

книги из ГПНТБ / Бобровников Г.А. Применение синтетических материалов при ремонте и модернизации машин
.pdfПри ремонте и модернизации машин приходится иметь дело, как правило, с коническими шестернями со спиральными зубьями, которые имеют эксплуатационные и технологические преимуще ства по сравнению с прямозубыми шестернями.
Изготовление удовлетворительных по своему качеству прессформ для получения пластмассовых конических шестерен со спи ральными зубьями с помощью обычных способов, в том числе спо собом пластической деформации, оказалось невозможным. Эта
задача |
была решена автором * с помощью пресс-форм, рабочая |
|||||
|
|
часть |
которых была |
изготовлена |
||
|
|
способом литья (фиг. 42). |
||||
|
|
Пресс-форма состоит из разъем |
||||
|
|
ного корпуса 1,2 и стального стерж |
||||
|
|
ня 3. |
Для получения формы в корпус |
|||
|
|
вставляют |
новую |
металлическую |
||
|
|
(сталь или бронза) |
шестерню (ма |
|||
|
|
стер-модель), изготовленную с уче |
||||
|
|
том усадки пластмассы. Зубья ше |
||||
|
|
стерни должны быть тщательно от |
||||
■Фиг. |
42. Схема пресс-формы |
полированы |
и перед помещением в |
|||
для |
изготовления конических |
пресс-форму очищены бензином. |
||||
шестерен со спиральными |
Собранную пресс-форму нагревают, |
|||||
|
зубьями. |
после чего через центральный лит |
||||
|
|
ник в нее заливают жидкий сплав **. |
||||
Получающаяся при этом форма имеет полный профиль зубьев |
||||||
«и хорошую чистоту поверхности. После |
остывания |
пресс-формы |
||||
из нее удаляют мастер-модель и производят обработку централь ного литника 4 на токарном станке. Затем производят зачистку формы в целом, после чего она готова к использованию.
Так как рабочую часть пресс-формы 5 изготовляют путем за ливки цветного сплава без последующей механической обработки, то технологический процесс изготовления пресс-формы намного упрощается, себестоимость снижается. Описанным способом мо гут быть изготовлены пресс-формы для цилиндрических и кониче ских шестерен с прямыми, косыми и спиральными зубьями.
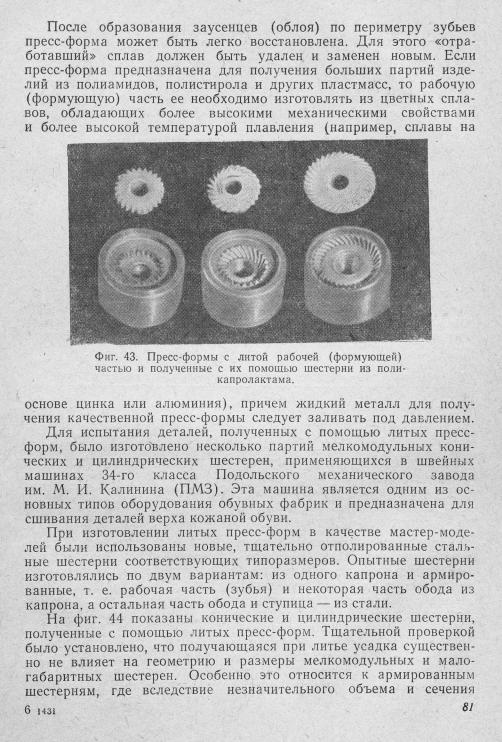
В качестве примера на фиг. 43 показаны три пресс-формы и полученные с их помощью шестерни из поликапролакта.ма со спи ральными и прямыми зубьями. Опыт применения таких пресс-форм показывает, что они могут выдержать до нескольких сот отливок без снижения их качества, что вполне приемлемо при ремонте и мо дернизации машин.
*Совместно с инж. А. А. Свенцицким.
**В опытах были использованы различные литейные сплавы цветных ме
таллов, которые заливались в пресс-форму под |
давлением и без |
давления. |
||||||
Весьма |
хорошие |
результаты |
дало |
применение |
для этой цели баббита марки |
|||
Б83, который обладает хорошими |
литейными |
свойствами и относительно |
вы |
|||||
сокой |
твердостью (НВ 30). |
Пресс-форма при этом |
нагревалась до 250—280° С, |
|||||
т. е. несколько |
выше температуры |
окончания |
затвердевания сплава |
(240° |
С). |
|||
.80


периодически: в течение некоторого времени — на полных оборо тах, затем останавливается и т. д. Это облегчает условия работы капроновых шестерен в том отношении, что они имеют возмож ность частично остывать при остановке машины. Однако при не прерывной и длительной работе на больших оборотах капроновые шестерни нагреваются до значительных температур (ввиду низкой теплопроводности материала), что может привести к более форси рованному их износу.
С целью выяснения этого вопроса была изготовлена опытная партия шестерен четырех типоразмеров из одного капрона и ком позиции, состоящей из капрона с наполнителем в виде алюминие вого порошка в количестве 20% и порошка дисульфида молибдена в количестве 15% от веса основного материала. Данная партия шестерен была изготовлена также из капрона-крошки при тех же
режимах, |
что и предыдущая (см. стр. 82). |
Отличие заключалось |
|
только в |
термической обработке, которая |
проводилась |
путем |
отжига деталей в минеральном масле при |
170° С в течение |
1,5 ч |
|
с медленным нагревом и охлаждением до комнатной температуры вместе с ванной.
После отжига шестерни дополнительно выдерживались в горя чей воде (70—80° С) в течение 2 ч.
Сравнительные испытания обычных (капроновых) шестерен и шестерен, изготовленных из указанной выше композиции, про водились в лабораторных условиях на двух швейных машинах ПМЗ 34-го класса с мощностью электродвигателя 0,25 кет. Одна
из |
этих машин работала на |
обычных оборотах (2400 об/мин)-, |
а |
другая — укомплектованная |
шестернями с наполнителем — на |
более высоких оборотах (2800 об/мин). Машины работали еже дневно в течение 8 ч без Остановок.
После приработки в течение 750 ч и предварительного осмотра зубьев шестерни обеих машин были тщательно очищены спиртом и взвешены на аналитических весах с точностью до 1 мг. В ходе дальнейших испытаний (после дополнительных 1000 ч работы обеих машин) шестерни подвергли исследованию путем повтор ного взвешивания и измерения с помощью инструментального микроскопа. В результате было установлено, что хотя шестерни, изготовленные из композиции, работали без смазки и на повышен ных оборотах, износ их значительно меньше, чем шестерен, изго товленных из одного капрона. Это объясняется более высокой теплопроводностью и антифрикционными свойствами композиции за счет присадки алюминия и дисульфида молибдена. Улучше ние же температурного режима работы шестерен, в свою очередь, способствует повышению сроков их службы.
Таким образом, как лабораторные испытания, так и эксплуа тация в- производственных условиях подтверждают высокую из носостойкость и хорошие эксплуатационные качества капроновых шестерен в паре со стальными при условии нормальной работы машин,
84
Однако длительные наблюдения показали, что при эксплутации капроновых шестерен в швейных машинах ПМЗ 34-го класса имеют место и случаи аварийного их износа в виде срыва (смятия) нескольких смежных зубьев. Причиной такого вида износа яви лось попадание обрывков нити в ход швейного крючка, что вызва ло внезапную остановку машины. При остановке машины маховик и шкив маховика развивают значительные инерционные усилия, которые, совмещаясь с усилием привода, приводят к смятию зубьев полиамидных шестерен.
Хотя за восемь месяцев работы (в две смены) пяти машин, укомплектованных полиамидными шестернями, было зарегистри ровано всего два случая такого вида износа, все же для его устра нения, помимо тщательного соблюдения обычных требований в отношении ухода за машиной, исключающих ее тяжелый ход, необходимо при дальнейшей модернизации идти по пути примене ния предохранительных устройств (муфт), отключающих маховик и привод машины при ее внезапной, вынужденной остановке.
Предварительные расчеты показывают, что стоимость капроно вых конических шестерен, получаемых с помощью литых прессформ, в 2—3 раза ниже стоимости таких же стальных шестерен, главным образом за счет того, что отпадает необходимость в тру доемкой и малопроизводительной операции нарезания зубьев на специальных станках. Если к тому же учесть, что эти шестерни отличаются хорошими эксплуатационными качествами, намного снижают производственный шум, обладают высокой износостой костью и способностью длительно работать при ограниченной смазке и даже без смазки, то становятся вполне очевидны боль шие перспективы применения этих шестерен при ремонте и модер низации многих машин и механизмов, где они выполняют в основ ном функции не силовых, а кинематических связей. В этих усло виях высокая износостойкость и хорошие антифрикционные свой ства капрона обеспечивают длительную и надежную работу шестерен.
Однако для обеспечения длительной работы необходимо учи тывать повышенные требования и к качеству монтажа передачи, так как капроновые шестерни весьма чувствительны к перекосам, чрезмерным зазорам, натягам и другим нарушениям качества
сборки.
Длина зубьев капроновых шестерен не должна превышать длину зубьев парной стальной шестерни, так как это приводит к их более ускоренному местному износу. Достоинством передачи является также крайне незначительный износ парных — стальных шестерен, что увеличивает срок их службы, уменьшает нормы расхода этих деталей и, следовательно, сокращает стоимость
ремонта машин.
Недостатком капроновых шестерен является их сравнительно невысокая механическая прочность, что ограничивает возможно сти применения их при более значительных нагрузках.
85
Одним из направлений в повышении прочности капроновых шестерен, пригодных для использования в силовых передачах, является применение более рациональных методов их термиче ской обработки [13]. Практикуется также нанесение тонкого слоя капрона на металлические шестерни, где удачно комбинируются высокая прочность металла и ценные свойства полимера. Эти ме роприятия, конечно, не решают проблемы в целом. Поэтому необ ходимо изыскивать и другие пути повышения прочности шестерен из полиамидов, расширяющие возможности их практического приме нения.
ИЗГОТОВЛЕНИЕ ЗУБЧАТЫХ КОЛЕС ИЗ ТЕРМОПЛАСТОВ СПОСОБОМ ГОРЯЧЕЙ НАКАТКИ
В последние годы разработана новая технология изготовления мелкомодульных зубчатых колес из термопластов способом горя чей накатки. Этот способ отличается высокой производительностью,
не требует специального |
оборудования, сложных |
пресс-форм |
и инструмента [23]. |
|
|
Сущность способа заключается в следующем. |
пресс-формы |
|
Полученную с помощью |
простой по конструкции |
|
или путем механической обработки заготовку закрепляют на оправке и устанавливают на токарном станке (фиг. 46).
В качестве накатывающего инструмента-ролика используют хорошо отполированную стальную шестерню 7, которая свободно вращается на оси оправки 3, устанавливаемой на суппорте 2 то карного станка.
Если стальная шестерня нагрета до нужной температуры, то при контакте с ней поверхность пластмассовой заготовки размяг чается и переходит из твердого в пластическое состояние. При этом в результате поперечной подачи суппорта и вращения заго товки на ней легко воспроизводятся зубья.
При изготовлении зубчатых колес способом горячей накатки инструмент-ролик должен нагреваться до вполне определенной температуры, которая устанавливается опытным путем в зависи мости от скорости накатки (числа оборотов шпинделя) и терми ческих свойств пластмассы. Так, при накатке мелкомодульных шестерен (т = 1 мм) из капрона можно рекомендовать число обо ротов шпинделя (заготовки) 96 об/мин, температуру нагрева ро лика 300—320° С.
Получаемые способом горячей накатки зубья шестерни должны иметь одинаковый цвет с основным материалом детали. Если на поверхности зубьев образуется пленка темного цвета или они обугливаются, то это означает, что температура ролика при дан ных оборотах шпинделя была завышена.
Нагрев ролика осуществлялся в электропечи, после чего оправ ка вместе с роликом быстро устанавливалась на суппорте станка. Нагрев'ролика можно производить также с помощью т. в. ч. (или
86
струи горячего воздуха) непосредственно на станке в процессе накатки. Наиболее простым и в то же время достаточно надеж ным оказался способ нагрева ролика с помощью струи горячего воздуха. Этот способ и следует рекомендовать для практического использования.
Сжатый с помощью компрессора И до 0,15—0,2 ат воздух про ходит через электрообогреватель 1 и по трубе 8 подается к накат ке-ролику. Электрообогреватель представляет собой стальную
|
Фиг. 46. Схема |
установки для горячей накатки шестерен |
||
|
|
из |
термопластических |
масс: |
. |
1 — электрообогреватель; 2 — суппорт |
токарного станка; 3 — |
||
оправка для |
ролика; 4 — реборды; 5 — оправка для заготовки; |
|||
: |
6 —- заготовка |
из |
пластмассы; 7 — стальная шестерня — ролик; |
|
'8 — трубка для подвода горячего воздуха к ролику; 9 — реостат;
10— амперметр; 11 — компрессор.
трубу диаметром 70—80 мм, в которую вмонтирован электронагре вательный элемент (нихромовая спираль с бусами).
Струя горячего воздуха должна быть небольшого сечения и направлена непосредственно на ролик. Для этого на конец труб ки 8 надевают ниппель с отверстием 2—3 мм. Температуру воздуха контролируют на выходе из ниппеля ртутным термометром и регу лируют с помощью реостата 9 и амперметра 10, включенных в цепь электрообогревателя. С целью увеличения к. п. д. установки электро обогреватель и трубка 8 должны иметь надежную теплоизоляцию (асбест).
Температуру можно также регулировать и за счет количества воздуха, подаваемого через обогреватель. Если в цеху имеется сеть сжатого воздуха, то установка может быть значительно упро щена, так как в этом случае отпадает необходимость в специаль ном компрессоре. С этой же целью может быть использован баллон со сжатым воздухом (лучше азотом).
87
Для того |
чтобы размягченная |
пластмасса |
не выдавливалась |
по сторонам, |
а зубья на шестерне |
получались |
одинаковой длины |
и правильного профиля, ролик с обеих сторон должен иметь по две реборды — съемные шайбы 4.
Перед накаткой ролик необходимо смазывать, так как в про тивном случае к нему будут прилипать частицы пластмассы, а по верхность зубьев накатываемой шестерни будет недостаточно
гладкой.
Проверка различных видов смазки показа на, что наилучшие результаты дает смесь стеарина с воском (1:1) и дисульфид молибде на в виде порошка или пасты. Дисульфид мо либдена сохраняет свои смазывающие свой ства до температуры 450° С и к тому же обра зует в процессе накатки на поверхности зубьев устойчивую пленку, которая повышает износо стойкость и антифрикционные свойства пласт массовых зубчатых колес.
В процессе накатки наружный диаметр пластмассовой шестерни увеличивается, поэто му диаметр заготовки должен быть приблизи тельно равен диаметру начальной окружности. Более точно необходимый диаметр заготовки определяют опытным путем.
Для проверки деталей в производственных условиях было изготовлено более 100 цилидрических капроновых шестерен механизмаподачи материала одноигольной швейной ма шины ПМЗ 34-го класса. Коробка подач этой машины состоит из стальных цилиндрических шестерен трех типоразмеров, которые могут входить в зацепление с соответствующим ко лесом шестеренчатого блока, сидящим на од
ном валу с так называемым позывным колесом. Этим достигается регулирование длины шага строчки.
Основные данные шестерен коробки подач, которые изготовля лись из капрона:
Наружный диаметр Число зубьев |
Модуль |
|
в мм |
|
в мм |
24 |
22 |
1 |
22 |
20 |
1 |
20 |
18 |
1 |
Заготовки шестерен |
изготовлялись |
с помощью шприц-пресса |
и простой по конструкции пресс-формы |
(фиг. 47). Исходным ма |
|
териалом являлась капрон-крошка. Для получения заготовок всех трех типоразмеров пресс-форма была снабжена тремя цилиндри ческими вставками 2 с внутренним диаметром D, соответственно равным наружному диаметру шестерен (с учетом линейной усадки
88
