

книги из ГПНТБ / Писаренко Г.А. Отливки металлургического оборудования из чугуна с шаровидным графитом
.pdfГлава III
СОРТОПРОКАТНЫЕ ВАЛКИ
К сортопрокатным валкам относится большое количество раз нообразных валков с размерами бочек от 150X450 до 1200Х Х3000 мм и весом от нескольких десятков килограммов до 50 т
в одной штуке. Предназначены они для работы в различных ста
нах, от мелкосортных, выпускающих катанку диаметром 5—6 мм,
до крупносортных станов и блюмингов, прокатывающих слитки
весом Юти более.
Потребность в сортопрокатных валках весьма большая и по мере роста прокатного производства она непрерывно повы
шается.
В настоящее время значительное количество сортопрокатных валков, особенно крупных, изготовляется ковкой из среднеугле родистых сортов стали, иногда легированных небольшими при садками хрома и никеля. Для блюмингов новых конструкций при меняются исключительно кованые стальные валки. Эти же валки в большинстве случаев применяются для обжимных клетей круп носортных станов, однако кованые стальные валки по своим свойствам не всегда удовлетворяют требованиям прокатного про изводства. Эти требования также не всегда обеспечиваются со временными способами повышения свойств валков путем наплав
ки и поверхностной закалки рабочих поверхностей. Для ряда ста нов, особенно в предчистовых и чистовых клетях, значительно
лучшие результаты дают чугунные валки, называемые полутвер дыми. Будучи в несколько раз дешевле кованых стальных, они обеспечивают высокое качество проката и производительность станов; вследствие высокой износостойкости рабочей поверх ности расход этих валков на тонну проката невелик.
За последние годы получили распространение особостойкие сортопрокатные валки нового типа из магниевого чугуна. В этих валках удачно сочетаются высокая твердость, почти не изменяю щаяся по сечению, и высокая прочность, дающая возможность в ряде случаев заменять кованые стальные валки в обжимных и
черновых клетях.
Валки нового типа пользуются большим спросом в прокат
ных цехах, в связи с чем необходимо кратко рассмотреть основ ные их свойства и технологию производства.
70 Сортопрокатные валки
1. Требования, предъявляемые к сортопрокатным валкам
Многообразие условий службы валков в различных станах и на различном сортаменте проката затрудняют выработку единых
технических условий для всех |
типов валков. Однако неко |
||
торые общие требования, на |
основании |
данных |
практики |
и многочисленных литературных |
источников, |
можно |
сформу |
лировать.
Качество сортопрокатных валков определяется, в первую оче редь, их стойкостью, т. е. количеством прокатанного металла,
приходящегося на один валок, и расходом валков на тонну про
ката, а также характером износа калибров. Валки высокого ка чества должны иметь равномерный и медленный износ стенок ка либров по всем направлениям, обеспечивать чистоту поверхности проката и хороший захват металла. При этом важное значение имеет фактор стоимости валков. Можно, например, обеспечить указанные требования путем изготовления валков из высоколе гированных сплавов, но если преимущества высокого легирова ния не компенсируют расходов, связанных с легированием, то применение таких валков вряд ли оправдано.
Сортопрокатные валки должны обладать соответствующими
служебными свойствами. Понятие «служебные свойства», весьма удачно предложенное А. Е. Кривошеевым [44], включает в себя высокую прочность и пластичность материала валков, высокую
износостойкость, зависящую прежде всего от твердости и коэф
фициента трения, высокую термостойкость и малый рост, а также ряд других механических и физических свойств.
Естественно, что достижение высоких показателей всех этих свойств в каком-либо одном валке, изготовленном из одного сплава, является трудной и пока еще не решенной задачей. Это, однако, не может служить препятствием для получения хорошо
работающих валков в определенных условиях производ
ства.
В обжимных клетях, например, первостепенное значение имеют такие показатели служебных свойств, как прочность и пластич ность, а требования к твердости и чистоте поверхности менее значительны. В чистовых клетях, напротив, первостепенное зна чение приобретают высокая твердость и чистота поверхности, а требования к прочности менее значительны.
Указанные обстоятельства существенно облегчают вальцелитейщикам задачу создания валков с нужными служебными свой ствами. Свойства валков определяются структурой чугуна, а основным средством получения требуемой структуры являет ся регулирование химического состава и скорости охлаждения путем изменения теплового сопротивления формы, в которую за
ливается валок.

Сортопрокатные валки |
71 |
2. Характеристика сортопрокатных валков в зависимости от размеров и назначения
Валки для мелкосортных
исреднесортных станов
Кэтой группе относятся валки с размерами бочки: диаметр
от 150—400 до 605—795 мм; длина от |
450—1200 |
до |
900— |
2400 мм. |
(рис. 23), отлитые из |
||
Валки с перлито-графитной структурой |
|||
нелегированного чугуна, предназначаются для работы |
в |
обжим- |
|
Рис. 23. Перлито-графитная структура сортопрокатных валков из магниевого чугуна иа расстоянии 50 мм от поверх1йости. ,Х100.
ных и черновых клетях, а также в первых клетях непрерывно заготовочных станов. Однако они с большим успехом применя ются в предчистовых и чистовых клетях предприятий малой ме таллургии, где прокат производится малыми партиями и износ
не имеет решающего значения.
Незаменимыми они оказываются при прокатке специальных профилей с глубокими врезами калибров в тех случаях, когда
для обработки валков не могут быть применены резцы из сверх
твердых сплавов.
Основное требование к этим валкам заключается в высокой их прочности и достаточном коэффициенте трения, обеспечи вающих отсутствие поломок и хороший захват металла. Требо вания к твердости и чистоте поверхности менее значительны в связи с тем, что удельные давления невелики, а выходящий под кат подвергается дальнейшей обработке в предчистовых и чи стовых клетях.
72 Сортопрокатные валки
Этим требованиям удовлетворяют валки, отлитые из магние вого чугуна следующего химического состава: 3,3—3,7% С; 2—
2,2% Si; 0,5—1,0% Мп; до 0,2% Р; до 0,02%! S.
Твердость бочки, измеренная на глубине 20—40 мм от по верхности, должна быть в пределах 35—45 Hsh-
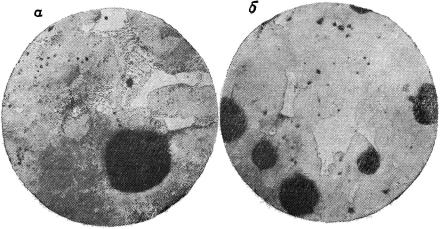
Валки этой же группы, отлитые из нелегированного чугуна, но имеющие перлито-цементито-графитную структуру (рис. 24, а),
предназначаются для работы в черновых и чистовых клетях, в
последних клетях непрерывно-заготовочных станов, штрипсовых станах (кроме чистовых клетей), а также в трубопрокатных ста-
Рис. 24. Перлито-цементито-графитная структура сортопрокатных валков
из магниевого |
чугуна |
на расстоянии 50 мм ст поверхности. .XI00: |
|
а — нелегированных |
с пластинчатым перлитом; |
б — легированных хромоникелевых |
|
|
с |
сорбитообразным |
перлитом. |
нах. В соответствии с другими условиями работы, для этой груп
пы валков требования чистоты поверхности, износоустойчивости, а следовательно, и повышенной твердости, приобретают решаю щее значение. Вопросы прочности и пластичности отходят на вто рое место.
Повышенная твердость и износостойкость достигаются в данном случае ускорением охлаждения (снижается тепловое со
противление формы) и изменением химического состава (увели чивается содержание углерода и снижается содержание крем
ния). Общие же пределы содержания элементов в химическом составе чугуна остаются неизменными.
Благодаря появлению новой структурной составляющей — це ментита, твердость на глубине 20—40 мм от поверхности бочки повышается до 41—55 Hsh и чем больше цементита в структу ре, тем выше твердость. В отдельных случаях твердость повы шается до 60 HSh.
Сортопрокатные валки |
73 |
Мелко- и среднесортные валки, работающие в наиболее |
тя |
желых условиях, отливаются из легированного чугуна и имеют перлито-цементито-графитную структуру, причем перлит часто приобретает сорбитообразное строение (рис. 24, б).
Легирование чугунов чаще всего осуществляется присадкой
небольших количеств хрома и никеля. Типичный химический со
став чугуна для этой группы |
валков |
следующий: до 3,6% С; |
||
0,8—2,1%' Si; |
0,5—1,0%. Мп; до 0,2%| Р; |
до 0,02%, S; 0,3— |
||
0,5% Сг; 0,5—1,0 % ( Ni. |
прочность |
и |
износостойкость кар |
|
Легирование |
повышает |
|||
бидов и перлита и, хотя пределы твердости для валков из леги
рованного чугуна меняются незначительно (по ЧМТУ 4893—54 45—55 HSh), расход их на тонну проката значительно ниже,
чем нелегированных валков при высоком качестве проката.
Легированные валки предназначаются для работы в черновых и чистовых клетях мелко- и среднесортных станов высокой про изводительности, причем в этом случае твердость составляет 45—
55 HSh, |
а |
также в последних клетях непрерывно-заготовочных, |
|||||
штрипсовых и трубопрокатных станов, для |
которых |
твердость |
|||||
валков повышается до 75—80 Hsh- |
|
станов |
|||||
|
|
Валки для крупносортных |
|
||||
Аналогично валкам для мелко- и среднесортных станов, валки |
|||||||
для |
крупносортных станов подразделяются, |
в |
соответствии с |
||||
условиями |
работы и способами |
производства, |
на три |
группы: |
|||
а) |
валки |
с перлито-графитной |
структурой, |
нелегированные; |
|||
б) |
валки |
с перлито-цементито-графитной структурой, |
нелегиро |
||||
ванные, |
повышенной твердости; |
в) валки с |
перлито-цементито |
||||
графитной структурой, легированные, для новейших высокопро изводительных станов.
Первая группа валков отличается по составу от мелко- и среднесортных лишь несколько пониженным содержанием угле рода (до 3,4%); требуемые же свойства достигаются, наряду с
изменением состава, изменением теплового сопротивления фор мы. Валки этой группы предназначены для работы в обжимных
и черновых клетях крупносортных станов, а также в первых кле
тях непрерывно-заготовочных станов. Отличительной чертой их является высокая прочность, пластичность и высокий коэффи циент трения при умеренной твердости 35—45 HSh-
Вторая группа предназначена для работы в черновых и чисто
вых клетях, а также в последних клетях непрерывно-заготовоч ных станов. Отличительной чертой валков этой группы является
повышенная твердость (41—55 7/$й)и износостойкость; проч ность и пластичность их меньше, чем у валков первой группы. Повышение твердости достигается снижением содержания крем ния и изменением теплового сопротивления формы.
74 |
Сортопрокатные |
валки |
Наконец, валки третьей группы должны обладать максималь |
||
ной твердостью и |
износостойкостью |
при удовлетворительной |
прочности. Эти свойства достигаются легированием чугуна хро мом и никелем или одним только никелем в несколько большем количестве, чем для валков меньшего размера.
Для легированных валков средней твердости (41—50 ч- HShj, предназначенных для работы в черновых и чистовых клетях, ре
комендуется следующий состав чугуна: до 3,4%' С; 0,8—1,8% |
Si; |
||
0,5—1,0% Мп; до 0,2%' Р; |
до 0,02% S; 0,3—0,5% |
Сг; 0,5— |
|
1,0% Ni. |
повышенной твердости |
(51 Hsh |
и |
Для легированных валков |
|||
выше), предназначенных для работы в последних клетях непре
рывно-заготовочных и на крупных трубопрокатных станах, пре делы по химическому составу остаются практически такими же,
за исключением содержания кремния, которое несколько сни жается (0,8—1,7%).
Для крупносортных валков, имеющих нередко глубокие врезы
калибров, весьма важно сохранение высокой твердости металла на большую глубину, поэтому при контроле твердость замеряет ся на расстоянии не менее 70 мм от поверхности бочки.
Чугунные валки для современных мощных и высокопроизво дительных блюмингов и слябингов до настоящего времени не применялись, но изучение условий работы валков обжимных и черновых клетей некоторых крупносортных станов показывает, что они мало отличаются от условий работы валков на блюмин ге, а поэтому для изготовления блюминговых валков может быть использован чугун с шаровидным графитом.
На этом основании впервые в практике вальцелитейного про изводства на Лутугинском заводе прокатных валков отлиты опытные валки для современного блюминга «1150» металлурги ческого завода им. Ворошилова. Эти валки в настоящее время
проходят производственные испытания, которые позволят опреде лить целесообразность замены кованых стальных валков на блюмингах чугунными.
3. Особенности технологии изготовления сортопрокатных валков
Технология изготовления формы
Наряду с химическим составом, изменение скорости охлажде ния металла путем регулирования теплового сопротивления фор мы является важнейшим средством для получения валков с за данными служебными свойствами. В этом отношении конструк ция и технология изготовления формы для сортопрокатных валков имеет гораздо большее значение, чем для обычных машиностроительных отливок, где это средство используется сравнительно редко.
Сортопрокатные валки |
75 |
В настоящее время все высококачественные |
сортопрокатные |
валки, в том числе и магниевые, отливаются в комбинированные формы. Трефы, нижние и верхние шейки и прибыли выполняют
ся |
в |
песчаных |
формах, |
а |
бочка — в |
|
|
|
|
|
|||
металлической форме (кокиле). |
|
|
|
|
|
|
|||||||
|
В зависимости от размера и назна |
|
|
|
|
|
|||||||
чения |
валков их |
отливают |
одним из |
|
|
|
|
|
|||||
следующих способов: |
|
|
кокиль |
|
|
|
|
|
|||||
|
а) |
с |
гладкой |
бочкой — в |
|
|
|
|
|
||||
(рис. |
25); |
|
|
|
|
песча |
|
|
|
|
|
||
|
б) |
с |
литыми калибрами — в |
|
|
|
|
|
|||||
ные формы с образованием |
калибров |
|
|
|
|
|
|||||||
при помощи холодильников (рис. 26,а); |
|
|
|
|
|
||||||||
|
в) |
с литыми калибрами — в |
кокилщ |
|
|
|
|
|
|||||
(рис. 26, б); |
|
|
|
|
одной |
|
|
|
|
|
|||
|
г) с литыми калибрами на |
|
|
|
|
|
|||||||
половине бочки и гладкой |
поверхно |
|
|
|
|
|
|||||||
стью на другой половине (рис. 26, в) — |
|
|
|
|
|
||||||||
в |
кокиль. |
|
|
|
|
|
|
|
|
|
|
||
|
Во всех этих случаях поверхность |
|
|
|
|
|
|||||||
кокилей |
может быть покрыта |
тонким |
|
|
|
|
|
||||||
слоем краски или облицована малотеп |
|
|
|
|
|
||||||||
лопроводным песчано-глинистым со |
|
|
|
|
|
||||||||
ставом с большим количеством угле |
|
|
|
|
|
||||||||
родсодержащих веществ для обеспече |
|
|
|
|
|
||||||||
ния чистоты поверхности. |
|
|
формы |
Рис. 25. |
Форма |
для от |
|||||||
|
Выбор типа |
и |
конструкции |
ливки |
с |
сортопрокатного |
|||||||
зависит |
от |
заданных |
служебных |
валка |
гладкой |
бочкой: |
|||||||
свойств |
валка. |
|
|
|
|
|
а— с покраской; |
б — с об |
|||||
|
|
|
|
|
мазкой; |
1 |
— кокиль; |
2 — слой |
|||||
|
Если по условиям службы к валкам |
шейки; |
4 — поддон; |
5 — пла |
|||||||||
предъявляются |
значительные |
требова |
обмазки; |
3— опока |
нижней |
||||||||
стинка; |
|
6 — верхняя опока; |
|||||||||||
ния по прочности, а по твердости менее |
7 — литниковая |
труба; 8 — |
|||||||||||
|
|
воронка. |
|
||||||||||
значительные, то такие валки |
лучше |
тонким |
|
слоем |
краски |
||||||||
всего |
отливать |
в |
кокиль, |
окрашенный |
|
||||||||
(0,8.—2 мм). В этом случае благодаря ускоренному охлаждению наружной поверхности бочки получается небольшой отбел на глубину до 10 мм, часто снимающийся при механической обра ботке, под ним имеется плотный мелкозернистый чугун, в кото ром по направлению к центру валка количество перлита увели чивается. Соответственно наблюдается довольно резкое паде
ние |
твердости от поверхности к центру, как показано на |
рис. |
27. |
В результате получается достаточно твердая и износостойкая, но хрупкая рабочая поверхность валка с перлито-цементито-гра
фитной структурой и прочная вязкая перлито-графитная сердце-
вина. В кокиль с нанесенным тонким слоем краски отливают
76 |
Сортопрокатные валки |
валки |
различного назначения и размеров, но главным образом |
с неглубокими калибрами.
Для мелкосортных валков глубина отбела может быть уве личена, путем изменения химического состава, до 30 мм. В этом случае рабочая поверхность калибров будет полностью выполне
на в отбеленном слое и обладать высокой износостойкостью. Для валков с более глубокими врезами калибров целесооб разно последние выполнять литыми. В результате этого достига ются максимальная твердость и износоустойчивость по всем на-
Рис. 26. Форма для отливки сортопрокатных валков с литыми калибрами:
а — с холодильниками; б — с разрывным кокилем; в — с комбинированным кокилем, профилированным сверху и гладким снизу.
правлениям, а сердцевина остается прочной и вязкой. Такие вал ки отличаются наивысшей твердостью.
Валки, отлитые в кокиль с тонким слоем краски, предназна чаются для работы, главным образом, в обжимных и черновых клетях, где основным требованием является высокая прочность
валка, предотвращающая его поломку при высоких обжатиях.
Для крупносортных валков с очень глубокими врезами ка либров главное требование заключается в сохранении высокой твердости на большую глубину от поверхности. Валки такого ти па удается получать отливкой их в кокиль с обмазкой из мало теплопроводных материалов. Для обмазок применяются формо вочные смеси с большим количеством углеродсодержащих ве ществ. Например, на Лутугинском заводе прокатных валков для
Сортопрокатные валки |
77 |
|
обмазки применяется |
смесь, состоящая из 50%' |
часов-ярского |
или гусаровского песка |
и 50% молотого кокса. ' |
|
Слой обмазки толщиной 10—20 мм замедляет охлаждение ме талла, и наружные слои не получают отбела, а только уплотня-
ются. Подбирая надлежа
щий |
химический |
состав |
|
|
|
||
чугуна, |
удается |
получать |
|
|
|
||
валки с очень малым па |
|
|
|
||||
дением твердости по сече |
|
|
|
||||
нию (рис. 28). Обработка |
|
|
|
||||
чугуна |
магнием |
значи |
|
|
|
||
тельно упрощает |
эту за |
|
|
|
|||
дачу благодаря его силь |
|
|
|
||||
ному |
карбидообразующе |
|
|
|
|||
му действию. |
|
|
|
|
|
||
Валки, отлитые в ко |
|
|
|
||||
киль с обмазкой и с глад |
|
|
|
||||
кой бочкой, имеют перли |
Расстояние от поверхности вапка, мм |
||||||
то-графитную или |
перли |
Рис. 27. Изменение твердости по сече |
|||||
те - |
цементито |
- |
графит |
нию |
валков, отлитых в кокиль |
с по |
|
ную структуру и |
|
предна |
/ — У |
краской: |
отлитых |
||
значаются для |
работы в |
обычных валков; 2 — у валков, |
|||||
|
из магниевого чугуна. |
|
|||||
предчистовых и |
чистовых |
|
|
|
|||
клетях различных станов, а также в крупносортных станах, вал ки которых делаются с глубокими врезами калибров.
Из изложенного выше можно было бы сделать вывод, что для
валков с малым падением твердости по сечению отливка с го-
товыми калибрами не при водит к значительному
Расстояние от поверхности Вапка, мн
Рис. 28. Изменение твердости по сече нию валков, отлитых в кокиль с обмазкой:
1 — у обычных валков; 2 — у валков, отлитых из магниевого чугуна.
повышению стойкости и что при отливке калибров
можно лишь сократить время на механическую обработку валков и до стичь некоторой экономии металла. Поэтому описан ные в литературе различ ные способы отливки вал ков этого типа с калибра
ми, |
[42, 44, 60], |
видимо, |
потеряли ‘ свое |
значение |
|
после того, как |
найдены |
|
пути |
для получения рав |
|
номерной и высокой твердости по всему сечению валка-. Такой вывод, однако, был бы преждевременным. Так как в решении вопроса об отливке сортовых валков с гладкой бочкой или с го
78 Сортопрокатные валки
товыми калибрами существует два направления, возглавляемые крупнейшими вальцеделательными заводами страны, считаем необходимым остановиться на этом вопросе подробнее.
Работники Лутугинского завода прокатных валков [42] счи
тают, что малое падение твердости по сечению валка должно до стигаться регулированием химического состава и скорости
охлаждения чугуна и практически доказали такую возможность отливкой большого количества валков разных размеров для многих прокатных станов страны. Они допускают возможность и целесообразность отливки некоторых типов валков с готовыми или полуготовыми калибрами с применением холодильников не столько для повышения стойкости, сколько ради экономии ме талла и времени на механическую обработку. Совершенно спра
ведливо они указывают на высокую стоимость валков с литыми калибрами, примерно на 30% превышающую стоимость гладко литых валков. Несмотря на меньшее количество стружки при механической обработке валков, сама обработка мало облегчает
ся при готовых калибрах из-за того, что резцами приходится снимать очень твердую и неровную литейную корку. Наконец, при валках с литыми калибрами необходимо иметь большой за
пас валков в прокатных цехах и затрудняется маневрирование
наличным парком валков.
Работники Днепропетровского чугуно-вальцеделательного за вода и сотрудники кафедры литейного производства Днепропет ровского металлургического института [44], напротив, считают,
что отливка валков с готовыми калибрами в большинстве слу чаев настолько повышает их стойкость, что безусловно окупа
ются все дополнительные расходы по отливке и повышенная стоимость таких валков. Они разработали конструкции и расче ты кокилей для получения валков без трещин в неразборных ко килях, в которых было отлито большое количество валков раз ных размеров и для многих станов показавшие в эксплуатации неплохие результаты.
По-видимому, правильная оценка целесообразности того или иного способа может быть дана лишь в конкретных условиях ра
боты валка применительно к сортаменту проката, типу стана и т. п., однако при производстве валков из магниевого чугуна име ются факторы, обусловливающие применение валков с литыми
калибрами. В частности, при повышении твердости валков, что необходимо для увеличения их износостойкости, непрерывно увеличивается количество цементита в структуре чугуна. При твердости 300—340 Нв количество цементита в сердцевине на столько возрастает, что валки становятся хрупкими и существен
ной разницы в прочности между магниевыми и обычными валка
ми не наблюдается. Для более продолжительной работы валков желательно дальнейшее повышение твердости до 450—500 Нв