

Заводян Лабораторный практикум
.pdfТехнологическийпроцессполучениятонкопленочныхэлементовМСБ
методомтермическогоиспаренияввакууме
Какотмечалосьранее,осаждениеодногоматериаланаповерхность другого(т.е.наподложку)ссохранениемстехиометрическогосоставаибез отслаивания(т.е.свысокойадгезией)осаждаемоговещества-процессвесьма сложный,зависящий от множества факторов,трудноконтролируемых при изготовлениитонкопленочныхструктурМСБ.Поэтомуважнознатьвлияние технологическихфакторовнаструктуруисвойстваполучаемыхпленок.
ТехнологияполучениетонкопленочныхэлементовМСБтермовакуумным испарениемвключаетследующиеэтапы:
1)подготовкукработевакуумнойустановки;
2)подготовкукработеподколпачногоустройства(рабочейкамеры);
3)подготовкунавесокииспарителей;
4)подготовкуподложекимасок(последнее-принеобходимости);
5)проверкусредствтехнологаческогоконтроля(проверкаизачистка контактов зондирующих устройств, крепления ламп подогрева подложекит.п.);
6)установку испарителей,подложек,масок (при необходимости)и навесокпоместамврабочейкамере;
7)вакуумированиерабочейкамерыустановки,прогревиобезгаживание навесокиподложек;
8)контроль технологических параметров процесса перед началом напыления;
9)напыление материалов в требуемой операционной картой после довательности;
10)термостабилизацию;
11)отключениевысокоговакуумаипрогревподложек;
12)контрольсопротивленияпо"свидетелю"передразгерметизацией;
13)разгерметизацию рабочей камеры и извлечение подложек с
11
пленками; 14) оценку качества полученных пленок (в том числе измерение
требуемыхпараметров); 15)сменумасокиповторпп.7-14,еслитребуетсянанесениедвухиболее
материаловсприменениемсъемныхмасок.
Рассмотрим подробнееназначениеотдельныхэтапов.Дляполуче¬ния пленокзаданныхсоставаиструктурынеобходимысоответствую¬щиеусловия вакуума.Вслучаеосажденияэлектропроводящихслоевизлегкоокисляющихся металловтребуетсявакуумсдавлениемостаточ¬ныхгазовнеболее1,33∙10-3Па, причемдляполучениячистыхпленокнеобходимовестиосаждениесвысокой скоростью.В атмосфереостаточныхгазоввакуумнойкамеры присутствуют парыводы,углекислыйгаз,кислород,водородидругиеэлементы,способные вступить во взаимодействие с осаждаемыми материалами и подложками. Поэтомупереднапылением надопровестиобезгаживаниерабочейкамеры, включивсистемуподогрева.
Поспособунагреваиспаряемогоматериалаиспарителиклассифи¬цируют на:резистивные(рис.4),радиационные,индуктивные,электронно-лучевыеидр.
Резистивныеиспарителиприпрохождениичерезнихбольшихтоков(5060А)нагреваются,итепловаяэнергияпередаетсянепосредственноиспаряемому материалу. Главным достоинством резистивных ис¬парителей является простота их конструкции. Простейшие нагреватели изготавливают из тугоплавкихматериалов(вольфрама,тантала,молибдена).
Материалиспарителядолженобладатьследующимиособенностями:
-обеспечиватьмалоедавлениеегопаров(прирабочейтемпературе)
по сравнениюсдавлениемпаровиспаряемогоматериала(отличиедолжно бытьнеменеедвухпорядков);
-невступатьвовзаимодействиесиспаряемымматериалом;
-хорошосмачиватьсяиспаряемымматериалом;
-удерживатьиспаряемыйматериалврасплавленномсостоянии.
12

Перед установкой испарителя в рабочую камеру необходима его химическая очистка во избежание загрязнения испаряемого материала в процессе испарения и для удаления окислов с поверхности материала испарителя.Химическая обработка проводится в стандартных травителях, выбираемых с учетом конкретного материала испарителя, чаще всего травителямиявляютсяслабоконцентрированныерастворыкислот.Аналогично проводятхимическую очисткуиспаряемыхматериалов.Маскиочищаютперед каждымнапылением,протираяихбатистовымтампоном,смоченнымвэтиловом спирте.
Материалисостояниеповерхностидиэлектрическойподложкиоказывают в ряде случаев решающее влияние на электрофизические и механические свойствананосимыхпленок,чтосущественносказываетсянаэлектрических параметрахпленочныхэлементовивсейМСБ.Поэтомукматериалуподложки предъявляютсяследующиетребования:
-хорошиедиэлектрическиесвойства,такиекаквысокоеобъемноеи поверхностноеудельноесопротивление,малыйтангенсугла диэлектрическихпотерь,низкая диэлектрическаяпроницаемость;
-высокаямеханическаяпрочность:возможностьмеханической обработки(до13-14-гокласса)ивтожевремядостаточнаятвердость,но нехрупкость;
-высокаянагревостойкость;
-хорошаятеплопроводность:обеспечениехорошеготеплоотводаот пленочныхэлементоввусловияхэксплуатацииМСБ;
13
-высокаятепловаяихимическаястойкость,обеспечивающая выдерживаниетермоударовиисключающаяразрушениеподложкипри воздействиинанееагрессивныхсред;
-температурныйкоэффициентлинейногорасширения(ТКЛР), близкийкТКЛРнаносимойпленки. ВпроизводствегибридныхтонкопленочныхМСБприменяютсяподложки
из стеклокерамики (ситалла),стекла,глазированной керами¬ки,поликора, сапфираидругихматериалов.Внастоящейлабораторнойработеиспользуются подложкиизситалла.
Химическая обработка подложек проводится с целью удаления органических и других загрязнений обеспечения хорошего сцепления поверхностиподложкиспленкой(т.е.высокойадгезии).Применениесильных окислителей(хромпика,царскойводкиидр.)дляхимическойобработкиситалла исключено,так как они нарушают микрорельеф поверхности подложки и изменяютклассееобработки.Поэтойпричинеупотребляют"мягкие"окислители типаперекисиводорода,смешаннойсводным раствором аммиака,атакже другие технологии очистки, например, синтанол в сочетании с перекисноаммиачнойсмесьюиприменениемультразвука.
Моющеедействиеперекиси водородазаключаетсявееспособности окислять жиры на поверхности подложки выделяющимся кислородом,до соединений,легко растворяющихся в воде.Перекисноаммначный водный растворготовятследующегосостава:2,5лН2О,800мл30%-наяН2О2,16мл25%- ныйNH4OH.Отмытыеподложкисушатспомощью центрифугивспециальном оборудованииилитермошкафу.
Кромехимическойобработки,используетсяионнаяочисткаповерхности подложеквтлеющемразрядеилипучкомионовввакуумнойустановкеперед процессомосажденияпленок.Ионнуюочисткусопровождаюттакиехимические явления,какразложениеидиссоциацияподдействиемразрядазагрязняющих подложкусоединенийсобразованиемлетучихкомпонентов,химическиереакции в присутствии активных газов, восстанавливающих или окисляющих загрязнения,идр.
Выбор режимов испарения материалов является едва ли не самым важным дляполучениякачественныхпленок,посколькуонвзначительной степенивлияетнаструктуру,составиэлектрофизическиесвойстваполучаемых пленок.
Притермическомиспарениисплавов,какправило,возникаюттрудности, связанныесполучениемструктурыисоставаосаждённыхпленок,аналогичных исходномуматериалу.Самый эффективный способ (длярассматриваемого метода получения пленок)приближения состава и структуры осаждаемой пленкикисходномуматериалу-этоиспользованиедискретного(взрывного) испаренияввакууме.Однойизразновидностейдискретногоиспаренияявляется вибродозирование, позволяющее создать при термическом испарении молекулярный поток, близкий по составу к стехиометрическому. Экспериментальноэтодостигаетсянепрерывнойподачеймалыхдозпорошка сплава на перегретый испаритель.При этом каждая частица испаряется возгонкойисуммарныйпотоквеществасоответствуетстехиометрическому. Основнымиусловиямиподдержаниясреднейскоростиосажденияматериала являются постоянная скорость подачи порошкообразного материала на испарительи.выдерживаниетемпературыиспарителянауровне,необходимом дляпревышенияскоростииспаренияматериаланадскоростью егоподачи.В настоящейработевкачествеустройстваподачи
14

многокомпонентногоматериалаиспользуетсявибропитатель(вибробункер). Формирование пленок осуществляется при конденсации испаряемого
веществанаподложке,нагретойдотемпературы,необходимойдляравномерной миграции осаждающихся частиц по подложке и закрепления их на ее поверхностных уровнях с образованием прочных химических связей (адгезионногосцепления).Подогревподложкидолженбытьдостаточнымдля полученияпрочногоадгезионногосцепления,аперегревееможетвызвать процессреиспарения(обратногоиспарения,т.е.отраженияотподложкичастиц атомарного(молекулярного)потокабезихконденсации).
В зависимости от соотношения скорости зародышеобразования и скоростиростаостровковможнополучатьпленкиразличнойструктуры.Более плотные("нерыхлые")мелкозернистыепленкиполучаютпривысокихскоростях испаренияисходногоматериала.Однакоскоростьис¬парениядолжнабыть оптимальной,т.е.ненастолькобольшой,чтобы привестикреиспарению и дефектностипленки,новтожевремядостаточной,чтобыпленкибылиплотными. Принизкихскоростяхиспарениябудутзаметнорастиотдельныекристаллитыв пленке (появляется крупнозернистость),в результате образуется "рыхлая" структурасбольшимколичествомпор.
Таким образом,выбороптимальныхскоростииспаренияматериалаи температурыподложкиважен,дляформированиякачественной(бездефектной) пленки,таккакструктурапленкинепосредственновлияетнаеестабильностьи величинуэлектрофизическихпараметров.Этосвязанососновныммеханизмом электропроводноститонкихпленок-прохождением носителейзарядачерез контактмеждузернами.
Характеристики широко используемых в тонкопленочной технологии резистивныхматериалов и тонкопленочныхрезисторов,полученныхнаих основе,приведенывтабл.4.Вданнойлабораторнойработеприменяетсясплав РС-3710,сρs=1000Ом/м2.
Для создания коммутационных слоев используются многослойные пленочные структуры.В них высокая адгезия к подложке достигается применением адгезионного подслоя (хром,титан,ванадий). В качестве основногопроводящегослояобычнослужитмедьлибоалюминий(вданной лабораторнойработе-медь).Из-засильногоокислениянапылённыхмедныхи алюминиевыхпроводящихпленокнаихповерхностииногданапыляюттретий проводящийслойизникеляилизолота.Толщинавсехслоевсоставляетне более1,5мкм.
Таблица4 Характеристикирезистивныхматериаловитонкопленочныхрезисторовнаих
основе
Материал |
Удельное |
Диапазон |
ТКС,х10-4град-1 |
|
поверхностно |
номинальных |
|||
резистив |
е |
сопротивлени |
(приТ=-60.+125°С) |
|
ногослоя |
||||
сопротивлен |
йОм |
|
||
|
|
|
|
|
Тантал |
10-100 |
(0,1-10)∙103 |
-2 |
|
Сплавы: |
|
(0,001-50)∙103 |
|
|
Нихром |
50-300 |
+1.-2.25 |
||
МЛТ-3М |
300-500 |
(0,05-50)∙103 |
+2 |
|
РС-3710 |
(1-3)∙103 |
(1-200)∙103 |
-3 |
|
К-50С |
(3-10)∙103 |
(0,1-1000)∙104 |
+3.-4 |
15

Контрольтехнологическихпараметроввпроцессенапылениятонкихпленок
В процессенапылениятонкихпленокобычноконтролируютскорость осаждения,толщину и номинальное сопротивление пленок,а также температуруподложкии степень вакуума. Кроме того, постоянно контролируются электрические параметрыиспарителей.
ДляконтроляскоростиосажденияитолщиныпленоквпроизводствеМСБ широкоприменяютсяприборы,основанныенаиспользованииионизационного, резонансно-частотного,емкостногоирезистивногометодовизмерения.
Ионизационный метод заключается в ионизации потока пара испаряемоговеществаэлектронами,эмиттируемымикатодом,споследующим измерением ионного тока,пропорционального плотности пара вещества, проходящегочерезрабочийобъемдатчика(приэтомучитываетсяфоновыйток ионизирующихся остаточныхгазов вакуумной камеры).Таким образом,по значению ионноготокасудятоскоростиосажденияитолщинеосаждаемой пленки.
Резонансно-частотныйметодсостоитвизмеренииизменениячастоты колебанийкварцевогодатчика(пьезоэлектрическогокристалла)приосаждении на его поверхность пленки испаряемого вещества.Толщина пленки h определяетсяизсоотношения
гдеm0-массаиf0-резонанснаячастотакварцевогокристалладонанесения пленки;F-площадькристаллакварца;γ-плотностьматериалаосаждаемой пленки;Δf-изменениерезонанснойчастотыпосленанесенияпленки.Выбор рабочейчастотыпьезоэлектрическогодатчиказависитотдиапазонатолщин измеряемыхпленок.Данныйметодпозволяетопределятьтолщинуосаждаемой пленкивдиапазоне0,01-5мкмсточностью±10%,атакжескоростьнанесения пленокизпроводящихидиэлектрическихматериалов.
Емкостнойметодоснованнаизмеренииемкостиплоскогоконденсатора при осаждении на него пленки диэлектрика.Емкость конденсатора С изменяетсявследствиеизменениятолщинынапыляемогоматериала
 приэтом
приэтом
гдеε-диэлектрическаяпроницаемостьматериалаосаждаемойпленки;С0 - начальнаяемкостьконденсатора.Прималыхтолщинахдиэлектрическихпленок изменение емкости от толщины диэлектрика носит линейный характер. Возможностиэтогометодаограничены:онпригодендляопределениятолщины толькодиэлектрическихпленок.
Основной источник погрешностей перечисленных методов – это зависимостьсвойствнапыляемыхплевокисамогопроцессаосажденияот множестватехнологическихфакторов(геометрических,физико-химическихи др.).Привыбореметодеважноучитыватьтрудностиустановкойохлаждения датчиковвзонеиспаренияматериала,атакженеобходимостьочисткидатчиков послекаждогопроцессаосажденияпленок.
Резистивныйметодоснованнаизмеренииэлектрическогосопротивления пленкипостоянномутокувзависимостиотеетолщины (см.рис.1).Данный методможноиспользоватьдляоценкитолщиныпленкипоееэлектрическому сопротивлению.Толщинапленокпослеихнапыленияизмеряетсяспомощью интерференционного микроскопа, а номинал сопротивлений пленочных элементов-омметром.
16

Для измерения электрического сопротивленияпленки в процессеее осажденияобычнокакможноближекподложкеустанавливается"свидетель"из ситаллаввидеквадратнойпластины,накраяхкоторойимеютсяконтактные площадки,соединенныесизмерительным прибором (например,омметром). Толщинапленкивычисляетсяпоформуле
где ρ-объемное удельное сопротивление осаждаемого материала;l,b - соответственно длина и ширина пленки;Rсв -сопротивление пленки на "свидетеле"междуегоконтактнымиплощадками.
Измерениетемпературыподложки.Подложканагреваетсярадиационным способом,аеетемператураконтролируетсяспомощьютермопарылибодатчика -терморезистора.
Для получения качественных тонкопленочных элементов важно на протяжении всего процесса их формирования контролировать величину остаточногодавленияврабочейкамере,т.е.степеньвакуума,преимущественно определяющуюстехиометриюсоставаивоспроизводимостьэлектрофизических параметровпленочныхструктур.
Измерениевакуума.Ввакуумнойтехникедляизмерениянизкихдавлений пользуются приборами, получившими общее название манометров или вакуумметров.
Наиболее распространенными манометрами вследствие надежности, простотынеточностиизмеренияявляютсятермопарныйиионизационный.
Термопарныйманометр.Принципдействияданногоманометраоснован на зависимости теплопроводности остаточного газа отего плотности,т.е. давления.Этазависимостьнаиболеесильнопроявляетсяприразрежениигазав интерваледавлений0,13-1,3∙103
На рис.5 приведена схема термопарного манометра, состоящего из преобразователя давления,которыйназываютманометрической лампой,иизмерительногоблока.
Манометрическая лампа представляет собойстеклянныйилиметаллическийбаллон1с трубкой 2 для подсоединения к вакуумной системе.Внутрибаллонасодержитсянагреваемая электрическимтокомнить3,температуракоторой измеряется с помощью термопары 4. Спай термопары5приваренксерединенити.Величина токаможетрегулироватьсяпотенциометром и измеряться миллиамперметром, а во время измерений поддерживается постоянной. Температура нагреваемой током нити и спая термопары,а следовательно ЭДС термопары,
зависитотинтенсивностиимеханизматеплообменасокружающейсредой. Теплообмен происходит за счет теплопроводности газа и излучательной способностинитинакала.Механизмизлучениянезависитотдавления.Поэтому дляповышениячувствительностиприборатребуетсясвестикминимумупотери наизлучение.Сэтойцельюподогревательизготавливаютизматериаласнизкой излучательнойспособностью,напримервольфрамаилиплатины.
Температуранитинакаладостигаетмаксимальногозначения200°С придавлениигазаоколо0,13Па.Вобластиболеенизкихдавленийтеплообмен идетпреимущественно за счетизлучения,вследствие чего с изменением давлениятемператураспаяизменяетсяничтожномало.Зависимостьизменения
17
термоЭДСотдавленияявляетсянелинейной,новеличинадавленияможетбыть полученанепосредственнопопоказаниям предварительнооткалиброванного милливольтметра.
Ионизационныйманометр.Этотманометрпредназначендляизмерения давленийниже0,13Па.Принципдействияегооснованнаионизациимолекул остаточных газов электронами,эмиттируемыми накаленным катодом,и измеренииионноготока,величинакоторогозависитотдавлениягаза.
Соотношениемеждуионным током Ii,током эмиссииэлектроновIe и давлениемгазаропределяетсяформулой
где λ -длина пути электрона в манометрической лампе;σ -вероятность ионизации.
Параметромприбораявляетсяпостояннаяионизации
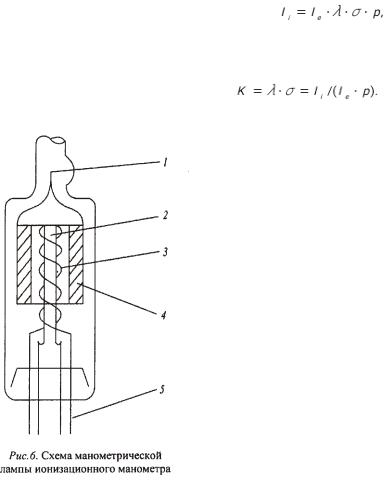
На рис.6 показано устройство манометрическойлампыионизационногоманометра, котораяпредставляетсобойстеклянныйбаллонс трубкойдляподсоединенияквакуумнойсистеме. Внутрибаллонанавыводах1,5смонтированы три электрода:катод2,положительнозаряженнаясетка 3 и коллектор ионов 4,выполненный в виде цилиндра.
Электроны, эмиттированные катодом, ускоряютсявнаправленииксетке,находящейсяпод потенциалом 180 В,и значительная их часть пролетаетсквозьнее.Впространствемеждусеткой иколлекторомэлектроны попадаютвтормозящее полеколлектора(-30В)иизменяютнаправление своего движения на обратное. В результате электроны совершают колебательные движения, ионизируямолекулыгазадотехпор,поканепопадут насетку.Приэтом образующиесяположительные ионыустремляютсякколлектору,создаваяионный ток.Припостоянном эмиссионном токевеличина ионного токапропорциональна давлению газав манометре,ичемнижеэтодавление,темменьше
молекулсталкиваетсясэлектронамиитемменьшеионныйток.
Диапазон измеряемых давлений ионизационным манометром составляет1,33∙10-6 -0,13Па.Промышленныйвакуумметрионизационно- термопарныйВИТпозволяетизмерятьдавлениевпределах1,33∙10-6-1,33-103 Паспогрешностьюнеболее0,5%.
Контролькачествапленок,полученныхосаждениемввакууме
Послеокончаниятехнологическогоциклаполучениятонкихпленоки развакуумирования рабочей камеры установки вакуумного напыления на подложкахсосажденнымипленкамиконтролируютсяследующиепараметры:
-адгезионнаяпрочностьвсистемепленка-подложка; -сопротивлениерезисторовидопускнанегосучетом номинального
сопротивления(еслииспользуетсямасочныйметодполученияконфигурации элементов);
-емкостьконденсаторовидопускнанеесучетомноминальнойемкости
18

(есливМСБимеютсятонкопленочныеконденсаторы); -удельноеповерхностноесопротивление(четырехзондовым методом)
резистивныхивысокоэлектропроводящихпленок(приотработкетехнологии нанесения пленок (и летучем контроле)для фотолитографического метода полученияконфигурацииэлементов);
-точностьсовмещенияпленочныхэлементов (при масочном методе контроль выполняется после завершения процесса получения пленочных элементов, а при фотолитографическом методе - после проведения фотолитографии в осажденных слоях пленок), а также точность, непрерывностьполяиконтураит.д.полученногорисункаэлементов(четкость края,отсутствиепротравов,недотравовидр.);
-внешнийвидпленочныхструктурдлявыявлениявозможныхдефектов (кластеров,непропылов,подпыловидр.);
-зернистостьполучаемыхпленочныхструктур(поэталону).
Контрольадгезионнойпрочностипленок
Сцепление (прилипание) поверхностей разнородных тел называют адгезией.Адгезияпленкикподложкезависитотсвойствматериаловподложки ипленки,скоростиосажденияпоследней,чистотыповерхностиитемпературы подложки,атакжеотстепенивакуума.
Внастоящеевремянесуществуетдоступныхпромышленныхметодов высокоточного измерения адгезии топких пленок к подложкам.Поэтому выполняют сравнительный контроль адгезионной прочности,при котором измеряютусилиеотрывапленкиотподложкиспомощью напаянногонаее поверхностьметаллическогоцилиндра.Вцентресвободноготорцацилиндра закрепляютгибкийтросик,связанныйчерезрычагсчашкойвесов(этотметод реализуется в адгезиометрах).Чтобы по усилию отрыва Р определить адгезионную прочностьGа,необходимоточнознатьплощадьконтактаFк и исключить перекос цилиндра (вызывающий неравномерное распределение усилияпоегоплощади).Рассчитываютадгезионнуюпрочностьпоформуле
Обычно площадь торца цилиндра составляет не более 1 мм2.Для получения надежных данных следует определять адгезионную прочность несколькораз,контролируяхарактеротрыва(т.е.проверяя,непроизошелли отрывпоместуспаяинераствориласьлипленкавприпое).
Разновидностьюэтогометодаявляетсяконтрольадгезионнойпрочности
металлическихпленокпоотрывуотподложкиспомощьютонкойзолотойили алюминиевойпроволоки,присоединяемойкпленкетермокомпрессией.При этомплощадьконтактанаходитсявпределах50-200мкм2,анормированная величинаусилияотрывапроволокиотместамикросваркисоставляетнеменее 14г,чтопозволяетболееточноопределятьадгезионнуюпрочностьлокальных участковпленки.Обычноконтрольпроводятнатестовыхконтактныхплощадках изделиялибонатестовойподложкевсоставепартииизготавливаемыхизделии (впятиразныхместах).
Формированиерисункатонкопленочныхэлементов
СозданиерисункатонкопленочныхэлементовприизготовленииМСБ,как правило,осуществляетсяспомощью методафотолитографиилибосъемной биметаллическоймаски.
Метод фотолитографии основан на селективном травлении
19
предварительноосажденныхпленочныхматериаловсиспользованием (для маскированиянужныхучастков)светочувствительногоматериала-фоторезиста. Фотолитографический метод точнее масочного и широко применяется в серийном и массовом производстветонкопленочныхМСБ,несодержащих пленочныхконденсаторов.
Масочный метод применяется обычно для получения рисунка (конфигурации) тонкопленочных элементов МСБ при нанесении пленок термическимиспарениемввакууме,т.е.рисунокпленочныхэлементовполучают одновременнососаждением пленок.Этотметодоснованнаэкранировании частиподложкиотпотокачастицосаждаемоговеществаспомощьюспециально изготовленной свободной (существующей отдельно от подложки) маски. Свободнаямаскапредставляетсобойтонкуюпластинусотверстиями,очертания и расположение которых соответствуют необходимой конфигурации осаждаемойплёнки.Свободную маскуукрепляютвмаскодержателе,который обеспечиваетеефиксированноеположениепоотношениюкподложкеиполный контактсней.Осаждениеиспаряемого веществанаподложкупроисходит тольковнезакрытыхееместах.Свободныемаскиимеютограниченныйсрок использования(35-65процессовосаждения)взависимостиотплотностии сложности конфигураций окон в маске.Кроме того,с помощью маски невозможнополучатьконфигурациитипаспирали,меандра,кольца.
Биметаллическиесвободныемаскисостоятизнесколькихслоев.Один, болеетолстыйслой(толщинойпримерно100мкм)избериллиевойбронзы, служитоснованием,вкоторомизготавливают(обычнометодамифотопечати сосквознымпротравливанием)сквозныеотверстиязаданнойконфигурации, послечегосдвухстороноснованиянаносятэлектрохимическим методом болеетонкиеслои(около7мкм)изникеля,обеспечивающегожесткость маскииточностьрисункаееокон.
Несмотрянапреимуществафотолитографии,существуюттехнологические ситуации,когда применить ее невозможно,например,при изготовлении тонкопленочныхконденсаторовсдиэлектрикамитипаSiO,nSiO2mB2O3идр., которыеподдаютсятравлению тольковактивнореагирующем состальными материалами(включаяподложку)травителе.Вединичномпроизводстве,атакже при изготовлении макетных образцов изделий использование масок экономическиоправдывается.
Домашнеезадание 1.Ознакомитьсясописаниемлабораторнойработы. 2.Подготовитьначальнуючастьотчета,содержащуютитульныйлист,цель
работыикраткиетеоретическиесведения.
3.Указатьв начальной части отчетаконтролируемыетехнологические параметры и параметры, оценивающие качество изготовленного изделия
4.Составить структурные схемы технологических процессов получения тонких пленок с учетом использования масочного и фотолитографическогометодовполученияконфигурацийрезисторови коммутирующихэлементов.
5.Подготовитьответынаконтрольныевопросы.
6.Иметькалькулятор
Лабораторноезадание
20