

книги из ГПНТБ / Писаренко Г.А. Отливки металлургического оборудования из чугуна с шаровидным графитом
.pdfИзложницы из магниевого чугуна |
149 |
Микроструктура металлической основы пробы, отлитой в пес чаную форму, перлито-ферритная с большим количеством фер рита, чем у пробы, отлитой в кокиль.
Включения фосфидной эвтектики у пробы, отлитой в кокиль,
значительно мельче, чем у пробы, отлитой в песчаную форму
(рис. 59).
В результате отжига 'первичный цементит полностью графи тизировался, и структура стала феррито-перлитной с незначи
тельным количеством перлита.
Рис. 59. Фосфидная эвтектика в чугунных пробах. X 100:
а — отлитой в кокиль; б — отлитой в песчаную форму-
Результаты механических испытаний |
чугуна после |
|
отжига |
||||
приведены в табл. 59. |
|
|
|
Таблица 59 |
|||
|
|
|
|
||||
Механические свойства чугуна после отжига |
|
|
|
||||
|
Предел |
Стрела |
|
Предел |
Относительное |
||
Литейная форма |
прочности |
прочности |
|||||
при изгибе |
прогиба |
при растяже |
|
удлинение |
|||
|
кг!мм* |
|
нии, кг]мм.2 |
|
|
% |
|
Песчаная........................ |
80,6 |
6,0 |
|
43,3 |
|
|
1.2 |
Металлическая .... |
94,8 |
11,4 |
|
49,9 |
|
|
2,7 |
Повышение механических свойств чугуна, |
отлитого |
в |
метал |
||||
лическую форму, объясняется |
измельчением |
первичной |
струк- |
||||
ISO Изложницы из магниевого чугуна
туры, в частности фосфидной эвтектики, вследствие увеличения скорости охлаждения, сопровождаемого уменьшением структур
ной неоднородности чугуна.
При отливке изложниц в кокиль внутренняя поверхность их выполняется стержнем из формовочной смеси. В связи с этим исследовано влияние на механические свойства и структуру чу гуна комбинированной кокиль-песчаной формы, у которой одна стенка выполнена при помощи массивной металлической плиты, а остальные — из формовочной смеси. С этой целью из магние
вого чугуна состава: 3,20%' С; 2,58%' Si; |
0,69%! Мп, |
0,11 %| Р и |
|
0,006% S |
были отлиты пробы (пластины |
размером |
350 X 300 X |
X 110 мм |
и 350 X 300 X 150 мм) с последующим отжигом их по |
||
режиму: |
нагрев до 910°, выдержка при этой температуре 6 час. |
||
и охлаждение до 650° со скоростью 25° в час.
Результаты механических |
испытаний |
чугуна приведены |
в |
|||
табл. 60. |
|
|
|
|
|
|
|
|
|
|
Таблица |
60 |
|
Механические |
свойства чугуна с шаровидным графитом, |
|
|
|||
|
отлитого в комбинированную форму |
|
|
|||
Расстояние |
Предел |
|
Предел |
|
|
|
от поверхно |
Стрела |
Относительное |
Ударная |
|
||
сти кокиля |
прочности |
прочности |
|
|||
до центра |
при изгибе |
прогиба |
при растяже |
удлинение |
вязкость |
|
мм |
о/ |
кгм/ *см |
|
|||
образца |
*KtjMM |
нии, кг! мм2 |
/0 |
|
||
мм |
|
|
|
|
|
|
|
Пл а стина то.1ЩИНОЙ 110 мм |
|
|
|||
J8 |
96,С |
42,0 |
44,5 |
6,7 |
_ |
|
55 |
91,9 |
35,5 |
42,0 |
6,6 |
— |
|
92 |
90,3 |
31,5 |
41,7 |
6,1 |
— |
|
|
Пл а с 1 и н а то .1 Щ И Н О й 1 50 мм |
|
|
|||
18 |
93,3 |
33,3 |
44,2 |
6,7 |
9,2 |
|
55 |
89,4 |
27,7 |
42,2 |
6,1 |
9,4 |
|
92 |
92,6 |
33,0 |
41,3 |
6,3 |
6,5 |
|
129 |
90,9 |
28,7 |
43,4 |
6,4 |
6,4 |
|
У пластин толщиной НО мм предел прочности при изгибе и растяжении и стрела прогиба несколько уменьшаются по мере удаления от поверхности кокиля; удлинение же практически
остается постоянным. У пластин толщиной 150 мм при статиче ских испытаниях изменения механических свойств чугуна в за висимости от расстояния от поверхности кокиля не наблюдается. Ударная же вязкость в сечениях, менее удаленных от поверхно сти кокиля, выше, чем в сечениях, более удаленных,
Изложницы из магниевого чугуна |
151 |
Таким образом, благотворное влияние кокиля на |
механиче |
ские свойства чугуна установлено не только для проб, отлитых в кокиль, но и в различных сечениях одной и той же пробы, от литой в комбинированную форму.
Отливка изложниц в кокили иихстойкость
В кокили были отлиты сквозные изложницы для разливки кипящей стали марки От. 2. Вес изложницы 650—690 кг. Разме
ры сечения |
в нижней части — 240 X 240 мм, толщина стенок |
65—75 мм, |
высота 1300—1450 мм. |
Чугун выплавлялся в вагранках; температура чугуна на же
лобе была 1320—1340°. Химический состав |
магниевого чугуна |
|||||
изложниц приведен в |
табл. |
61. |
|
Таблица 61 |
||
|
Химический состав |
|
|
|||
|
магниевого чугуна изложниц |
|
||||
|
|
|
Химический состав, |
% |
|
|
Заводы |
с |
Si |
|
Мп |
Р |
S |
|
|
|||||
Лысьвен |
3,25—3,65 |
2,10—2,90 |
0,50—0,70 |
0,13—0,18 |
0,005—0,015 |
|
ский . . |
||||||
Н.-Тагиль |
3,30—3,85 |
2,10-2,75 |
0,40—0,60 |
0,14—0,18 |
0,008-0,018 |
|
ский . . |
||||||
Обработка жидкого чугуна магнием производилась в ковшах
емкостью 4—6 т; металлического магния 'вводилось 0,3—0,4%! от
веса жидкого чугуна. После обработки |
магнием |
чугун подвер |
гался модифицированию ферросилицием, которое |
осуществля |
|
лось в литниковой чаше или на желобе |
вагранки |
при доливке |
свежего чугуна в ковш с чугуном, обработанным магнием. В ка честве модификатора применялся 75%-ный ферросилиций в ко
личестве 0,3—0,5% от веса жидкого чугуна. |
отливки двух из |
|
Металлическая форма для одновременной |
||
ложниц при сифонном подводе чугуна в форму |
показана на |
|
рис. 60. |
обеспечивается на |
|
Правильность сборки кокилей на поддоне |
||
правляющим замком, имеющим кольцевой выступ |
на поддоне |
|
и соответствующую выточку на нижних торцах кокилей.
Второй тип металлической формы для отливки сверху одной изложницы показан на рис. 61. Литниковая чаша изготовляет ся полупостоянной из шамотно-глинистой смеси.
Подвод чугуна в металлические формы сверху имеет ряд преимуществ перед сифонным подводом; упрощается изготовле ние формы, сводится к минимуму возможность образования на отливках «заворотов», усадочных раковин и пр.
152 Изложницы из магниевого чугуна
Внутреннюю поверхность кокилей и плоскость поддона, со
прикасающиеся с отливкой, покрывают тонким слоем углероди стой краски. Перед заливкой кокили подогревают до 60—80°.
Рис. 60. Металлическая форма для сифонной отливки изложниц:
/ — поддон; |
2 — кокиль; 3 — центровой стержень; 4 — сифонный |
литник; 5 — шамот |
||
ные трубки; |
6 — литниковая воронка; 7 — двухходовая шамотная звездочка; |
8 — про |
||
летный кирпич; 9 — стержень питателя; |
10— обойма; 11— прихват; 12 — клин. |
|||
В металлической форме чугун |
охлаждается |
быстрее, |
чем в |
|
песчаной. Поэтому для получения здоровых отливок без дефек тов на рабочей поверхности заливку форм необходимо произво
дить быстро и достаточно горячим чугуном. Продолжительность
заливки форм составляла 30—40 сек., температура чугуна при
заливке 1200—1240°.
|
|
|
|
Изложницы из |
магниевого чугуна |
153 |
|||||||
Для придания чугуну высоких пластических свойств и снятия |
|||||||||||||
внутренних литейных |
напряжений отлитые |
изложницы |
подвер- |
||||||||||
гали |
графитизирующему |
отжигу |
|
|
|
|
|||||||
по следующему |
режиму: |
нагрев |
|
|
|
|
|||||||
до 930—960° со скоростью 100— |
|
|
|
|
|||||||||
15CF в час, выдержка |
при |
этой |
|
|
|
|
|||||||
температуре 10 час., охлаждение |
|
|
|
|
|||||||||
до 800° со скоростью 30—33° |
в |
|
|
|
|
||||||||
час, охлаждение с 800 до 60010 со |
|
|
|
|
|||||||||
скоростью 15—20° в час и даль |
|
|
|
|
|||||||||
нейшее охлаждение вместе с пе |
|
|
|
|
|||||||||
чью. |
|
|
|
|
|
|
|
|
|
|
|
|
|
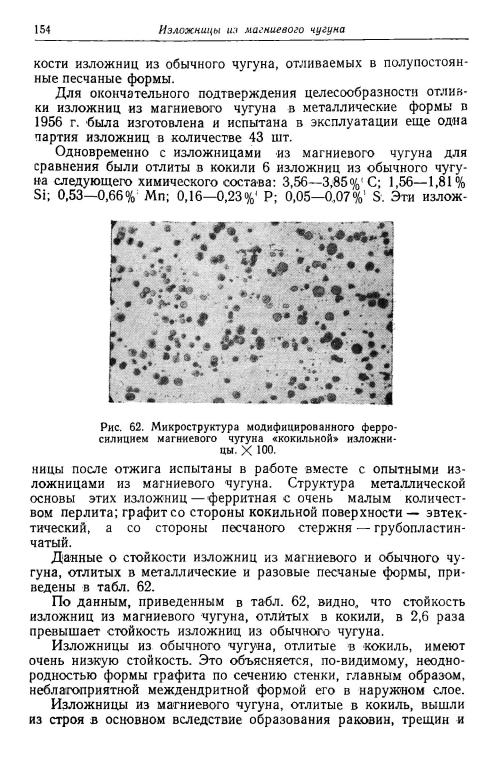
До отжига структура металли |
|
|
|
|
|||||||||
ческой основы чугуна |
изложниц, |
|
|
|
|
||||||||
отлитых |
в |
кокили, |
состояла в |
|
|
|
|
||||||
основном из перлита и структур |
|
|
|
|
|||||||||
но свободного цементита. |
После |
|
|
|
|
||||||||
нормально |
проведенного |
отжига |
|
|
|
|
|||||||
изложниц, отлитых из магниевого |
|
|
|
|
|||||||||
чугуна и модифицированных фер |
|
|
|
|
|||||||||
росилицием, |
структура |
в |
наруж |
|
|
|
|
||||||
ном поверхностном слое — фер |
|
|
|
|
|||||||||
ритная (рис. 62), а в остальной |
|
|
|
|
|||||||||
части сечения — феррито-перлит |
|
|
|
|
|||||||||
ная |
с |
небольшим |
количеством |
|
|
|
|
||||||
перлита. У изложниц же из немо- |
|
|
|
|
|||||||||
дифицированного |
ферросилицием |
|
|
|
|
||||||||
чугуна |
наблюдается |
некоторое |
|
|
|
|
|||||||
количество структурно свободного |
|
|
|
|
|||||||||
цементита. Таким образом, моди |
|
|
|
|
|||||||||
фицирование чугуна |
ферросили |
|
|
|
|
||||||||
цием для отливки изложниц в ко |
|
|
|
|
|||||||||
кили |
является обязательным. |
|
из |
|
|
|
|
||||||
Первая партия |
изложниц |
|
|
|
|
||||||||
магниевого чугуна была отлита в |
|
|
|
|
|||||||||
1955 г. В структуре некоторых из |
|
|
|
|
|||||||||
ложниц из |
этой |
партии |
вслед |
|
|
|
|
||||||
ствие |
нарушения |
температурного |
Рис. 61. Металлическая форма для |
||||||||||
режима |
отжига |
(нагрев произво |
|
отливки изложниц сверху; |
|||||||||
дился до более низкой температу |
/ — поддон; |
2 — кокиль; 3 — центровой |
|||||||||||
стержень; |
4 — литниковая |
чаша; 5 — |
|||||||||||
ры) сохранился цементит. |
Такие |
стержни для образования |
проушин. |
||||||||||
изложницы |
в количестве |
18 |
шт. |
каждая |
и преждевременно |
||||||||
выдержали менее чем 100 наливов |
|||||||||||||
вышли из строя |
вследствие |
образования продольных |
трещин. |
||||||||||
Однако средняя |
стойкость |
всей партии |
изложниц в количестве |
||||||||||
46 шт. составила 214 наливов, |
что в |
1,7 |
раза выше средней стой- |
||||||||||
Изложницы из магниевого чугуна |
155 |
Таблица 62
|
Стойкость изложниц из обычного и |
магниевого |
чугуна |
|
|||
|
|
на |
Н.-Тагильском комбинате |
|
|
||
|
|
|
|
|
Количество *слитков |
отлитых |
|
|
Изложницы |
|
Количе |
в одну изложницу |
|||
|
|
ство |
минималь |
макси |
|
||
|
|
|
|
изложниц |
среднее |
||
|
|
|
|
|
ное |
мальное |
|
Отлитые в песчаные формы: |
2090 |
|
|
147 |
|||
из |
обычного |
чугуна ..... |
|
|
|||
> |
магниевого |
> |
................ |
1030 |
— |
. — |
348 |
Отлитые в металлические формы: |
6 |
38 |
83 |
54 |
|||
из |
обычного |
чугуна ............... |
|||||
> |
магниевого |
» |
................ |
43 |
134 |
56/ |
390 |
выгаров, а из обычного чугуна — из-за трещин, возникающих |
|
уже после 25—30 наливов. |
и замена |
Высокое качество изложниц, отлитых в кокили, |
|
песчаных форм металлическими дает значительный |
экономиче |
ский эффект в результате снижения расхода изложниц, формо вочных материалов, топлива и уменьшения затрат труда при изготовлении изложниц.
Механические свойства чугуна изложниц
Для установления влияния ускоренного охлаждения на. меха нические свойства чугуна изложниц были отлиты чугуном из одного ковша изложницы (весом 0,7 т, высотой 1450 мм и тол щиной стенок 75 мм) в металлическую и песчаную формы. Чу гун для изложниц обработан металлическим магнием 0,4 %’ и мо дифицирован. 75%-ным ферросилицием 0,6 %! от веса жидкого металла. Химический состав чугуна: 3,29%' С; 2,54% Si; 0,55% Мп; 0,15% Р; 0,003—0,012%! S. Отжиг опытных изложниц произведен вместе с рядовыми изложницами в одинаковых усло
виях.
В табл. 63 приведены механические свойства чугуна излож
ниц, отлитых в металлическую и песчаную формы. Механиче ские свойства чугуна определены на образцах, вырезанных из
стенок изложниц на различной высоте и в разных местах по сечению.
По данным табл. 63 видно, что у чугуна изложницы, отлитой в металлическую форму, механические свойства значительно вы ше, чем у чугуна изложницы, отлитой в песчаную форму; осо бенно большая разница в ударной вязкости и относительном удлинении.
Характерно, что чугун изложницы, отлитой в металлическую
форму, имеет более низкие механические свойства в участках, расположенных в непосредственной близости к наружной
156 |
|
Изложницы из магниевого чугуна |
|
|
|
|||
|
|
|
|
|
|
Таблица |
63 |
|
|
Механические свойства чугуна отожженных изложниц, |
|
|
|||||
|
отлитых в металлическую и песчаную формы |
|
|
|||||
|
|
|
|
Литейная форма |
|
|
|
|
Расстоя- |
Местопо |
металлическая |
|
|
песчаная |
|
|
|
ние по |
ложение |
|
|
|
|
|
|
|
высоте от |
образцов |
предел |
относи |
|
предел |
относи |
|
|
нижнего |
в стенке |
ударная |
ударная |
|||||
торца из |
изложни |
прочности |
тельное |
прочности |
тельное |
|||
ложницы |
*цы |
при растя удлинение |
вязкость |
при растя |
удлинение |
вязкость |
||
мм |
|
жении |
% |
кгм! см2 |
жении |
% |
*кгм)см |
|
|
|
кг!*мм |
|
кг/ мм* |
|
|
||
|
|
|
|
|
|
|
||
100 |
н |
42,5 |
8,3 |
2,37 |
42,4 |
8,4 |
1,00 |
|
|
с |
45,3 |
12,4 |
6,15 |
37,8 |
4,5 |
0,95 |
|
700 |
в |
42,0 |
14,0 |
3,88 |
38,6 |
5,0 |
0,80 |
|
н |
38,4 |
3,0 |
1,47 |
37,1 |
3,2 |
0,90 |
||
|
с |
46,5 |
12,7 |
5,10 |
32,1 |
1,1 |
0,80 |
|
1300 |
в |
— |
— |
3,50 |
33,8 |
1,6 |
0,72 |
|
н |
38,8 |
1,2 |
1,68 |
33,0 |
2,0 |
0,94 |
||
|
с |
46,4 |
13,5 |
7,70 |
—5 |
— |
1,43 |
|
|
в |
— |
— |
1,72 |
|
— |
0,80 |
|
1 Н — у |
наружной |
поверхности |
стенки |
изложницы, С — в середине стенки и |
В — |
|||
у внутренней поверхности стенки (вблизи стержня).
(кокильной) поверхности, чем в средней части стенок (по тол щине) .
Более низкие механические свойства чугуна изложниц около поверхности, образуемой кокилем, получаются вследствие повы шенного количества сернистых включений у этой поверхности, которые при быстрой кристаллизации чугуна не успевают всплы вать. Химический же анализ показал, что серы в чугуне в участ ках около кокиля содержится 0,010—0,013%, а в участках, уда
ленных от кокиля на |
расстояние |
более |
15—20 мм, — 0,002— |
0,004%', т. е. в несколько раз меньше. |
|
||
Более высокие механические свойства чугуна в середине сте |
|||
нок изложниц, отлитых в кокиль, |
объясняются благоприятным |
||
влиянием ускоренного |
охлаждения на |
формирование струк |
|
туры. |
|
|
|
Исследование металла изложницы № 10, вышедшей из строя после 567 наливов, также показало, что механические свойства чугуна у кокильной поверхности ниже, чем в середине стенок.
Химический состав этой изложницы: 3,37%' С; 2,35%’ Si; 0,50% Мп; 0,15%! Р и 0,010% S'. На расстоянии 10—15 мм от наруж ной поверхности предел прочности при растяжении составили 35 кг/мм2, относительное удлинение — 2,5%, ударная вязкость —
2,44 |
кгм/см2, а |
на расстоянии 30—35 |
мм, |
т. е. |
пример |
но |
в середине |
стенки—соответственно |
46,9 |
кг!'мм2; |
8,8%; |
6,13 кгм/см2.
Изложницы из магниевого чугуна |
157 |
Из этого следует, что стойкость изложниц, отлитых в кокиль, |
|
выше стойкости изложниц, отливаемых в песчаные |
формы, по |
тому, что в целом они обладают лучшими пластическими свой ствами.
В результате проведенных исследований и широкого произ водственного испытания разработана новая технология изготов ления изложниц из чугуна с шаровидным графитом, которая кардинально решает вопросы повышения качества изложниц и значительного сокращения их расхода.
Глава V
ДЕТАЛИ ВОЗДУХОНАГРЕВАТЕЛЬНЫХ АППАРАТОВ
ИМЕТАЛЛУРГИЧЕСКИХ ПЕЧЕЙ
1.Отливки из кремнистых чугунов с пластинчатым графитом
Значительная часть сменных литых деталей металлургиче ского оборудования работает в условиях высоких температур и подвергается окислительному воздействию атмосферного воздуха и печных газов.
Наибольшее количество деталей этой группы приходится на трубы воздухонагревательных аппаратов и арматуру для них,
инжекционные горелки, колосники агломерационных машин, от жигательные короба, поддоны и др.
Для деталей 'воздухонагревательных аппаратов, на основании
практических данных, разработана классификация по темпера турному режиму работы и маркам окалиностойких сплавов. Эта классификация, с небольшими отклонениями, используется оте чественными заводами в повседневной работе.
Согласно данной классификации, все детали можно подраз делить на три категории, которые показаны в табл. 64.
Таблица 64 Классификация деталей по температурному режиму
Максимальная температура, °C
Категория |
стенки детали отходящих га |
нагреваемого |
|
|
|||
|
|
зов (дыма) |
воздуха |
I |
650 |
850 |
450 |
11 |
750 |
850—950 |
550 |
III |
900 |
950—1050 |
750 |
Для деталей Г категории применяется чугун следующего хи мического состава: 3,1—3,2%’ С; 2,2—2,4%' Si; 0,7—0,8% Мп; 0,2—0,3%i Р; 0,08—0,10%! S; 1,25—1,75%’ Сг. Для деталей II ка тегории количество хрома в чугуне увеличивается до 14,0;%’, для деталей III категории — доводится до 30%’.
Для других деталей металлургического оборудования подоб
ной классификации не существует, однако, основываясь на дан ных практики, можно утверждать, что и для них она является приемлемой. К этой классификации следует добавить IV катего