|
|
Диаметр, мм |
700 |
|||
|
|
|
|
|
Шаг, |
мм |
925 |
||
|
|
|
|
|
Число лопастей |
3 |
|||
|
|
|
|
|
Образующая вин- |
Прямая |
|||
|
|
|
|
|
товой |
поверх |
|||
|
|
|
|
|
ности |
|
|
||
|
|
|
|
|
Направление |
2 правых |
|||
|
|
|
|
|
вращения |
2 левых |
|||
«3 |
|
|
|
Наименование |
Модуль |
Число |
Шифр |
||
ы |
|
|
|
зубьев |
|||||
аК |
|
|
|
|
|
|
|
||
О |
|
|
|
|
|
|
|
|
|
Си |
|
|
|
Шестерня А |
7 |
|
21 |
|
|
Нс3 |
|
Настройка |
|
СО-915 |
|||||
cdЖ |
|
|
|
|
| |
||||
О Sd |
|
|
шага |
|
|
|
|
|
|
Ята |
|
|
Рейка В |
7 |
|
— |
|
||
« О |
|
Н-925 мм |
|
|
|||||
со |
|
|
|
|
|
|
|
|
|
X |
|
|
|
Шестерня С |
6 |
|
28 |
— . |
|
та |
|
|
|
|
|||||
о |
|
|
|
|
|
|
|
|
|
а |
|
|
|
Шестерня D |
6 |
|
56 |
— |
|
|
|
|
|
|
|||||
Копиры |
Нагнетающая |
сторона |
Засасывающая сторона |
||||||
Без копира |
51.067 или 51.092 |
||||||||
|
|
|
|
||||||
Установить кулису на длину хода станка |
|
|
|
||||||
Оправка крепления винта— СП-30-1 |
|
|
|
||||||
Ы* |
Наименование этапов настройки |
|
|
|
|||||
и та |
|
|
|
|
|
|
|
||
Ш |
а) |
|
|
|
|
|
|
||
та с |
1. Установить головку резцедержателя |
соответственно напра |
|||||||
0 |
. ^ |
0 |
|||||||
к „ ш |
влению винта (правый или левый) |
|
|
|
|||||
32 « |
|
|
|
||||||
в * 4 |
2. Установить трензель |
разворота резцедержателя |
по напра |
||||||
«в |
S в |
||||||||
и Н 5 |
влению винта (правый |
или левый) |
|
|
|
||||
as |
та Я |
|
|
|
|||||
О О , .. |
|
|
|
|
|
|
|||
а . в |
£ |
3. Отрегулировать разворот резцедержателя по винту |
|||||||
о к И |
|||||||||
«2я |
|
4. Установить направление вращения |
шпинделя |
|
|||||
X |
Я |
|
|
||||||
Составил |
|
|
Завод |
|
Операция № 3 |
||||
Проверил |
|
|
|
|
|
|
|||
Н-к техн. бюро |
|
Цех |
|
|
|
||||
Гл. технолог |
|
|
|
|
|
||||
72
5. Строгать засасывающую сторону на длину 255 мм пред варительно до размеров толщины: 9 мм на кромке и 32 мм. на
длине 245 мм. |
|
|
|
6. Строгать |
окончательно засасывающую сторону за |
||
1—2 прохода на длину 255 мм с соблюдением размеров: |
|||
7~0,5 |
мм на |
/ = 30 мм; |
|
17,7“ 0,5 |
мм на |
/= 1 6 0 |
мм; |
28±0'7 |
мм на |
/ = 245 |
мм. |
Промер производить по наи большим толщинам сечений.
7. Контроль ОТК: наружный осмотр; проверка толщин лопастей
в сечениях:
7~ 0,5 мм; |
I = |
30 мм; |
Рис. 47. Эскиз обработки лопасти |
|
17,7 0,5 |
мм; |
/ = |
160 мм; |
гребного винта на станке. |
28±0,7 |
мм; |
I - |
245 мм. |
|
проверка равномерности кромок;
•проверка образующей по ножу.
8. Снять деталь со станка.
На рис. 48 показана обработка лопасти на станке СГВ-4. Для проверки образующей винтовой поверхности лопастей
применяется приспособление (рис. 49), надеваемое на шейку оправки станка, на которой укреплен обрабатываемый винт.
Фрезерование ступицы гребного винта. Механическая обра ботка наружных поверхностей ступицы и галтелей сопряжения лопастей со ступицей гребного винта производится на обычном расточном станке.
Обработка производится конусной фасонной фрезой по копиру. Копиром служит обработанная строжкой лопасть винта, у, корня которой обрабатывается галтель (рис. 50).
Конструктивно фасонная фреза у основания конуса имеет продолжение в виде цилиндрической шейки. На эту шейку наде вается вращающийся копирный ролик, имеющий по наружному диаметру продолжение фигуры профиля фрезы. Фреза с копирным роликом надевается на оправку и вместе с оправкой устанавливается и закрепляется в шпинделе расточного станка.
На рабочий стол станка устанавливают горизонтальный круглоповоротный стол. В центре стола закрепляют приспособ ление для установки гребного винта. Приспособление (рис. 51) представляет собой оправку с посадочным конусом и шпонкой. Внизу оправка заканчивается направляющим хвостовиком для фиксации ее по оси стола и приваренным к оправке диском для закрепления приспособления на круглом столе.
73

Форма наружной поверхности ступицы бывает цилиндриче ской, конусной и бочкообразной. В зависимости от формы сту пицы винта круглоповоротный стол с укрепленным на нем при способлением устанавливают на рабочем столе станка по-рав ному.
Ч5 6. 7 8
Рис. 50. |
Схема |
обработки |
наружныхповерхностей ступицы |
|
|
|
|
между |
лопастями. |
1 |
— круглоповоротный стол; 2 — приспособление для закрепления винта; |
|||
3 |
— гребной винт; |
4 — оправка фрезы; 5 — копирный ролик; 6 — фасонная |
||
|
фреза; |
7 — шайба; 8 — гайка: |
9 — подкладка для установки уклона. |
|
Если ступица винта имеет цилиндрическую форму, то стол устанавливают непосредственно на столе станка. Если же сту пица конусная, то под одну сторону круглоповоротного стола устанавливают подкладки для придания ему уклона, соответ ствующего уклону конусности ступицы. В тех случаях,- когда форма ступицы фасонная (бочкообразная), делают по две уста новки с разными уклонами, с тем чтобы получилась фигура,
75

а круговая подача стола — вручную. Эту операцию производят либо винтообразными строчками, либо, при вертикальной подаче станка, делают частые развороты от одной лопасти к другой.
Для предотвращения случаев врезания фрезы или заклини вания, что может привести к деформации оправки, обработку нужно вести «от тела изделия». Для обработки винтов правого вращения фреза должна быть леворежущая, для винтов левого вращения — праворежущая.
В тех случаях, когда конструктивно гребной винт имеет зна чительно отличающиеся по размеру радиусы галтелей, приме няются разные фрезы для галтелей нагнетательной и засасы вающей сторон.
Для обработки наружной поверхности ступиц и галтелей гребных винтов диаметром от 500 до 2500 мм служит также спе циальный электрокопировальный станок ГФ-47, на котором фре зеровка ведется винтовыми строчками концевой пальцевой фре зой по копиру. Как показала практика, винты диаметром меньше 1000 мм на этом станке обрабатывать нецелесообразно. При малом междулопастном пространстве проходимость шпин дельной головки и фрезы плохая. Вследствие необходимости применения малого диаметра фрез приходится делать большое число строчек, что значительно удлиняет время обработки. Если на расточном станке ступицу между лопастями обрабатывают за 2—3 час., то на станке ГФ-47 обработка такого винта занимает
5—6 час.
§ 31. Оборудование слесарного участка
Для облегчения ручного труда слесарный участок оборудо ван различными приспособлениями и подвесными электромото рами. Слесарные рабочие места (рис. 52) разделены между собой стенками, защищающими рабочих от стружек. Каждое рабочее место оборудовано отдельной вентиляционной вытяж кой для отсоса пыли и мелких стружек металла.
Для закрепления обрабатываемого гребного винта установ лен удобный для работы специальный стенд. На стенде винт можно установить в наиболее удобное для обработки поло
жение.
На чугунном литом корпусе на вертикальной оси установ лен поворотный 'кронштейн. Кронштейн может быть повернут вокруг вертикальной оси и зафиксирован в различных положе ниях через каждые 15° На вертикальной стойке кронштейна на горизонтальной оси, укреплена поворотная сборная оправка,, которая может быть установлена и зафиксирована через каж дые 15° в горизонтальном и вертикальном положениях.
77