

Заводян Лабораторный практикум
.pdfсложныхустройствахсвысокоплотныммонтажом.Крометого,немаловажно учитыватьпроблемыулавливанияипереработкисточныхотходовхимикогальваническогопроизводственногоучасткавпланетребований
Таблица2 Сравнительнаяхарактеристикаперспективныхметодовполученияметаллических
покрытий
№№ |
Метод |
Краткаяхарактеристикаособенностейреализации |
п/п |
металлизации |
метода |
|
|
ЖидкостныеМетоды |
1Химическое Осаждениевхимическихрастворахприпротекании осаждение окислительно-восстановительныхреакцийв
присутствиикатализатора(катализаторомслужит обычнопалладий,которыйнаноситсяна поверхностьматериалаоснованияплатыприее активации).Процессболеесложный,чем электролиз.Толщинапокрытийравномерная. Стоимостьпокрытийв3-4разавыше гальванических,аадгезия,физико-химические свойстваиэлектросопротивлениехимических покрытийуступаютэлектролитическим (гальваническим)покрытиям.Требуетспециальной подготовкиповерхностизаготовкиперед
41

осаждением.Низкаяскоростьосаждения1-2,4 мкм/ч(прималыхскоростяхкачествопокрытий лучше).Толщинапокрытий1-30мкм.Процесс трудноуправляемый.
продолжениетабл.2
2 |
Гальваническое |
Осаждениевэлектролитах(преимущественнов |
|
осаждение |
сернокислых),качествопленокзависитот |
|
|
электрохимических,электрическихи |
|
|
геометрическихусловийосаждения,требует |
|
|
электропроводящегоподслоя.Неравномерное |
|
|
осаждениенауглах,ребрах,выступахповерхности |
|
|
основания.Рабочиетолщиныпокрытийсоставляют |
|
|
35-75мкм(длястенокотверстий25-30мкм).Для |
|
|
повышениякачествапокрытиянеобходим, |
|
|
тщательныйподборэлектролитаиконтроль |
|
|
параметровтехнологическойсреды(плотности |
|
|
токанаэлектродах,составаэлектролита,физико- |
|
|
химическихимеханическихсвойствосадковпо |
|
|
определеннымкритериям,рассеивающей |
|
|
способностиэлектролита,равномерностиосадкав |
|
|
отверстиях,температурыпроцессаосажденияи |
|
|
др.) |
|
|
Вакуумныеметоды |
3 |
Плазменное |
Ввакуумнойкамереразмещенымедные |
|
осаждение |
перфорированныеэлектроды,создается |
|
|
электрическийразрядвспециальной |
|
|
технологическойсреде,газпревращаетсявплазму, |
|
|
изкоторой(атакжесчастичнораспыляемых |
|
|
электродов)медьосаждаетсянастенкиотверстий. |
|
|
Направлениегазовогопотокапериодически |
|
|
меняетсянапротивоположное. |
|
|
Производительностьиоднородностьпокрытия |
|
|
выше,чемдляметодов1и2.Рекомендуетсяв |
|
|
основномдляметаллизацииотверстий. |
4 |
Лазерно- |
Совмещениеводномпроцесселазерного |
|
электрический |
излученияиимпульсногоконденсированного |
|
метод(ЛЭМ) |
электрическогоразряда(инициируемоголучом |
|
|
лазера)длясозданияэлектроэрозионногопотокав |
|
|
зоне,близлежащейотместаформирования |
|
|
покрытия.Рекомендуетсядляметаллизации |
|
|
отверстий(настенкахотверстийполучены |
|
|
качественныеметаллическиепокрытиябез |
|
|
разрывовинаволакиванийматериалазаготовки |
|
|
присреднихтолщинах5-10мкм). |
42
5 |
Пиролитическое |
РазложениететракарбонатаникеляNi(CO)4 |
|
разложение |
начинаетсяпритемпературе45-60°Сввакуумном |
|
металлоорганики |
реакторе.Пленкиимеютбольшуюадгезиюв |
|
(плазмо- |
сравнениисметодами1-4притемпературе |
|
химическое |
подогреваоснованияплатыдо180°Сс |
|
осаждение) |
применениемдополнительнойочисткив |
|
|
низкотемпературнойплазмевысокочастотного |
|
|
разряда(частотавысокочастотногополя13,5МГц, |
|
|
мощностьгенератора1кВт).Наибольшаяадгезия |
|
|
полученапритемпературенагреваподложки150°С. |
|
|
Рабочая |
|
|
температурапроцессаосаждения130-180°С.О |
|
|
качествеметаллизацииотверстийсведения |
|
|
отсутствуют. |
6 |
Электронно- |
Максимальнаятолщинаметаллическихпленок10- |
|
лучевоеиспарение |
15мкмнанеорганическихоснованиях.Нельзя |
|
|
использоватьоснованияизполимерных |
|
|
материаловснизкойнагревостойкостью.Скорость |
|
|
осаждения10-100нм/с,энергиячастиц0,2эВ. |
|
|
Удельноесопротивлениев1,5-2разапревышает |
|
|
удельноесопротивлениемассивноймеди.О |
|
|
качествеметаллизацииотверстийсведения |
|
|
отсутствуют. |
7 |
Магнетронное |
Можнополучитьтолщинупленокбольшую,чемпри |
|
распыление(либо |
методе6.Удельноесопротивлениепленочноймеди |
|
ионно-плазменное) |
отличаетсяотудельногосопротивлениямассивной |
|
|
мединеболее,чемна4%.Пленкисвысокой |
|
|
коррозионнойстойкостью(скоростьокисления |
|
|
пленокмедитольков1,7разапревышаетскорость |
|
|
окисленияпленокзолота).Скоростьосаждения300 |
|
|
нм/с,энергиячастиц50эВ,плотностьплазмы1023 |
|
|
см-3.Высокоекачествопленок,дажена |
|
|
поверхностяхсбольшимрельефом.Выбор |
|
|
материаловоснованийплатнеограничен(т.е. |
|
|
возможнаметаллизацияматериаловсмалой |
|
|
термостойкостью). |
8 |
Магнетронноес |
Высокаястепеньионизациииспаряемоймеди |
|
плазменным |
(энергиячастиц1000эВ,плотностьплазмы1024см- |
|
ускорителем |
3)обеспечиваетполучениеслоевквазиаморфной |
|
(эрозионным |
структурысудельнымсопротивлением,близкимк |
|
плазмотроном) |
удельномусопротивлениюмассивноймеди. |
|
распыление |
Скоростьосаждениямеди1-3мкм/мин.Пленки |
|
|
имеютсамуювысокуюадгезиювсравнениис |
|
|
другимиметодами.Возможноосаждениеналюбые |
|
|
материалыоснованийплат,втомчислес |
|
|
металлизациейотверстий.Исследованияданного |
|
|
методанаправленынарешениезадачпо |
|
|
уменьшениютемпературыподложки(менее150°С), |
|
|
снижениедоликапельнойфазывконденсатеидр. |
экологииипоискивэтойсвязиальтернативныхэкологическичистыхтехнологий. Освоениеновыхтехнологийвакуумнойметаллизации(восновукоторых
43
положеныметодыосажденияэлектропроводящихпокрытийввакууме)для производстваППиМПП(см.табл.1)позволяетвотдельныхслучаяхрешить несколькопроблемсразу,хотяитребуетпрецизионногооборудованияисредств контролятехнологическогопроцесса.Использованиесухихпленочных фоторезистоввпроизводствеППперспективнонетольковсвязисувеличением выходагодныхплат(до90%)засчетулучшениякачествазащитноймаски (особеннопередхимическиммеднением),ноивследствиесокращениячисла операцийприформированиимаскирующегопокрытия,атакжевозможности организациянепрерывногоэкологическиболеечистого(чемтрадиционные) производственногоцикладляполучениярисункакоммутациивгерметично замкнутомобъеме.
Основныетехнологическиепроцессыполучениямногоуровневой коммутацииприизготовленииМППохарактеризованывтабл.2,гдеих перспективностьпредставленасточкизренияплотностирисунка коммутирующихэлементов,электрофизическихпараметров,атакжеодногоиз показателейоценкинадежностиплат.
ФормированиемонолитнойструктурыМППосуществляетсяс применениемследующихтехнологий:
- пакетной,основаннойнаметоденаборавпакетбазовыхслоев,т.е. отдельныхзаготовок(послесозданиянаниходно-илидвустороннейкоммутации иметаллизациипереходныхотверстий),обычночередуемыхсоспециальными прокладкамиспоследующимихскреплениемпутемпрессования,склейки, вакуумнойпропайкичерезсквозныеметаллизированныеотверстияит.д.Для повышенияточностисовмещенияикачествамежслойныхсоединенийвпакете важнонетолькоиспользованиеточныхсистембазирования(приформировании базовыхотверстийвоснованияхзаготовок)итонкихдиэлектрическихоснований заготовок,ноиправильныйвыбортехнологическоговариантаирежимов процессаскреплениябазовыхслоеввпакете(попарноелибоодновременное прессованиеидр.).КоличествослоевМППвэтомслучаеограничиваетсяв основномдопустимойпогрешностьюсовмещениямежслойныхпереходов базовыхслоев,котораявозрастаетсувеличениемколичестватакихслоев; -наращиванияслоев(иногдаееназываетподложечнойтехнологией},основанной наметодахпослойногонаращиваниячередующихсякоммутационныхслоев (уровнейкоммутации)сизолирующими(диэлектрическими).Обычноэто осуществляетсяприемамитонко-илитолстопленочнойтехнологий.Количество слоеввданномслучаеограничиваетсяпреимущественноразмерамирельефа коммутации(возрастающегосувеличениемчислаееслоев),приводящегок ухудшениюфункциональныхпараметровэлектронныхустройств.
|
|
|
|
|
Таблица3 |
|
Конструкторско- |
Технологииизготовлениямногоуровневойкоммутации |
|
||||
технологические |
|
Полуадд |
Толстопл. |
Тонкопленочная |
|
|
параметры |
|
На |
На |
|
||
Субтракт |
итивн.и |
(и |
|
|||
многослойных |
жестких |
полиимд |
|
|||
-ивная |
аддитив |
полимерн. |
|
|||
коммутационныхплат |
основания |
ной |
|
|||
|
|
н. |
)* |
х |
пленке |
|
|
|
|
|
|
||
Минимальнаяширина |
250-1000 |
65-250 |
150-250 |
50-100 |
50-100 |
|
линий,мкм |
|
|
|
|
|
|
Минимальный |
|
|
|
|
|
|
диаметрпереходных |
0,5-1,0 |
0,3-0,5 |
0,25-0,5 |
0,1 |
0,05 |
|
отверстий,мкм |
|
|
|
|
|
|
Максимальный |
250х250 |
250х250 |
60х48и |
60х48и |
100х100 |
|
размерплаты,мм |
иболее |
|
более |
более |
|
|
44
Толщиназаготовки |
0,8-1,5 |
0,8-1,5 |
0,6-0,8 |
0,5 |
0,04 |
|
(базовогослоя),мм |
||||||
|
|
|
|
|
||
Максимальноечисло |
8-12 |
6-8 |
8-15и |
2-4 |
10и |
|
слоевкоммутации |
более |
более |
||||
|
|
|
||||
Удельноепогонное |
|
|
|
|
|
|
сопротивление |
0,001 |
0,005 |
0,3-1,0 |
0,1 |
0,01 |
|
проводников,Ом/см |
|
|
|
|
|
|
Удельнаяпогонная |
|
|
|
|
|
|
паразитнаяемкость, |
0,5-0,8 |
0,5-0,7 |
0,9-2,0 |
1-2 |
0,2-0,3 |
|
пФ/см |
|
|
|
|
|
|
Интенсивность |
10-10 |
10-9 |
10-10 |
10-10 |
10-10 |
|
отказоввпереходных |
||||||
отверстиях,ч-1 |
|
|
|
|
|
*Подполимернойтехнологиейследуетпониматьтехнологическийпроцесс получения ПП (КП) с применением полимерных проводящих и диэлектрических паст,наносимых,например,трафаретной печатью. Полимерная технология может быть реализована с применением припойных материалов (так называемая полимерно-припойная технология) и без них (так называемая бесприпойная или чисто полимерная технология). В последнем случае для получения электрических соединений принавесных компонентов на плате используютэлектропроводящиеполимерныеклеи(контактолы).
ЗаключительныеоперациивизготовленииПП,консервацияПП
Изготовительдолженгарантироватьсохранениепаяемостипечатныхплат втечениедлительногосрокаиххранения(шестьмесяцев).Сэтойцелью производитсяоплавлениеметаллорезиста(гальваническиосажденногосплава олово-свинец)наплатахилиихгорячеелужение.
Приоплавленииструктурасплавауплотняетсяв1,3-1,5разаиизнего удаляютсяостаткиэлектролитаидругихзагрязнений.Впромышленности применяютоплавлениеспомощьюИК-излученияиливжидкомтеплоносителе.
Еслиприизготовленииплатнепредусматриваетсяпокрытиеих проводящихдорожекметаллорезистом(например,дляОППилиплат, изготавливаемыхаддитивнымспособом),тодляулучшенияпаяемости применяютгорячеелужениеихпроводящегорисункаспомощьюприпоятипа ПОС-61.Нанесениеприпояпроизводятспособомпогруженияиливолной расплава(первыйспособ).Толщинаприпоянаплатахсоставляет6-10мкм,аего излишкиудаляютсянепосредственнопосленанесения(покаоннеуспел затвердеть)спомощьюцентрифуг,ракелей,струйгорячеговоздухаит.д.Второй способлужениязаключаетсявнанесениинаплатустрогодозированного количестваприпоявзонупайки.Дляэтогоприменяютспециальныеприпойные пастыи,например,трафаретнуюпечатьспоследующимоплавлениемпастылибо однуилинесколькопарвалков,вращающихсяврасплавленномприпое.
Заключительныеоперациивпроизводствепечатныхплатвключают: подготовкуповерхностиППдляконсервации,контролькачестваподготовкии консервацию(намежоперационноеилидлительноехранение).Удалениесплат загрязненийиосветлениеметаллическогопокрытиядлясохраненияего паяемостипроизводитсяспециальнымирастворамиспоследующей конвекционнойсушкойпри40-60°Свтечениешестичасов. Контролькачествапечатнойплатыможнопроизводитьвизуально.Приэтом
45
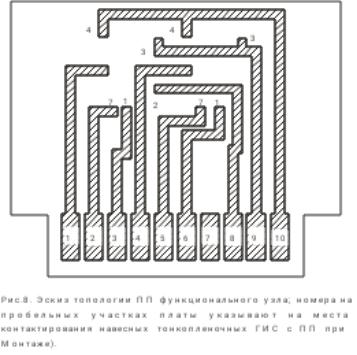
необходимообратитьвниманиенасоответствиерисункаметаллизацииплатыее топологии,напримерприведеннойнарис.8,атакженавозможныедефекты: наличиеподтравовинеотравленныхучастков,загрязнениедиэлектрика остаткамитравителяифоторезиста,отслаиваниефольгиотоснования, неравномерноеоплавлениеприпоя,затеканиеприпоянадиэлектрическоеполе платы,следыожоговит.д.
Приболеетщательномконтроленеобходимоизмерятьгеометрические размерыспомощьючасовогопроектораилиинструментальногомикроскопа,а такжеизмерятьвеличинуадгезионнойпрочностипроводниковкпечатнойплате методомотрыва(наконтрольныхобразцах).
Взависимостиотсложностиметаллическойразводки(плотностирисунка, размеровтопологическихэлементовиуровнейметаллизации)качество изготовленныхППопределяютпопроверкецелостностиэлектрическихцепей, отсутствиюкороткихзамыканий,атакжепооценкенадежностисприменением различноговидаиспытаний(втомчислеускоренных)тест-платна,устойчивость ктермоцикламилидругимвоздействиям.Порезультатамиспытанийможно судитьнетолькообэксплуатационнойнадежностиплат,ноиостепени совершенстватехнологииихизготовления(рис.9).
Печатныйплатыконсервируютсприменением,например, ацетоноканифольногоилиспиртоканифольногофлюса,распыляемогопо поверхностиивотверстияплатвспециальныхраспылительныхкамерах.После просушкиихупаковываютвполиэтиленовыепакетыкаждуюотдельноили последовательнопонесколькоштук(впакетыналенте).
Оборудованиеиспецификаавтоматизациипроизводствдляизготовления
печатныхплат
Напредприятиях,выпускающихПП(МПП),используемоеоборудование обычноподразделяютнатрибольшиегруппы:дляизготовленияфотошаблонов, дляизготовленияППидляихконтроля(впроцессеипослеизготовления).
Приизготовлениифотошаблоновиспользуютсякоординатографыдля полученияоригиналов(например,обработкойсветовымлучом
46

светочувствительногослоя);фотоуотановкидляизготовленияфотошаблоновс прозрачныхинепрозрачныхоригиналов;контактно-копировальныестанкидля контактногокопированияснегативовилидиапозитивовнасветочувствительный слой;установкипроявленияпослеэкспонированиясветочувствительныхслоев; сушильныешкафыдлясушкифотошаблонов.Крометого,используется различноеоборудованиедлявыполненияподготовительныхопераций (формовкизаготовокфотошаблонов,ихочисткиидр.).
Вкомплексоборудованиядляпроизводствапечатныхплатвходит оборудованиедлярезкилистовыхматериалов,сверленияотверстий,обработки заготовок,созданияпроводящихлибодиэлектрическихпокрытий,формирования рисункавпроводящемслое,полученияпечатногорисунканадиэлектрическом основании,прессованиябазовыхслоеввпакетидругиевзависимостиот технологииизготовленияПП(МПП).
Комплексконтрольно-измерительногооборудованиявключаетсистемы контролялибоконтроляистабилизациипараметровтехнологическихсред*, например,автоматическаяустановкаконтролярежимапрессованияв производствеМПП,автоматическаялинияконтролярежиматравлениялибо химическогоилиэлектрохимическогоосажденияидр.,атакжесистемы контролякачестваизделиянаразныхэтапахегопроизводстваипосле изготовления,напримерустановкиконтролякачестваочисткипечатныхплат, целостностипроводников,наличиякороткозамкнутыхцепей,сопротивленияи электрическойпрочностидиэлектрическихучастковпечатныхплатидр.
*Подтехнологическойсредойследуетпониматьсовокупностьтехнологических материалов(основныхивспомогательных)ивоздействий(температуры,
47
давленияидр.),используемыхдляреализациисинтезаизделия.
СпецификойавтоматизированногопроизводстваПП,обеспечивающего повышениекачестваиобъемавыпускаизделийприснижениисебестоимости, являетсяучетнаэтапеихпроектирования:
-классаплотностикоммутации(поширинеишагупроводников,равных0,75;0,45; 0,25;015и0,10мм,соответственноразличают1-5классыплотностикоммутации ПП)исвязанныесэтимтребованиянеобходимогоуровняавтоматизации производства,например,поточностирасположениябазовыхидругихотверстий, размеровдиаметровотверстий,размеровзазоровмеждупроводящими элементамиит.д.; -стандартизациигабаритныхразмеровПИ(дляуменьшениячисларегулировок технологическогооборудования,включаятранспортныесистемы); -возможностивстроенноготест-контролякачестваППнаответственных операцияхавтоматизированногопроизводства; -размернойстабильностиматериаловдляППитехнологическойоснастки (фотошаблонов,трафаретовит.д.)вусловияхавтоматизированного производства; -принциповсистемотехники,атакжебазыданныхдлянеобходимого оборудованиясцельюразработкиавтоматизированнойсистемыуправления технологическимпроцессом(АСУТП).
Необходимостьвоснащенииавтоматизированныхтехнологическихлиний
системамипрецизионногоконтроляпараметровтехнологическихсреди
техническогозрениядолжнабытьэкономическиобоснованасучетом минимизациипроизводственныхпогрешностей.
АнализраспределенияоперационныхпогрешностейвпроизводствеМПП (табл.3)показывает,чтосуммарнаяпогрешностьуменьшаетсявосновномза счетпостоянногоповышенияточностныххарактеристиктехнологического оборудования,чтонеможетпродолжатьсябесконечно.Поэтомуважны разработкиновыхтехническихрешений,позволяющихснизитьилиполностью исключитьвлияниетехнологическихфакторовнасвойства(например, деформацию)материаловПП.Ктакимрешениямможноотнести:замену пленочныхполимерныхоснованийфотошаблоновнастеклянные;исключение припрессовкифольгикдиэлектрикамяприменениеспособовосаждения проводящихслоев(например,приразложенииметаллоорганическихсоединений, плазмотроннымраспылениемит.д.)надиэлектрическоеоснованиеплаты; получениепроводящегорисунканепосредственновфоторезисте(т.е.без фотошаблона)припомощилазерныхсканирующихгенераторовизображенияи др.РазработкановыхавтоматическихсредствдляпроизводстваПП(МПП продолжаетсявнаправлениипоискаперспективныхметодовиспособов, которыебыпозволилинетолькоповыситьуровеньавтоматизации оборудования,ноикачествовыполняемыхимфункций.Так,совершенствование автоматовдляполученияпечатногорисункаосуществляетсяадекватно возрастаниямтребованиямкрегулировкетехнологическихпараметровпо количествуиточности,кнастройке(иперенастройке)оборудования,кдозировке технологическихматериалов,атакжексистемамзагрузки-выгрузкизаготовоки обеспечениянепрерывностипроцессаформированиярисунка.Вакуумное прессованиевпроизводствеМГШспрецизионноконтролируемой технологическойсредойспособствуетсущественномуповышениювыхода годныхплатсминимальнымивнутренниминапряжениямииискажениямивих структурах.Проблемысовершенствованияавтоматовдлясверлениясвязаныв основномстенденциейкуплотнениюкоммутациинаПП(МПП),следствиемчего
48
являютсяуменьшениедиаметраотверстий,повышениеплотностиразмещенияи увеличениеглубиныотверстий.Минимальныйдиаметрсверла,изготовление которогоудалосьосвоитьзарубежом,составляет0,2мм,новыходгодныхПП приегоиспользованиинепревышает30%.Сприменениемотечественных лазерныхсистемсверленияпредполагаетсяуменьшитьдиаметротверстийвПП до0,1мм(приоптимальнойдлительностисерийимпульсовиплотности лазерноймощности),атакжеобеспечитьлучшеекачествометаллизации отверстийвсравнениястрадиционнымсверлением.
Автоматизация процессов нанесения гальванических и химических покрытийосуществляетсявдвухнаправлениях:автоматизациятранспортировки заготовокизваннывванну,чтообеспечиваетточноесоблюдениетехнологиии сокращает продолжительность вспомогательных операций; автоматизация контроля,регулированияистабилизацииосновныхпараметровтехнологических сред (например,плотности тока,температуры,рН,уровня и циркуляции электролитапригальваническом осаждениимеди),чтопозволяетповысить производительностьтруда(например,пригальваническомосаждении)в1,5-2,5 раза,сократитьчислоработающихирезкоулучшитькачествопрокрытая.Второе направлениевомногомсвязаноспоискомэффективныхметодовконтроляи первичных источников информации (например,датчиков для определения площади металлизации при гальваническом осаждении,что значительно упростилобысуществующиеспособыконтроляистабилизацииплотноститока электролита).ПриразработкеиливыбореАСУТП осажденияметаллических покрытийважноправильноопределятькритерииоптимизации(илипоказатели оптимальности)процесса.Например,производительностьгальваническойлинии - важный показатель режима ее работы, однако, число заготовок, обрабатываемыхвединицувремени,неможетслужитьдляегообъективной оценки,таккакприэтом неучитываетсятолщинаиплощадьосаждаемого покрытия,поэтомув данном случае производительность N целесообразно определятькакN=Sδ/t,гдеS-площадьповерхностипокрытияодновременно обрабатываемыхзаготовок;δ-толщинапокрытия;t-времянанесенияпокрытия. Перспективны,сточкизренияповышенияпроизводительности,гальванические автоматические линии с автооператорами,маршрут и последовательность действий которых, а также контроль параметров процесса осаждения, осуществляется АСУ ТП (допускающими оперативную перенастройку) по оптимальнымциклограммам.
В последние годы появились автоматические линии для химической металлизацииоснованийПП.Учитываявысокуюстоимостьрастворов,например, дляхимическогомеднения,линииукомплектовываютваннами(сборниками)для улавливанияостатковхимикатов,чтопозволяетуменьшитьихсодержаниев проточнойводев10раз.Крометого,получениевысококачественныхпокрытий химическимосаждениемтребуетоснащениялинийсистемаминагреварабочего раствора,покачивания,автоматическогодозированиякомпонентовраствораи его расхода, фильтрации, барботажа очищенным воздухом, контроля технологических сред и т.д.Для обеспечения экологической безопасности автоматические линии гальванического и химического осаждения металлическихпокрытий должны бытьорганизованы по замкнутомуциклу работы,т.е.дополнительносодержатьсистемыочисткиирегенерациирабочих жидкостейсцельюдальнейшегоихиспользованияврабочихмодулях.
Домашнеезадание
49
1.Ознакомиться с материалом,изложенным в описании работы. ИзучитьпроцессизготовленияППпосубтрактивнойтехнологии.
2.Ознакомиться с технологическим оборудованием и правилами работынанем(описаниянаоборудованиеполучитьулаборанта).
3.Составитьформутабл.4,заполнивдовыполненияработы графу "Наименованиетехнологическихопераций".
4.Подготовитьответынаконтрольныевопросы.
Лабораторноезадание
1.Изготовитьпечатнуюплатупосубтрактивнойтехнологии,используя методические указания, изложенные в описании, и оценить качество выполненнойработы.
2.Результатывыполненияработызанестивформутабл.4.
3.Составитьотчетвсоответствиистребованиямикотчету.
Оборудование,приборы,приспособления, инструментыиматериалы
Для изготовления печатныхплатв лаборатории имеется следующее оборудование:установкананесенияфоторезиста,установкаИК-сушки,установка совмещенияиэкспонирования,шкаф химический(типа2Ш-НЖ),термошкаф «Электродело».
В работе используются следующие приборы, приспособления и инструменты:микроскоп типаМБС-9,держательфотошаблона,фотошаблон, пинцет,таратехнологическая,чашкаПетри,ванночкадлятравления.
Материалы:травительдлямеди,проявительдляфоторезиста,спирт этиловыйректификованный,фоторезистпозитивный(типаФП-383),ацетон,бязь, батист,водадистиллированная,фильтрыобеззоленные,фольгированный стеклотекстолит,напальчники,спецодежда.
Форматабл.4
Результатывыполненияработы
Технологическа |
Оборудование, |
Технологичес |
Оценкакачества |
яоперация |
приспособлени |
кийрежим |
выполненияопераций(в |
|
я |
|
томчислеперечень |
|
|
|
дефектов) |
|
|
|
|
Примечание. При использовании автоматизированной линии (для изготовленияППпосубтрактивнойтехнологии),включающей,например,модуль офсетнойпечати,понадобятсянекоторыедругиематериалы инеобходимаяв этомслучаеоснастка.
50