

книги из ГПНТБ / Китаев, В. Е. Трансформаторы учеб. пособие
.pdfВ концентрических обмотках взаимодействие продольного поля рассеяния с токами в проводах обмоток создает радиальные уси лия Fv, стремящиеся растянуть в радиальном направлении наруж ную обмотку ВН и сжать внутреннюю НН (рис. 74). 1В результате взаимодействия поперечного поля рассеяния с токами в обмотках создаются осевые усилия, стремящиеся сжать обмотки по высоте.
При симметричных обмотках сжимающие усилия малы и замет но не проявляются даже при коротких замыканиях трансформато ра. При несимметричных обмотках, имеющих неодинаковую высоту
Рис. |
73. Магнитное |
Рис. 74. Направление |
|||
поле |
рассеяния |
кон |
радиальных сил |
в |
|
центрической |
обмот |
концентрических |
об |
||
|
ки: |
|
|
мотках |
|
1 — магннтопровод |
2 — |
|
|
||
обмотка НН, |
3 — обмот |
|
|
||
|
ка ВН |
|
|
|
|
и различное распределение намагничивающих сил по высоте, осе вые силы могут оказаться опасными, так как они стремятся увеличить ту несимметрию, вследствие которой они возникли. Под дей ствием этих усилий при больших токах обмотки деформируются, в результате чего трансформатор может выйти из строя. Поэтому на динамическую устойчивость трансформатора оказывает большое влияние плотность намотки, прессовки и стяжки обмоток.
Способность трансформатора выдерживать короткие замыкания в значительной мере зависит от плотности сжатия обмоток в осе вом направлении. Неплотная намотка, «разгоны», слабая прессов ка обмотки снижают динамическую устойчивость трансформатора. 1 Для обеспечения высокой механической прочности обмотки трансформатора должны быть надежно закреплены в осевом и ра диальном направлениях. Внутреннюю обмотку расклинивают от носительно магнитопровода деревянными круглыми стержнями и фасонными планками, образующими вертикальный охлаждающий канал. Такие охлаждающие каналы делают также между обмот ками-и между отдельными слоями одной обмотки. Для образова ния вертикальных охлаждающих каналов применяют электрокартонные рейки. Число реек и прокладок по окружности обмотки,
130 •.
образующих горизонтальные охлаждающие каналы, определяется расчетом ее на механическую прочность при коротких замыканиях.
Детали изоляции обмоток должны иметь достаточную механи ческую прочность, в противном случае возможно разрушение изо ляции, вследствие чего охлаждающие каналы могут оказатьсязакрытыми. В этом случае нарушается нормальная циркуляция масла и сильно снижается интенсивность отвода тепла от нагретых частей обмотки, что приводит к резкому повышению температуры обмотки и выходу из строя трансформатора.
§42. МАТЕРИАЛЫ ИЗОЛЯЦИОННЫХ ДЕТАЛЕЙ
Втрансформаторах большинство изоляционных деталей (рей ки, прокладки, шайбы и т. д.) изготовляют из электроизоляцион ного картона. При этом подбирают листы одинаковой толщины и учитывают усадку электрокартона. Листы электрокартона имеют
усадку по длине до 0,5%, а по ширине до 1,5%. Поэтому при изго товлении деталей из электрокартона разметку делают так, чтобы наибольшие размеры деталей были по длине листа.
Вмасляных трансформаторах применяют электрокартон марою А,, Б, В и Г. Электрокартон изготовляют из сульфатной целлюлозы без красителей, наполнителей и склеивающих веществ. Из электро картона марки В изготовляют прокладки, подкладки, опорные кольца и другие изоляционные детали, к которым предъявляют требование малой сжимаемости под давлением.
Втрансформаторах класса напряжения ПО кв и выше перего родки, цилиндры и угловые шайбы выполняют из электрокартона марки А. Электрокартон марки Б применяют в изоляционных кон струкциях класса напряжения 10, 35 и ПО кв, марки Г — в менее ответственных с точки, зрения изоляции узлах. В сухих трансфор маторах применяют электрокартон марки ЭВ, который менее гидроскопичен и имеет большую плотность, чем эЛектрокарТон марок А, Б, В и Г.
Электрокартон различной толщины выпускают в листах' и
рулонах. Размеры листов 900ХЮ00 мм толщиной 0,5 мм, 850Х
Х1100 и 1850X3600 мм толщиной 1; 1,5; 2; 2,5 и 3 мм. Ширина рулона 1000 мм.
Для изоляции отводов, обмоток от магнитопровода и других обмоток применяют бумажно-бакелитовые изделия в виде цилинд ров и трубок. Эти изделия, выполненные путем намотки пропитан ной бакелитовым лаком бумаги с последующим запеканием и ла кировкой, обладают высокой электрической и механической проч ностью.
Вкачестве междуслойной изоляции используют электрокартон
икабельную бумагу. Бумагу изготовляют из небеленой сульфат ной целлюлозы и выпускают толщиной 0,08; 0,12 и-0,17 мм в виде рулонов различной ширины. Для изготовления концевой изоляции (бортиков) и изоляций крайних витков применяют телефонную'
9* |
131/- |
бумагу, выпускаемую толщиной 0,05 мм в виде рулонов с шириной
полотна 500±10 мм.
•Для изоляции отводов в местах, где требуется эластичность и механическая прочность (в местах пайки, изгибов) используют лакоткань марки ЛХМ (лакоткань хлопчатобумажная, маслостойкая). Ее вырабатывают из хлопчатобумажной или шелковой ткани, трехкратно пропитываемой масляным лаком. Лакоткань толщиной 0,17; 0,2 и 0,24 мм выпускают в виде рулонов шириной 700—1000 мм. Кроме лакоткани для этих же целей применяют крепированную бумагу толщиной 0,5 мм, изготовленную из суль фатной целлюлозы, на которую нанесены поперечные полосы кре па. Эта бумага допускает удлинение до 50% и очень эластична. Преимущество ее перед лакотканью состоит в том, что она хоро шо пропитывается маслом.
Для механического крепления витков обмотки и закрепления изоляции отводов используют хлопчатобумажные ленты — киперную толщиной 0,45 мм и тафтяную толщиной 0,25 мм, которые выпускают шириной 15—50 мм.
Доски зажимов, диски переключателей и детали крепления проходных шин на крышке трансформатора изготовляют из гетинакса, представляющего собой бумагу, пропитанную бакелитовым лаком и спрессованную при повышенной температуре. Гетинакс выпускается в виде листов и досок различной толщины и обладает высокой электрической и механической прочностью.
..Между обмотками и изоляционными цилиндрами, а также меж ду слоями обмоток прокладывают рейки, склеиваемые из электрокартоаа. Для тех же целей у трансформаторов мощностью до 630./сва. и между обмотками НН и магнитопроводом трансформато ров мощностью до 6300 ква устанавливают круглые стержни и фасонные планки из. белого бука. Между планками и витками об
мотки |
прокладывают |
коробочки |
из электрокартона |
толщиной |
0,5 мм, предохраняющие витковую изоляцию от повреждения. |
||||
Для |
изготовления |
конструкций |
крепления отводов |
и прессую |
щих балок ярма применяют красный бук и березу. Бук обладает высокими механическими свойствами, хорошо обрабатывается и меньше всех пород дерева повышает кислотность трансформатор ного масла. Береза, применяемая для менее ответственных 'меха нических деталей, имеет меньшее сопротивление скалыванию.. Смолистые породы дерева (ель, сосна и др.) и дуб в масляных трансформаторах не применяют, так как растворяемые в масле смолы вносят нежелательные примеси, ухудшают его электриче ские свойства и ускоряют старение.
. Проходите изоляторы масляных трансформаторов изготовля ют из фарфора. Фарфор используют для деталей крепления отво дов трансформаторов с классом напряжения ПО кв и выше.
В сухих трансформаторах применяют изоляционные материалы с повышенной- , нагревоетойкостью — стеклолакоткань, стеклянную ленту, стеклотекстолит, стеклотекстолитовые цилиндры.. Эти ма териалы.) относятся к классу, нагревостойкости В. При обработке
132t
кремнийоргаиическимп лаками нагревостойкость этих материалов повышается до класса Н.
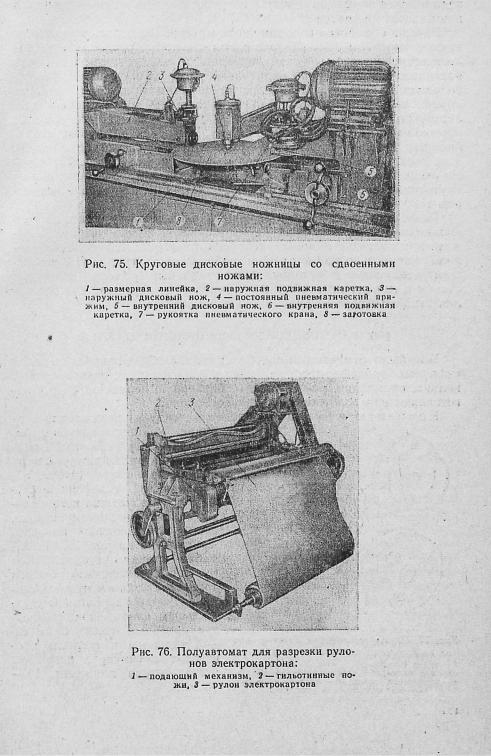
Раньше обработка изоляционных материалов велась в основном ручным способом. В настоящее время некоторые трудоемкие техно логические процессы механизированы и автоматизированы, что позволило повысить производительность труда и улучшить качест во изоляции детален. Наиболее трудоемким процессом является обработка электрокартона различной толщины, получаемого в виде листов больших размеров (1850X3600 мм). Так как все обмотки обычно имеют цилиндрическую форму, то фигурную вырезку изоля ционных деталей производят круговыми дисковыми ножницами. Так, дисковыми ножницами со сдвоенными ножами (рис. 75) мож но очень быстро вырезать изоляционную шайбу с минимальным внутренним диаметром 300 мм и максимальным наружным диамет ром 1600 мм.
Разрезка рулона электрокартона раньше производилась иа руч ных гильотинных ножницах двумя рабочими. Внедрение полуавто мата для' разрезки рулонов электрокартона (рис. 76) также позво лило значительно повысить производительность труда. На подаю щем механизме 1 устанавливают заданный размер, включают станок и гильотинные ножи 2 автоматически нарезают нужное ко личество заготовок из рулона 3 электрокартона.
§ 43. ИЗГОТОВЛЕНИЕ ИЗОЛЯЦИОННЫХ ДЕТАЛЕЙ л
Как было отмечено выше, большинство изоляционных детален масляных трансформаторов (концевую изоляцию, изоляционные
кольца, прокладки, рейки, шайбы, |
барьерную изоляцию |
и др.) из |
|||||||
готовляют из маслоупорного электрокартона. |
|
|
|
|
|||||
К о н ц е в у ю |
и з о л я ц и ю , |
предназначенную для усиления изо |
|||||||
|
|
|
|
ляции крайних катушек ци |
|||||
|
|
|
|
линдрических |
обмоток, |
изго |
|||
|
|
|
|
товляют в виде прямоугольной |
|||||
|
|
|
|
полосы из электрокартона, на |
|||||
|
|
|
|
клеенной на телефонную бу |
|||||
|
|
|
|
магу. Эту изоляцию изготовля |
|||||
|
|
|
|
ют на специальном станке, |
|||||
|
|
|
|
схема |
устройства |
которого |
|||
|
|
|
|
изображена на рис. 77. На ба |
|||||
|
|
|
|
рабан |
станка |
устанавливают |
|||
|
|
|
|
рулон |
1 телефонной бумаги |
||||
|
|
|
|
толщиной 0,05 мм нужной ши |
|||||
|
|
|
|
рины. Ванну 3 наполняют крах |
|||||
|
|
|
|
мальным клеем. Подачу элек- |
|||||
Рис. 77. Схема устройства станка |
для |
трокартонных полос 4 задан |
|||||||
ной толщины |
и |
ширины |
про |
||||||
изготовления концевой изоляции: |
|
изводят |
вручную |
с |
разрывом |
||||
; — рулон телефонной |
бумаги, 2 — бумага, 3 — |
||||||||
панна с клеем, |
4 — электрокартонная полоса, |
между |
двумя |
полосами |
10— |
||||
5 — прижимной |
ролик, |
6 — готовая изоляция, |
15 мм. |
|
|
|
|
|
|
7 — электрика ртонна я подкладка |
|
|
|
|
|
|
|||
134
Концевая изоляция наматывается в виде рулона на оправке, которую предварительно оборачивают одним слоем нелроклеенной телефонной бумаги. Для удобства съема рулона концевой изоляции с оправки под следующий слой телефонной бумаги помещают под кладку 7 из электрокартона толщиной 2,5—3 мм, длиной 180— 200 мм и шириной 100 мм. Рулоны концевой изоляции имеют диа метр 250—300 мм. Последний слой телефонной бумаги приклеива ется к рулону. В процессе работы станка прижимной ролик 5 про тирают сухой тряпкой, так как его загрязнение клеем недопустимо.
И з о л я ц и о н н ы е |
к о л ь ц а |
склеиваются из отдельных шайб, |
||||
которые вырезают на круговых дисковых нож |
|
|
|
|||
ницах. Шайбы покрывают бакелитовым лаком, |
|
|
|
|||
пропуская их через вальцы лакировальной ма |
|
|
|
|||
шины, и сушат. Кольца собирают, чередуя баке- |
|
|
|
|||
лизированные шайбы с небакелиризованными до |
|
|
|
|||
нужной толщины, и бандажируют крепирован |
|
|
|
|||
ной бумагой вразгон. Собранное кольцо подают |
|
|
|
|||
на гидропресс и прессуют при |
давлении 40— |
|
|
|
||
50 кГ/см2 и температуре 130—140° С. После этого |
|
|
|
|||
фрезеруют внутренний и наружный диаметр |
|
|
|
|||
кольца под. определенный размер. При изготов: |
|
|
|
|||
лении колец шайбы укладывают так, чтобы на |
Рис. |
78. Схема |
||||
правление волокон у них было одинаковым. |
образования |
|||||
Если направление волокон будет разным, шайбы |
охлаждающих |
|||||
покоробятся. |
|
|
|
каналов при по |
||
|
|
|
мощи |
реек и |
||
Обмотки трансформаторов должны быть на |
|
прокладок: |
||||
дежно закреплены как |
в радиальном, |
так и в |
/ — |
И З О Л Я Ц И О Н Н Ы Й |
||
осевом направлениях для обеспечения необходи |
цилиндр, 2 — рей |
|||||
ка, |
3 — обмотка, |
|||||
мой механической прочности. Для образования |
4 — прокладка |
|||||
горизонтальных охлаждающих |
каналов |
между |
|
|
|
|
отдельными витками или катушками по высоте винтовой или не
прерывной |
обмоток устанавливают э л е к т р о к а р т о н н ы е про |
к л а д к и |
4 (рис. 78). Для образования вертикальных охлаждаю |
щих каналов используют рейки 2, устанавливаемые между изо ляционным цилиндром 1 и внутренней поверхностью обмотки 3. Внутренние обмотки дистанцируются от наружного, изоляционного цилиндра выступами прокладок. У прокладок выштамповывают с одной или обеих сторон вырезы, имеющие форму ласточкина хво ста. Прокладки с двойными. вырезами применяют для усиления механической прочности обмоток, имеющих .наружный прошивной клин. Эти вырезы закрепляют прокладки на вертикальных рейках. Для изготовления прокладок применяют прорубные и комбиниро ванные штампы, снабженные приспособлением для регулирования
длины прокладки.
Вертикальные охлаждающие каналы образуют рейки, изго товленные из электрокартонных полос. Для изготовления реек лис ты электрокартона покрывают бакелитовым лаком, пропуская их через вальцы лакировальной машины. После естественной сушки в специальных стойках листы бакелизированного и небакелизиро-
135
ванного электрокартона разрезают на полосы определенной шири ны и длины н а , многодисковых или гильотинных ножницах.
Для сборки реек определенной толщины набирают электрокартонные полосы, чередуя бакелизированиые и иебакелизированные. Верхняя полоса должна быть шире других, чтобы можно было на садить дистанцинирующие прокладки. После сборки рейки бандажируют крепированной бумагой вразгон п подают на гидропресс для прессовки, где при 120° С в течение 45 мин происходит склеивание электрокартона. Высоту рейки делают равной высоте изоляционно го цилиндра плюс технологический припуск, который после намот ки и опрессовки срезают. Толщина реек и прокладок зависит от величины охлаждающих каналов.
Рнс. 79. Устройство ярмовой |
Рис. |
80. Закрепление |
||||
изоляции: |
|
прокладок |
на |
шайбе |
||
1 — злектрокартонная |
шайба. |
ярмовой |
изоляции: |
|||
2 — прокладка, 3 — заклепка |
/ — шайба, |
2 — проклад |
||||
|
|
ка, |
обращенная |
к ярму. |
||
|
|
3 — прокладка, |
обращен |
|||
|
|
ная |
к |
обмотке, ‘4 — за |
||
|
|
|
|
клепка |
|
|
Для изоляции обмоток трансформатора служит ярмовая изоля ция (рис. 79), которая представляет собой ш а й б у 1 из электро-
,картона толщиной 2—3 мм. К шайбе с двух сторон приклепывают прокладки 2 из прессованного электрокартона, необходимые, для создания горизонтальных охлаждающих каналов. Заклепки 3 для крепления прокладок ярмовой изоляции изготовляют из отходов толстого электрокартона. Если напряжение обмотки ВН 35 кв и выше, то прокладки 3 (рис. 80), обращенные к обмоткам, сверлят не насквозь (при длине заклепки более 8 мм), как показано на рисунке. ,
Шайбу изготовляют из электрокартона на круговых дисковых ножницах со сдвоенными ножами. Отверстия в прокладках делают на специальных сверлильных станках с поворотным столом (рис. 81). Перемещение вращающегося диска 3 поворотного сто ла 4 вправо или влево дает возможность подавать деталь под шпин дель 1 станка и одновременно приклеивать прокладку 6 к шайбе 7.
В некоторых случаях в ярмовой изоляции делаются вырезы для прохода концов внутренней обмотки или шайбу делают разрезной с вынимающимся сектором в зоне расположения концов обмотки. Так как внутренний изоляционный цилиндр опирается на шайбу ярмовой изоляции, то длина прокладок, обращенных к обмотке, меньше на толщину цилиндра, чем длина прокладок,' обращенных
■136
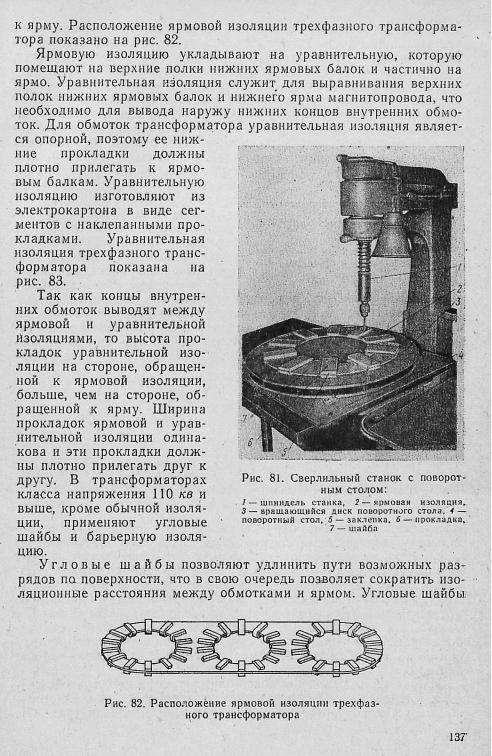
(рис. 84) изготовляют из электрокартона. Цилиндрическая часть угловой шайбы имеет высоту 150 мм, а горизонтальный отворот де лают шириной, соответствующей радиальному размеру обмотки.
Изготовляют угловые шайбы на стальной оправке (рис. 85), на ружный диаметр которой можно изменять и устанавливать равным внутреннему диаметру шайбы. На листах электрокартона делают надрезы для горизонтальных отворотов. Листы электрокартона на матывают на стальную оправку так, чтобы в различных слоях ци линдрической части шайбы было перекрытие стыков. Каждый слой
шайбы стягивают киперной лен той и укладывают так, чтобы пе рекрывались вырезы отворотов предыдущего слоя на листах.
После намотки всех слоев ци линдрической части шайбы ее скрепляют киперной лентой и надевают цельную шайбу из элек трокартона на место, где начи наются надрезы. На цилиндриче
скую часть угловой шайбы по всей окружности укладывают времен ную технологическую полосу из электрокартона, которая опирается на цельную шайбу, после чего отбортовывают горизонтальные от вороты угловой шайбы. Начиная с наружного слоя шайбы отгиба ют лепестки отворотов под углом 90°, обстукивая их деревянным •
Рис. 84. Угловая |
Рис. 85. |
Стальная |
шайба |
оправка для изго |
|
|
товления |
угловой |
|
шайбы |
|
молотком по всей длине окружности. Окончив отбортовку горизон тальных отворотов, на последний бортованный слой вновь надева ют электрокартонную шайбу и сшивают горизонтальный отворот шайбы шпагатом в 6—8 местах. После этого шайбу снимают с оп равки и сшивают ее цилиндрическую часть также шпагатом.
Б а р ь е р н у ю и з о л я ц и ю устанавливают между торцами об моток и ярмом (ярмовые барьеры) и между двумя обмотками ВН разных фаз (междуфазные перегородки). При испытательном на пряжении 200 кв устанавливают по одному барьеру снизу и сверху обмотки, а при испытательном напряжении 230 кв и выше — по два
•барьера.
На рис. 86 изображен ярмовой барьер трехфазного трансформа тора, изготовленный из электрокартона толщиной 2 мм. Со сторо ны отверстия на барьер надеты П-образные прокладки (рис. 87),
изготовленные из полос электрокартона толщиной 2 мм. После увлажнения места сгиба полосы изгибают на шаблоне толщиной, равной высоте промежутка между сторонами прокладки. На обе стороны полосы помещают определенное число электрокартонных пластин длиной, равной длине стороны прокладки. Полосу и плас тины промазывают бакелитовым лаком.
Междуфазные перегородки устанавливают в промежутке между обмотками ВН двух фаз трехфазного трансформатора. Они пред ставляют собой плоские электрокартонные листы (рис. 88, а).
' Рис. 86. Ярмовой барьер трехфазного трансформатора
Рис. 87. Барьерная прокладка
Рис. 88. Схема устройства барьерной и междуфазной изоляций:
а — раздельные междуфазные перегородки |
и |
барьеры, 6 — междуфазными перегородками |
слу |
жат верхние барьеры, в — междуфазные перего |
|
родки сочетаются с барьерами |
|
Междуфазные перегородки в сочетании с барьерами устанавлива ют для защиты наружного края обмотки ВН. Часто верхние угло вые барьеры (рис. 88, б) служат одновременно и междуфазными перегородками. В некоторых случаях междуфазные перегородки сочетают с барьерами (рис. 88, в).
Рис. 89. Схемы выполнения выводов и нейтра лей обмоток ВН:
а — выводы в средней |
точке, нейтраль вверху н вни |
|
зу» б — выводы |
вверху, нейтраль внизу, в — выводы |
|
вверху н |
внизу, |
нейтраль в средней точке |
139