

Недостатки:
Число зубьев у затылованных фрез значительно меньше, чем у фрез с остроконечными зубьями.
При переточке наблюдается большое радиальное биение зубьев, что приводит к увеличению шероховатости обработанной поверхности и снижению стойкости фрез.
У фрез с нешлифованным профилем зубьев после термообработки остаются обезуглероженные участки на задней поверхности, снижающие их стойкость.
Остаточные термические напряжения могут вызывать искажение профиля режущих кромок фрезы.
Фрезы с затылованными зубьями уступают по производительности и качеству обработанной поверхности фрезам с остроконечными зубьями. Однако из-за простоты переточки они широко используются при обработке фасонных поверхностей.Режущий инструмент
Сборные конструкции фрез
Сборная торцевая фреза с кассетами с СМП 1- сменная многогранная пластина (СМП) с главной кромкой АВ; 2 – державка (кассета); 3- корпус фрезы.
Концевая фреза с
СМП: 1-заготовка; b,h – размеры фрезеруемого
уступа; 2- режущие пластины; 3 – хвостовик;
- угол наклона винтовой линии расположения пластин; D –
диаметр фрезы; d – диаметр хвостовика; L- Крепление СМП в корпусе длина фрезы; lр- длина фрезы:
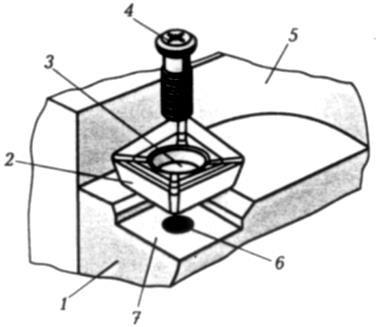
рабочей части
1-корпус; 2-СМП; 3-отверстие в пластине;
4-винт; 5-выемка в корпусе фрезы; 6-отверстие
под винт; 7-гнездо под пластину 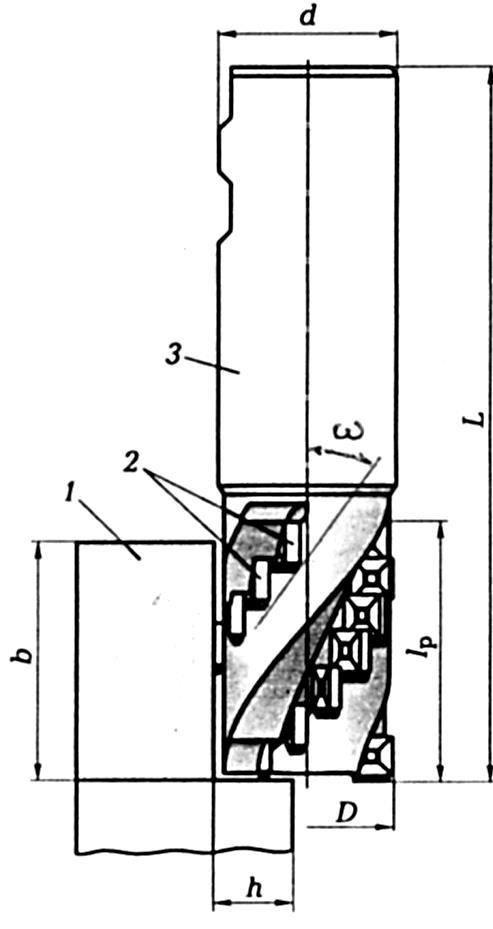

Основными направлениями в использовании СМП являются:
1) крепление пластин непосредственно на корпусе или его составных частях; 2) использование вкладышей с двумя-тремя базами под пластины; 3) использование механизма регулирования положения режущих кромок пластин относительно оси вращения фрезы. При этом широко применяются пластины трех-, четырехгранные, в форме параллелограмма, реже круглые и пятигранные, негативные и позитивные по геометрическим параметрам, с отверстиями для крепления или без них. Крепление пластин осуществляется винтами или рычагами через отверстие, а также клиньями, прижимающими пластину к гнезду в корпусе или во вкладыше.
Сборная фреза со вставными зубьями-ножами
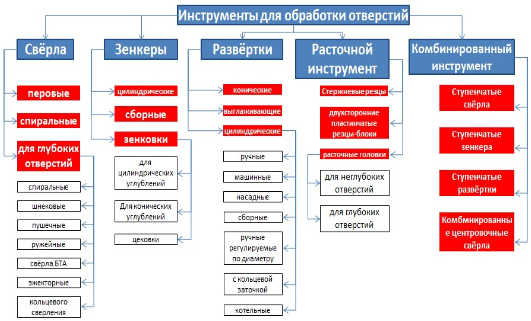
Инструменты для обработки отверстий
Перовые свёрла
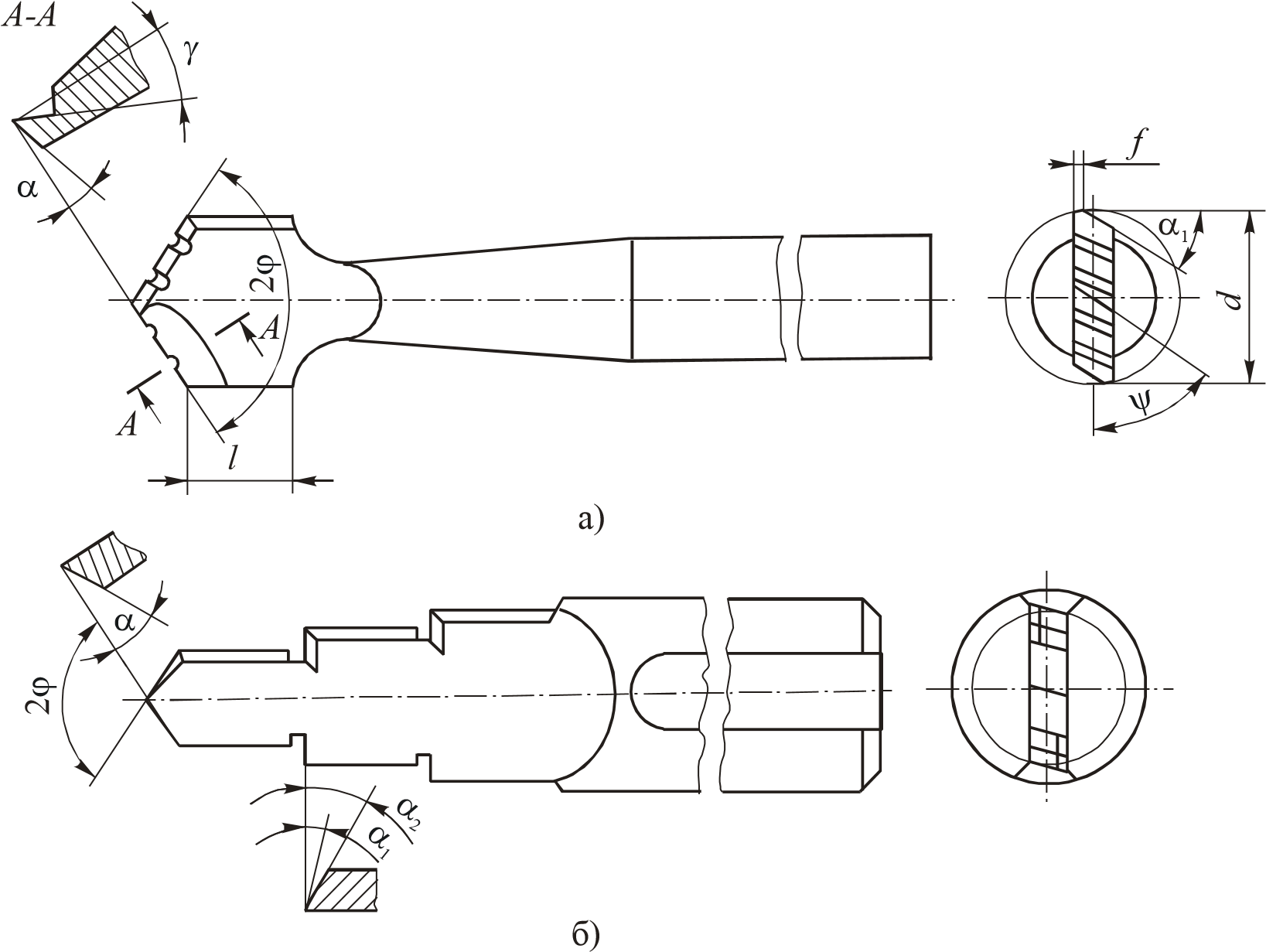
Перовые сверла: а – цельное; б – для сверления ступенчатых отверстий
Перовые сверла применяют для сверления отверстий диаметром 10…130 мм и более, глубиной (10…120)D с точностью диаметральных размеров IT12…IT14, уводом осей отверстий до 0,5 мм/100 мм и шероховатостью Rz 20…40 мкм.
Достоинствами перовых сверл являются простота конструкции, а также возможность изготовления их любого диаметра и длины даже в условиях ремонтных мастерских.
К недостаткам перовых сверл можно отнести: 1) затрудненные условия отвода стружки; 2) склонность к вибрациям из-за малой жесткости рабочей части; 3) небольшой запас на переточку; 4) низкую производительность процесса сверления из-за малых значений подачи и в связи с необходимостью периодического вывода сверла из отверстия для освобождения от стружки.

Центровочные свёрла
При токарной
обработке для получения центровых
отверстий широко применяются
комбинированные центровочные сверла.
В зависимости от формы центровых
отверстий центровочные сверла делятся
на типы: А,
В,
R
и др. Центровочные сверла представляют
собой комбинацию двух инструментов:
сверла и зенкера – и состоят,
соответственно, из сверловочной и
зенковочной частей. С целью повышения
общей стойкости центровочные 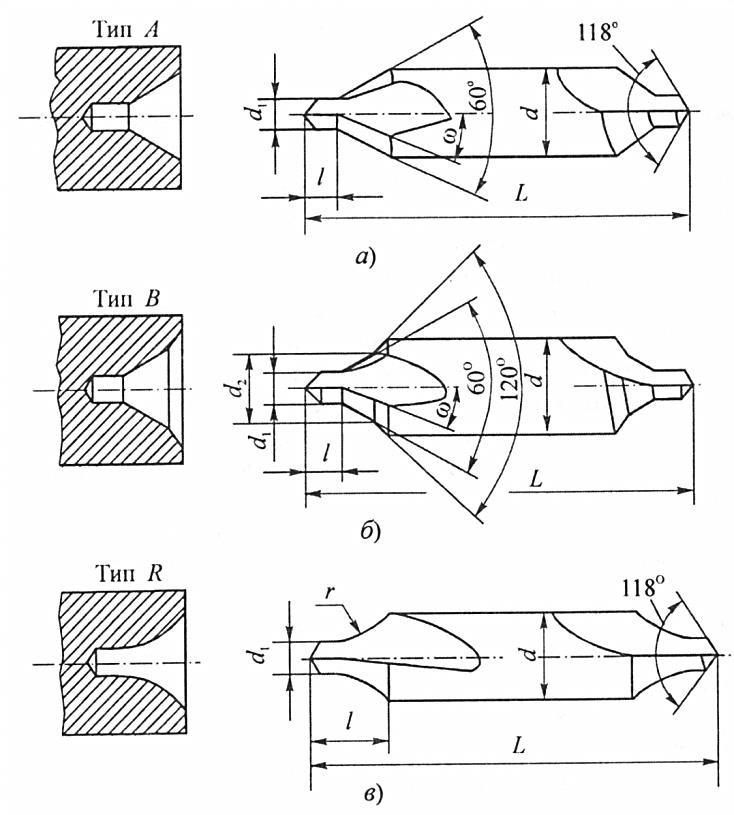
Спиральные свёрла
Из всех известных
конструкций cверл спиральные сверла
нашли наибольшее применение благодаря
следующим достоинствам: 1) хорошему
отводу стружки из обрабатываемого
отверстия из-за наличия винтовых
канавок; 2) положительным Спиральные
сверла применяют для сверления отверстий
диаметром 1…55 мм и глубиной (20…30)D, с
точностью диаметральных размеров
IT12…IT14, уводом осей отверстий до 0,3…0,5
мм/100 мм и шероховатостью Rz 20…80 мкм. 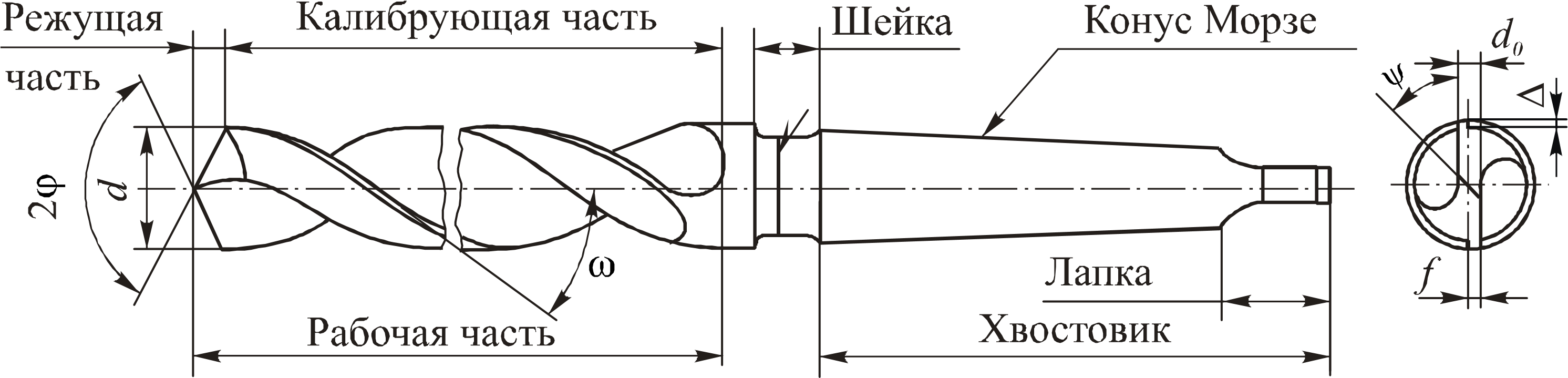
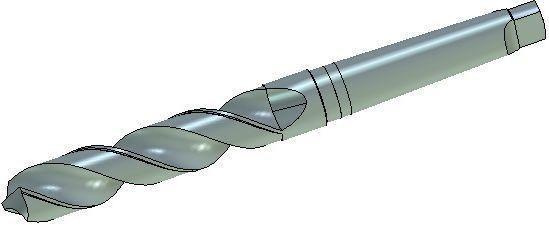
передним углам на большей длине главных режущих кромок; 3) большому запасу на переточку, которая производится по задним поверхностям и может выполняться вручную или на специальных заточных станках, в том числе станках-автоматах и станках с ЧПУ; 4) хорошему направлению сверла в отверстии из-за наличия калибрующих ленточек на наружной поверхности калибрующей части инструмента.