

Заводян Лабораторный практикум
.pdfПорядоквыполненияработы
Ознакомитьсясописанияминаоборудование,получивихулаборанта,а такжесрабочимиместамиитехникойбезопасностиработысоборудованиеми химикатами.
ДляизготовленияПП(всоответствиисэскизомтопологии,приведенным нарис.8)посубтрактивнойтехнологиинеобходимо:
получитьулаборантазаготовкиизфольгированногостеклотекстолита (вколичестве3шт.),атакженеобходимыйинструмент,материалыиспецодежду;
обезжиритьповерхностьзаготовок,пользуясьтампоном,смоченнымв ацетоне;операцию выполнятьвхимическом шкафу(свытяжкой)использую напальчники,послечегопоместитьзаготовкивтехнологическую тару,накрыв крышкой;
вскафандреустановкинанесенияфоторезистапоместитьзаготовку тыльнойсторонойнастоликцентрифуги,зафиксироватьзаготовкуспомощью вакуумногоприсоса,нанести5-6капельфоторезистанаповерхностьзаготовки, послечеговключитьцентрифугу(режимнанесенияфоторезистанацентрифуге: скорость вращения центрифуги – 1500 об./мин,время вращения – 40 с), аналогичнонанестифоторезистнаоставшиесязаготовки;
поместитьзаготовкивтехнологическую тару,накрывсветозащитной крышкой;
произвести сушку фоторезиста,поместив заготовки в термошкаф (режимсушки:температура-75°С,времяСушки-10мин);допускаетсясушкас применениемИК-нагрева,приэтомкорректируетсяеережим;
выполнитьоперациюсовмещенияиэкспонированиянаустановкеЭМ576,убедившисьвготовностиустановкикработе(согласноееописанию);для удобствасовмещенияфотошаблонасзаготовкойфотошаблонследуетзакрепить
вдержателе (при наличии загрязнений на держателе и шаблоне ихнадо протеретьбатистовым тампоном,смоченным этиловым спиртом);вовремя контактнойфотопечатимаскирующийслойфотошаблонадолженконтактировать непосредственносослоемфоторезистаназаготовке(времяэкспонирования–
45с);
проявить изображение топологии проводящих элементов в слое фоторезиста,пользуясьпроявителемичашкойПетри(прилегкомпокачивании чашкиспроявителемизаготовкой),послечегозаготовкупромытьвпроточной воде(пользуясьпинцетом)ирасположитьнафильтровальнойбумаге(время проявления-20с),аналогичновыполнитьэтуоперациюсдвумяоставшимися заготовками;
проверитькачестворисункафоторезистивноймаскиподмикроскопом типаМБС-9иопределить,имеютсялидефектывмаске;приналичииразрывови проколов в маске из фоторезиста поврежденные места допускается ретушировать,например,используялакХСЛ;послеконтролякаскизаготовку перенестивтермошкаф;
выполнитьоперацию задубливанияфоторезиста(дляулучшенияего адгезиикматериалупроводящегослояитемсамымизбежанияотслоениймаски притравлении)втермошкафу(режимдубления:температура-135±5°С,время-
51
20мин);
вытравитьмедьвместах,незащищенныхфоторезистом,расположив заготовкииванночкустравителемвхимическомшкафу;притравленииважно обеспечитьвизуальныйконтролькачествавыполненияданнойоперации,при этом чтобы травитель покрывал все участки поверхностей заготовок;для улучшениякачестватравленияследуетперемешиватьтравитель,влабораторных условиях это осуществляют,например,легким покачиванием заготовки, погруженной в травитель,перемешивание также способствует ускорению процессатравления,чтопозволяетулучшитьэлектрофизическиехарактеристики
ПП(в условиях производства перемешивание травильного раствора осуществляется,например,за счет барботирования либо струйной подачи травителяидругимиспособами);времятравлениязависитотмногихфакторов, например,оттипаисвойствтравителя,длительностииинтервалавременис моментаприготовлениядоиспользованиятравителя,состоянияповерхности проводящего слоя,температуры процесса травления и др.;при комнатной температуревремятравлениявкислыхтравильныхрастворахможетсоставить от20до40мин,поэтомурекомендуетсяегоуточнять(влабораторныхусловиях) притравлениипервойзаготовкилибоконтрольногообразца;
послеполногоудалениямедиспробельныхместзаготовкитщательно промытьпроточнойводой,затемпросушитьочищеннымсжатымвоздухомлибо спомощьюфильтровальнойбумаги;
проконтролировать качество изготовления печатных элементов с помощьюмикроскопа.
Примечание.Результатыоценкикачествавыполненияоперациизаносить вформутабл.4.
Поокончанииработыпривестивпорядокрабочиеместа.Готовыеплатыи полностьюзаполненнуюформутабл.4показатьпреподавателю.
Требованиякотчету
Отчетдолженсодержать:
1.титульныйлист;
2.цельработы;
3.фрагментструктурыПП(МПП),выполненныхпонескольким технологиям;
4.заполненнуюформутабл.4;
5.выводы по работе(санализом причин возникновениядефектов, обнаруженныхпослеизготовленияПП).
Контрольныевопросы
1.Каковытребованиятехникибезопасностиприработесоборудованием фотолитографическогокомплекса?
2.Назовите последовательность технологических операций при изготовленииППпосубтрактивнойтехнологии.
3.Какимибываютфольгированныедиэлектрики?Ихсвойстваисвойства ППнаних?
4.КаковыосновныеспособыизготовленияПП?
5.Охарактеризуйтеконструкторско-технологическиеразновидностиплат.
52
6.Поясните различия между комбинированным позитивным и негативнымспособамиизготовленияплат.
7.КакиевызнаетеспособынанесенияприпойныхматериаловнаПП?
8.Какими соображениями руководствуются при оптимизации технологическихрежимовоперацийвпроизводствеПП?Назовитекритерии оптимизациидляконкретнойоперации.
9.Аддитивные технологии изготовления ПП, ее особенности и перспективы.
10.Полуаддитивная технология изготовления ПП,ее особенности и перспективы.
11.ЗаключительныеоперацииизготовленияПП,назначениеиособенности ихреализации.
12.ОхарактеризуйтеспособыформированиямонолитнойструктурыМПП.
13.С какой целью в платахизготавливаютотверстия?Каковы связь технологийихформированиясфункциональнымназначением?
14.Поясните роль контроля параметров технологических сред в производствепечатныхплат.
15.КакосуществляетсяконтролькачестваПП?
16.ВчессостоитспецификаавтоматизациипроизводстваПП(МПП)?
17.Каковы перспективы развития технологии и конструкторскотехнологическихвариантовреализацииПП(МПП)?
18.Назовите основные направления совершенствования автоматизированногооборудованиядляпроизводстваПП (МПП).Приведите примерыновыхразработокдляконкретныхгруппоборудования.
53
Лабораторнаяработа№3
Сборкаимонтажфункциональногоузланапечатнойплате
Цельработы-ознакомлениестехнологическимипроцессамисборки монтажа функциональных узлов на печатных платах, а также со спецификой автоматизированныхсборкии монтажа;приобретениепрактическихнавыковв техникереализациисборочно-монтажныхоперацийиоценкиихкачества.
Продолжительностьработы-4ч.
Теоретическиесведения
Подготовкакомпонентовиплатксборкеимонтажусучетомспецифики
автоматизацииэтихопераций
Подготовительныеработывключают: -распаковываниеивходнойконтролькомпонентовипечатныхплат; -формовку,обрезку,флюсованнеилужениевыводовкомпонентов,атакже флюсованиеилужение,элементовпечатныхплат;* -контрольпаяемостивыводовкомпонентов,атакжеконтактныхплощадоки отверстийпечатныхплат; -маркировкупечатныхплат.
*При наличии компонентов в микрокорпусах (либо чип-компонентов) подготовительные работы могут включать операции по формированию припойных покрытий на коммутационных элементах плат например, с применением трафаретной печати припойных паст.В отдельных случаях подготовительные работы могут включать очистку поверхности плат от загрязненийдляулучшенияпаяемости.
При использовании сборочных автоматов распаковывание иногда сводитсякавтоматическомуизвлечениюкомпонентовизупаковочнойтары.В этом случаетарарассчитананазагрузочныеузлы автоматов (питатели),а распаковывание является одним из технологических переходов сборочной операции.Однакочастокомпоненты поступаютнасборкувтаре-спутнике,из которой они перекладываются в технологическую тару-кассету либо приклеиваютсяналинкую лентувпоследовательности,заданнойпрограммой сборкинапечатнойплате.
Новейшие высокопроизводительные сборочные автоматы (плейсеры) самоговысокогоуровняавтоматизацииоборудованыпитателямидляразличных упаковоккомпонентов(например,нагибкийленте(сантистатическойзащитой), в пеналах,ячеистых магазинах и др.). Более перспективной считается упаковочная тара ленточного типа,совместимая с простейшим питателем (барабаном)и позволяющая автоматическое тестирование функциональных параметровкомпонентов(входнойконтрольпередсборкой)непосредственнона ленте.Вэтомслучаевыводыкомпонентовподготавливают(формуют,обрезают, обслуживают) на предприятии-поставщике компонентов (так называемые заказныекомпоненты).Приобычныхпоставкахвходнойконтролькомпонентов осуществляетсячащевсегопослеподготовкиихксборкеимонтажу,апечатных плат-послераспаковывания.
В процессе формовки выводам компонентов придается нужная конфигурация. Поскольку с завода-изготовителя приходят компоненты с удлиненнымивыводами,точаетепослеформовкиводномштампе,снабженном ножами,производитсяяобрезкавыводов.Обрезкувыводовможнопроизводить
54

инапоследующихэтапах,например,послесборкинапечатныхплатах.Иногда выводы обрезаются предварительно,когда компоненты выкусываются из липкойленты-носителя,азатемокончательнообрезаютсяпослеустановкина печатныеплаты.
Для обеспечения хорошей паяемости производится лужениевыводов путемихпогружениявваннусрасплавленнымприпоев.
Передвыполнением сборочно-монтажныхработпроизводитсяконтроль паяемостивыводовипечатныхплат.Контрольосуществляется,например,по площади растекания расплавленного припоя по поверхности образца или площадисмачиванияповерхностиприпогруженииобразцаврасплавленный припой;повременисмачивания(методрассечениякапли);позаменизаполнения расплавленнымприпоемметаллизированныхотверстий;повысотеменискапри смачиванииприпоемвыводаидр.Однаконаиболееточнымявляется"мотод менискографин,основанныйнарегистрациисилыповерхностногонатяжения,в ходепогруженияобразцавваннусрасплавленнымприпоем.
Маркировочныезнакинаплатунаносятобычнометодомшелкографин.
Сборкакомпонентовнапечатныхплатах Сборка компонентов на печатныхплатахпредставляетсобой этап в
производствефункциональныхузлов,следующийзаподготовкойкомпонентови плат.Привыполнениисборочныхработпроизводятсяпоискместарасположения компонентанаплате,егоориентациянанейизакрепление(фиксация)наэтом месте.Положениекомпонентов,полученноеприсборке,недолжноизменяться домоментаконтактированияивпроцессеконтактирования.Поэтомуфиксация компонентовнапечатныхплатах-этоихтехнологическоекрепление(ане рабочее,эксплуатационное)стем,чтобыонинеизменялисвоегоположенияиззанеосторожногообращения,небылисдвинутывовремяпайкиподдействием гидравлическогонапораприпоялибосмещеныподругойпричинеотносительно заданнойпозиции.
Вариантыфиксациикомпонентовсоштыревымивыводамипоказанына рис.I.Фиксациякомпонентоввплоскихкорпусахспланарнымивыводами производитсяприклеиванием,частособеспечениемвозможностидальнейшего корректированияположениякомпонента.Этотметодособеннопригодендля механизированнойсборки.
Запоследние10-15летвозниклоиполучилоразвитиеновоенаправлениев технике сборочно-монтажных работ - программированная ручная сборка компонентов на печатных платах на светомонтажных столах. На светомонтажномстолемонтажникуполагатсякомпонентытолькоодноготипас одновременнымуказаниемсветовымисредствами,кудаикакнужноустановить компонент.Пятно светового луча перемещается по плате (например,со скоростью 300-450 мм/с), определяя позицию компонента на плате с
55
одновременной индикацией кассеты с требуемым компонентом.Точность позиционированиявэтом случаенехуже±0,19мм.Поопытуотечественных передовыхпредприятийизарубежныхфирм повышениепроизводительности трудапривнедрениисветомонтажныхстолов,особенносгибкойиндексацией адресаустановкикомпонентов,составляетнеменее50%.
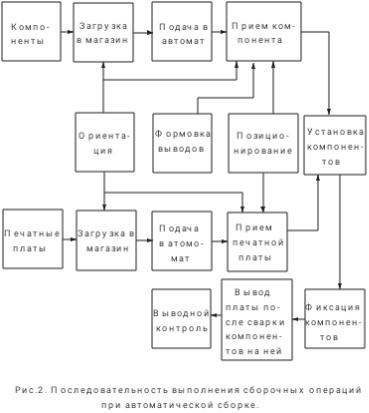
Приавтоматизированнойсборкенасборочном автоматевыполняются операцииипереходывпоследовательности,отраженнойнарис.2.Реализация такойсборкисвязанасвысокимитребованиямикдопускам компонентови печатныхплат.
Всборочныхработахчастотребуетсянетолькофиксациякомпонентовна печаткойплате(иликаком-либоиномосновании),ноиихпрочноемеханическое крепление (когда паяные соединения оказывается недостаточными для удержания компоненте? на платах), обеспечивающее эксплуатационную надежность изделия. Такие крепления выполняются с применением неорганическихиорганических(полимерных)материалов.Изнеорганических материалов применяются припои (т.е.низкотемпературные эвтектические сплавы),стекла,аизполимерных-диэлектрическиеклеииэлектропроводящие клеи-контактолы.
Дляформированиямеханическипрочныхклеевыхсоединенийследует пользоваться термореактивными клеями (например, эпоксидными) с обеспечениеммаксимальнойконцентрациихимическихсвязеймолекулклеяс поверхностями склеиваемых деталей. Очевидно, что определяющим технологическимфакторомвтехникесклеиванияявляетсяхорошеесмачивание клеем соединяемыхповерхностей.Этоможетбытьдостигнутонесколькими способами: созданием достаточного давления на склеиваемые детали, снижениемвязкостиклеялибоодновременнымиспользованиемперечисленных приемов(например,использованиемлегкихприжимовинагрева).Воздействие
56

насклеиваемыедеталивысокихдавленийобычномалоэффективно,посколькув этомслучаеимеетместоскореемеханическийконтакт,анесмачиваниеклеем поверхностей детали.Кроме того,чрезмерное повышение давления может привести к механическому повреждению деталей. Поэтому практически целесообразнопользоватьсядвумяпоследнимиспособами.
Снижениявязкостиполимеровсравнительнонебольшоймолекуляр¬ной массы(эпоксидные,фенолоформальдегндные,полиэфирныеидругиесмолы)и клеевнаихосновеможнодостичьпутемихразбавленияврастворителяхили нагрева. Однако применение в качестве клеев растворов полимеров недопустимо,посколькудляихсушкитребуетсядлительноевремявсилумалого значениягеометрическогопараметраиспарения клеевыхсоединений:
где  -свободная поверхность испарения растворителя из клеевого соединенияобъемомV.
-свободная поверхность испарения растворителя из клеевого соединенияобъемомV.
Тогдавсоответствиисрис.3 длягерметизирующегопокрытия при
при
 аив,гдеаив-длинаиширинаполимерногослоя,адляклеевого соединения
аив,гдеаив-длинаиширинаполимерногослоя,адляклеевого соединения .Времяудалениямолекулырастворителяизсамых глубокихслоеввпервомслучаесоставит
.Времяудалениямолекулырастворителяизсамых глубокихслоеввпервомслучаесоставит ,авовторомслучаеприа<в
,авовторомслучаеприа<в  .Превышениевтороговременипосравнениюспервымбудетравно:
.Превышениевтороговременипосравнениюспервымбудетравно:
 .
.
Например,при =0.1ммиразмерахахв=10x16ммвремя
=0.1ммиразмерахахв=10x16ммвремя превышает время
превышает время в2500раз.
в2500раз.
Вцелом обобщенным правилом приполучениикачественныхклеевых швовявляетсяприменениеклеевбезрастворителя*иобеспечениеиххорошей растекаемостипоповерхностизасчетповышениятехнологическихтемператур. Вэтомслучаеиспользуетсясвойствоолигомеровснижатьсвою вязкость с
с
повышениемтемператур (рис.4).
57

*В состав некоторых клеевых композиций возможно введение активных разбавителей, снижающих вязкость клея, но не выделяющих летучих компонентов при его отверждении (т.е разбавителей, участвующих в полимеризациибезобразованияпобочныхпродуктов).
В экспоненциальной зависимости  существует некоторая критическая температура
существует некоторая критическая температура  ,выше которой вязкость клея становится
,выше которой вязкость клея становится
достаточно низкой и обеспечивается хорошая смачиваемость клеем поверхностей деталей. Поэтому для качественного склеивания систему необходимонагретьдотемпературы ,т.е.всистемунеобходимоввести
,т.е.всистемунеобходимоввести
следующееколичествотепла:
,
где , , -теплоемкостиклеяидеталей1и2; , , -массыклеяи деталей1и2;
, , -теплоемкостиклеяидеталей1и2; , , -массыклеяи деталей1и2; -начальнаятемператураклеяидеталей;к-коэффициент,
-начальнаятемператураклеяидеталей;к-коэффициент,
учитывающийпотернтепла(К=1,1–1,3).
Однако греть ж клей,и детали-часто оказывается технологически неудобным,таккакклейприегонагревебыстроповышаетвязкостьитеряет технологичность.Поэтомуцелесообразнеегретьтолькодеталиинаноситьнаних холодныйклей.В этом случаетемпературанагревадеталей  должна
должна
обязательнопревышатьтемпературу ,посколькупринанесениихолодного клеяпроисходитохлаждениедеталей.Температуру
,посколькупринанесениихолодного клеяпроисходитохлаждениедеталей.Температуру можнонайти,исходяиз условияравенстваколичестватепла
можнонайти,исходяиз условияравенстваколичестватепла  ,вводимоговсистемувэтихдвух случаях:
,вводимоговсистемувэтихдвух случаях:
;
.
Такой подход к технологическомупроцессуреализуется при приклеивании деталейсвысокойтеплопроводностьюимассами,соизмеримымисмассойклея (например,при приклеивании полупроводниковыхструктурили подложекс высокой теплопроводностью (поликоровых) к металлическому основанию корпуса).В меньшей степени сказанное проявляется при приклеивании диэлектрических подложек с малой теплопроводностью (стеклянных) к поверхности печатных плат,В условиях массового производства процесс склеиваниядеталейможнопроизводитьвспециальныхметаллическихплитахс электрообогревом и гнездами для изделий (рис.5),обладающих высокой теплоемкостью  иимеющихмассу
иимеющихмассу ,т.е.присоблюдении
,т.е.присоблюдении
58
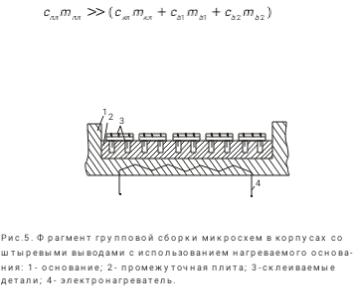
неравенства
каквидно,вэтомслучаедостаточнособлюдатьусловие
Материалы клеевобычнопредставляютсобойсложныесистемы,как правило,многокомпонентные.Выборматериалаклеевойкомпозициидлясборки -вопроснепростойичастоявляетсяпредметомисследованияприразработке процесса сборки каждого нового изделия.В последнее время в связи с развитием техники высокоплотного (поверхностного) монтажа объемы использования клеевых композиций и соответственно требования, предъявляемыекним,существенновозрастают.Этосвязанопреждевсегостем, чтосборочно-монтажныепроцессыстановятсявысокопрецизионными,таккак элементнаябазавыполняетсявмикрокорпуеахсвыводамитолькодлясборкии монтажанаповерхности (аневотверстия)плат,имеющихширинуишаг коммутационных элементов, равные, или менее 1,25 мм. Точность позиционирования компонентов при сборке в этом случае должна обеспечиватьсянехуже±0,05мм.Важноотметить,чтоклеивомногомнетолько обеспечиваютточность позиционирования на этапе сборки,но и создают возможность двухсторонней пайки компонентов (например,с переворотом платы).Причемрольклееввозрастаеттембольше,чембольшевустройствахс высокоплотныммонтажомпроявляется"размерныйэффект"(когдагабаритные размеры элементной базы соизмеримы с размерами коммутационных элементов,иприоплавленийприпоясилы поверхностногонатяженияприпоя способнынетолькосместитькомпонент»ноиперевернутьего).Поэтомуклеевая композициядолжнабытьнетолько"быстросхватывающейся"(воизбежание смещениякомпонента),ноиобразовыватьадгезионно-прочные(ивтожевремя с требуемой пластичностью) клеевые соединения. Кроме того,процесс формирования клеевого соединения должен быть реализован в составе автоматическойлиниисборкиипоэтомулегкоавтоматизируемисовместимс другими операциями сборки.Наименьшим временем "схватывания"клея с компонентомиплатойобладаетакриловыекомпозиции(наосновеакриловых смол),анаибольшейадгезионнойпрочностью – эпоксидные.И те,идругие композиции способны отвергаться при комнатных температурах и весьма ускоренноотвергатьсяприневысокихтемпературах(неболее100°С).Это явилось предпосылкой к разработке новых эпоксидноакриловых клеевых композиций быстрого "схватывания" (отверждение менее 1 мин при излучательном нагреве) для автоматизированной сборки компонентов на поверхностиплат.
59
Процессавтоматизированной сборки в данном случаевключает:ел едущиеоперации:
-захваткомпонентаманипуляторомизпитателяплейсера,тестированиеи ориентациюкомпонента;
-размещениекомпонентанадучасткомзнакоместа,проверкуориентации икорректировкуточностипозиционирования;
-нанесениеклеевойкомпозициисприменением дозатора(количество капельклеяиихразмерырассчитываютсяприпроектированиипроцессасборки);
-поселку(позиционирование)компонентаназнакоместоплатыиконтроль точностипозиционирования;
-фиксацию компонента (термообработку для отверждения клеевой композициисглубинойполимеризациинеболее70%).
-выходнойконтролькачествапозиционирования.
Реализация такого процесса требует применения сборочных автоматов, оборудованных оптическими системами контроля позиционирования и обнаружениядефектов(пропуски,неточностиразмещениякомпонентовидр.),а такжеустройствомконтроляэлектрическихпараметровисистемыуправления наосновемикропроцессораилимикроЭВМ ссоответствующимпрограммным обеспечением.
Электрическиймонтажкомпонентов
Электрический монтаж компонентов на печатной плате сводится к созданиювнутрисхемныхсоединений,всоответствиисосборочнымчертежом. Микроконтактированиевпроизводствефункциональныхузловосуществляется обычнопайкойилисваркой,реже-спомощью электропроводящихклеевконтактолов.Основная цель при выполнении электромонтажных работ - получение механически прочных электрических соединений с низким переходнымконтактнымсопротивлением .
.
Присваркеобщеесопротивлениенесилового(нерабочего,т.е.досварки) контактасоставляет
,
где -сопротивлениеконтактируемыхпроводников; и
-сопротивлениеконтактируемыхпроводников; и соответственно сопротивлениеокисныхпленокнапроводниках1и2; -сопротивлениесужен
соответственно сопротивлениеокисныхпленокнапроводниках1и2; -сопротивлениесужен
вместеконтактапроводников.
В силовом (рабочем)контакте,сформированном сваркой давлением, должнообеспечиватьсяудалениеокисныхпленок,присваркежеплавлением образуется общий сварочный расплав в месте образования контактного соединения.Тогдавпервомслучаебудет вовтором
вовтором .
.
При использовании присадочного материала общее сопротивление несиловогоконтактасоставит
 ,
,
где  -сопротивлениеприсадочногоматериала.
-сопротивлениеприсадочногоматериала.
При пайке скидные пленки удаляются флюсами и сопротивление получаетсяпримерноравнымобъемномусопротивлениюпроводников
60