

69893 Типов
1- кольцевая канавка под автооператор;2- индексирующая канавка для ориентации инструмента в автооператоре; 3- шпоночные канавки для шпонок инструментального магазина; 4- место для расположения кодового элемента; 5- резьба под втулку для СОЖ; 6- шпоночные канавки для шпонок внутри шпинделя; 7- радиальное отверстие для зажимных устройств ручного закрепления; 8- кольцевая коническая расточка для кулачков зажимного устройства.
Преимущества соединений на базе конусов HSK
Возможные места поломок на хвостовике hsk-а
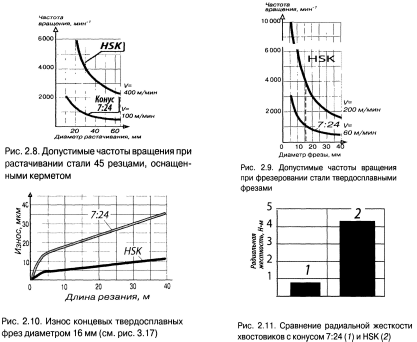
На частотах вращения, превышающих 20000 мин-1 из-за асимметрии каналов подвода охлаждающей жидкости и из-за наличия жидкости во внутренних каналах, может нарушиться балансировка сборки шпиндель-державка, В таких условиях рекомендуется переходить на внешний подвод охлаждающей жидкости. Высокие изгибающие нагрузки, которые при большом вылете могут быть обусловлены даже относительно малыми усилиями, ведут к появлению на хвостовике HSK трещин в зоне радиуса перехода к зажимной фаске с радиусом перехода r3 или в сквозном отверстии под ключ. Геометрия конусного хвостовика в этих местах ослаблена, что обусловлено конструкцией. Скручивающие перегрузки являются причинами трещин на радиусе поводкового паза r2 или около него.
Инструмент с большой массой может вызвать появление осевой составляющей центробежной силы, сопоставимой с силой закрепления инструмента в шпинделе. Может произойти раскрепление инструмента, нарушение его базирования, потеря жесткости и даже разрушение. Поэтому необходима тщательная балансировка инструмента перед его установкой в шпинделе высокоскоростного станка.
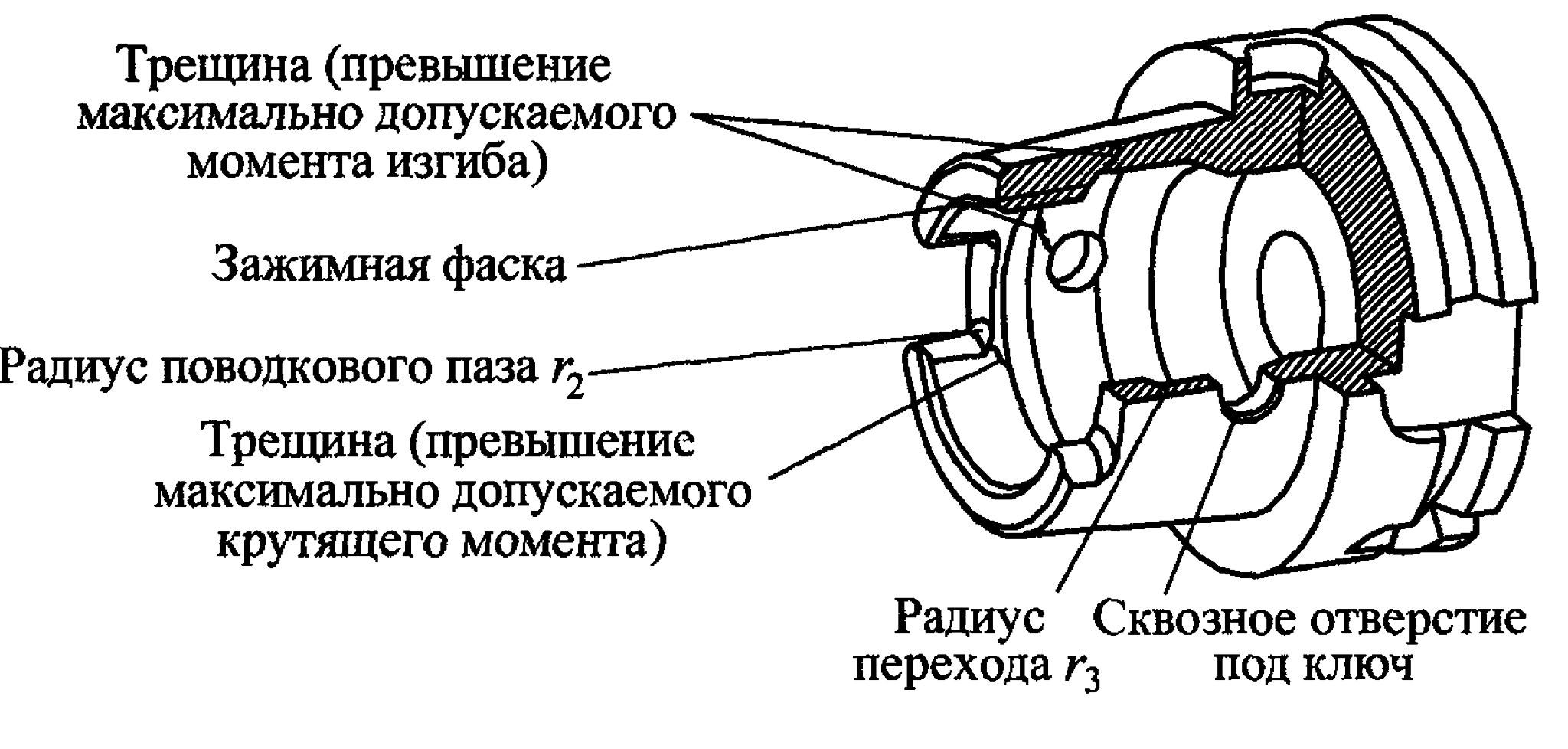
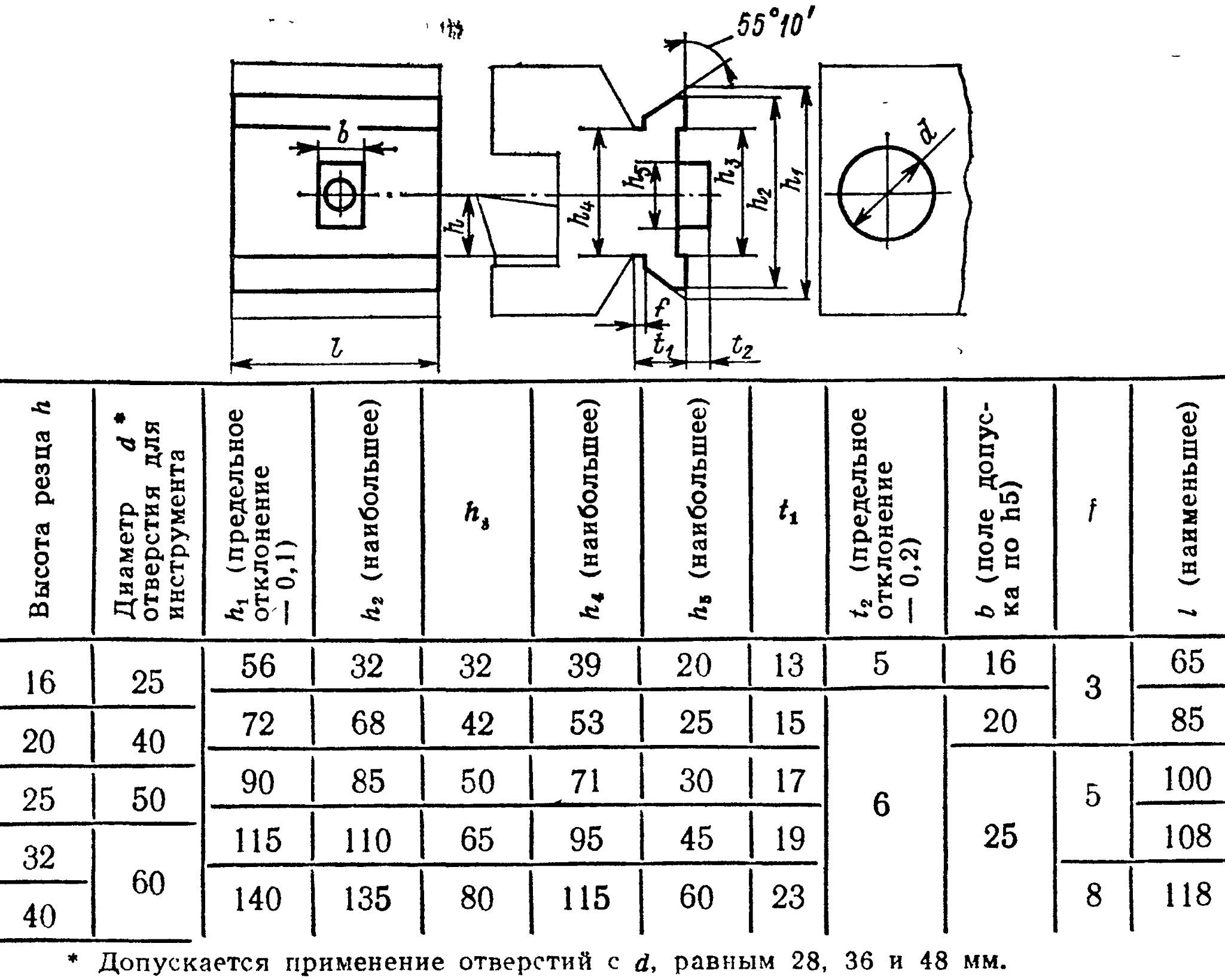
Цилиндрические хвостовики инструмента для токарных станков с чпу
|
d1, h6 |
l1 ±0,3 |
d2, h8 |
d3 |
h1, не более |
h2 ± 0,1 |
l2 ±0,05 |
l3, не менее |
l4 10 |
r1 ±0,02 |
|
16 20 25 30 40 50 60 |
32 40 48 55 63 78 94 |
8 10 10 14 14 16 16 |
40 50 58 68 83 98 123 |
12 16 16 20 25 32 32 |
15 18 23,5 27 36 45 55 |
12,7 21,7 21,7 29,7 29,7 35,7 43,7 |
16 24 24 40 40 48 56 |
2 2 2 2 3 3 4 |
14,5 18 21 25 32 37 48 |
Современные токарные станки с ЧПУ помимо наружного точения и обработки внутренних поверхностей, соосных с осью вращения заготовки, имеют возможность сверлить и фрезеровать другие поверхности. Для этого они снабжаются или специальным вспомогательным инструментом, передающим крутящий момент от специальных приводов, или оснащаются дополнительными шпинделями по типу фрезерных.
Для таких многооперационных станков возникает необходимость унифицировать токарный и фрезерный инструмент за счет создания специальных хвостовиков.
Для токарных станков с ЧПУ с револьверными головками резцедержатели и вспомогательный инструмент для вращающегося инструмента изготовляют с цилиндрическими хвостовиками по ГОСТ 24900–81 и стандарту DIN 69880.
СИСТЕМА ВСПОМОГАТЕЛЬНОГО ИНСТРУМЕТА С БАЗИРУЮЩЕЙ ПРИЗМОЙ ДЛЯ СТАНКОВ С ЧПУ ТОКАРНОЙ ГРУППЫ
Эта система
позволяет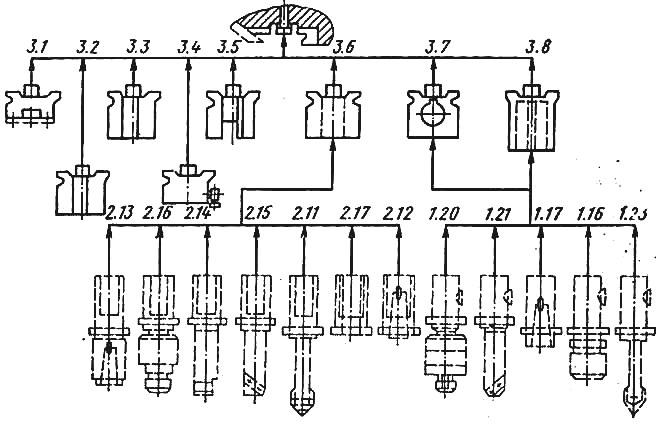 закреплять на станке инструменты из
подсистемы с цилиндрическим хвостовиком,
что в ряде случаев расширяет технические
возможности станков, а также способствует
сокращению номенклатуры режущего
инструмента.
закреплять на станке инструменты из
подсистемы с цилиндрическим хвостовиком,
что в ряде случаев расширяет технические
возможности станков, а также способствует
сокращению номенклатуры режущего
инструмента.
Двусторонний резцедержатель 3.1 имеет высокую жесткость, его применяют в системах с любым расположением револьверной головки при любом направлении вращения шпинделя, он позволяет использовать полную мощность станка при черновых операциях. Режущий инструмент сечением от 16х16 до 40х40 мм устанавливают в открытом или закрытом пазе. Инструмент предварительно настраивают вне станка в резцедержателе регулировочными винтами. Жесткий резцедержатель 3.2 с открытым перпендикулярным пазом имеет правое и левое исполнения, позволяет вывести режущий инструмент за габарит револьверной головки. Резцедержатель 3.3 позволяет устанавливать два резца. Универсальный трехсторонний резцедержатель 3.5 имеет несколько меньшую жесткость, чем резцедержатель с открытым и закрытым пазами. Держатель 3.6 предназначен для установки вспомогательного инструмента к токарным станкам с цилиндрическим хвостовиком диаметром 30.. .60 мм. Держатели 3.7 и 3.8 имеют два исполнения и предназначены для установки инструмента к станкам фрезерно-сверлильно-расточной группы с цилиндрическим хвостовиком диаметром 36 и 48 мм. Применение блока 3.4 обеспечивает увеличение подачи СОЖ в зону резания.
Хвостовики державок с базирующей призмой
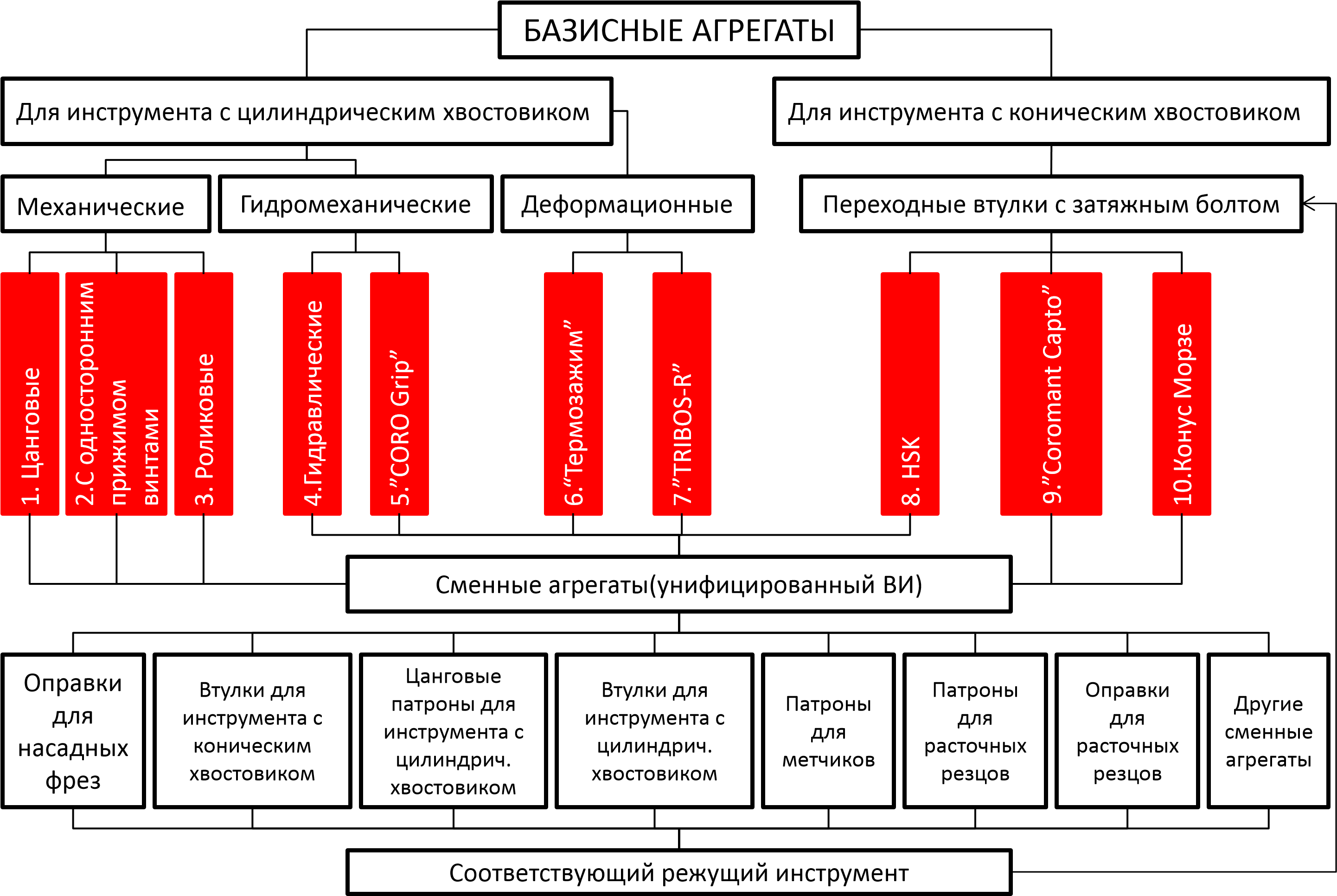
Классификация систем инструментальной оснастки
Цанговые патроны
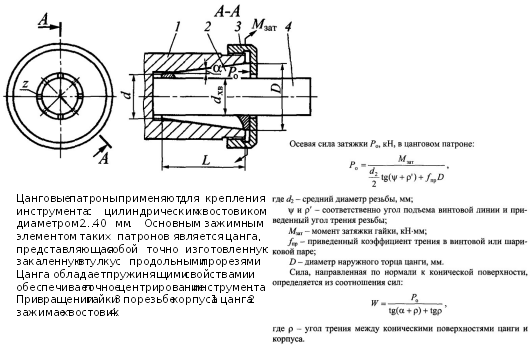
Схема одноугловой цанги
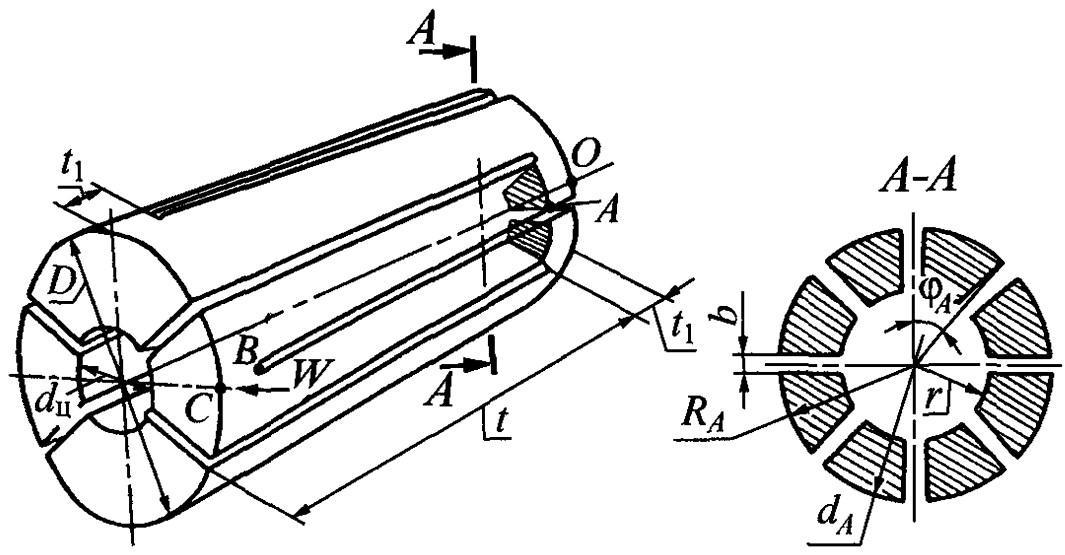
Одноугловая цанга после разрезки представляет кольцевую пружину, образованную упругими лепестками длиной t.
Базисный агрегат со сменными цангами
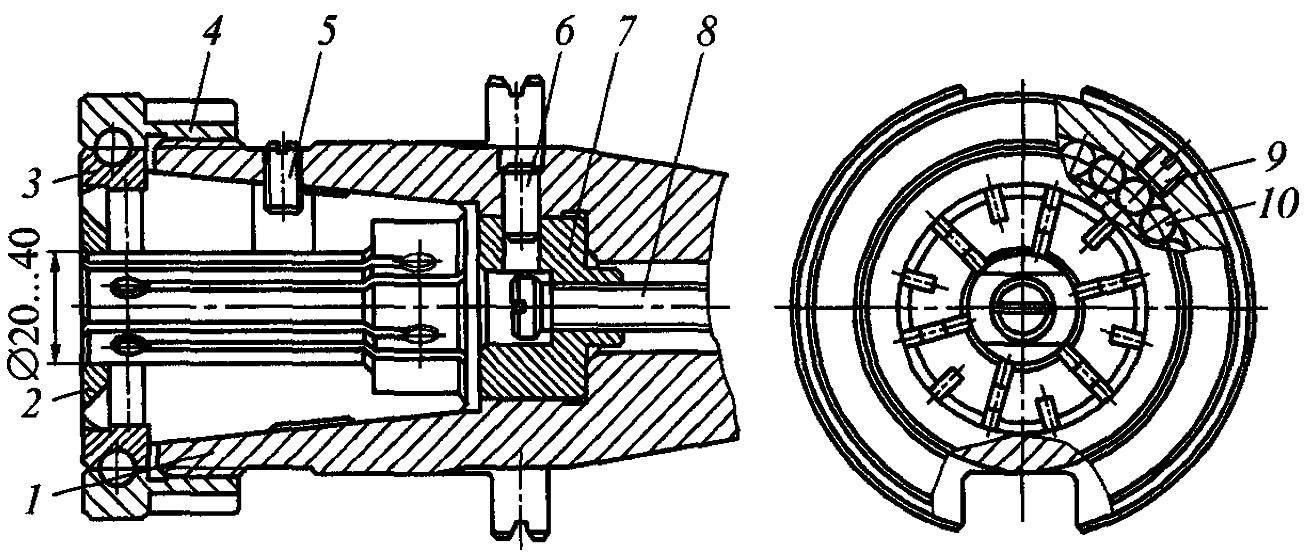
Конструкция базисного агрегата включает в себя винт 5, ориентирующий цангу 2 относительно корпуса 1 с целью достижения минимального биения путем вычитания эксцентриситетов цанги и корпуса. В корпусе 1 поводок 7 установлен для передачи крутящего момента при тяжелом черновом фрезеровании с помощью штифта 6. Резьбовой упор 8 служит для регулировки осевого положения перед закреплением инструмента. Цанги 2 этого агрегата являются сменными, в зависимости от диаметра хвостовика инструмента, который крепится в патроне. Цанги 2 вставляются в патрон за счет упругости лепестков в проточку внутреннего кольца 3 сборной гайки. Конструкция этой сварной гайки включает в себя кольцо 4, шарик 10 и пробку отверстия 9.