

3.3 Выбор и обоснование материалов
Выбор материалов производится на основании технологических показателей и условий эксплуатации изделия.
Материалы для печатных плат.
Материалами для печатных плат могут служить фольгированные текстолиты, стеклотекстолиты и гетинаксы. Выбор материала для печатной платы производится по ГОСТ 21931-76 «Материалы электроизоляционные, фольгированные для печатных плат». В качестве материала для печатной платы используется, односторонний фольгированный стеклотекстолит марки СФ-2М-35–1, имеющий следующие параметры:
а) Удельное объемное сопротивление r= 5х1012 Ом х см,
б) Тангенс угла диэлектрических потерь d ≤ 0.03,
в) Прочность сцепления фольги с основанием y= 10 Н/см2 . Выбранный материал обладает достаточной механической прочностью и хорошими изоляционными свойствами.
Материалом-заменителем может служить стеклотекстолит СТПА 5–1–1.5.
Материалы для выполнения электромонтажных работ.
Для выполнения электромонтажных работ применяются:
а) Припой ПОС-61 ГОСТ 2.62460-89, содержащий 61 % – олова, остальное - свинец, имеющий температуру плавления 190°С и предназначенный для пайки деталей, когда недопустим или нежелателен высокий нагрев в зоне пайки, а также, когда требуется повышенная механическая прочность.
б) Флюсы. Для очистки поверхности печатных проводников от окислов при пайке применяется флюс спирто-канифольный КЭ, содержащий от 15 до 28 % канифоли, остальное - этиловый спирт. Флюс К-9 применяется при пайке меди, латуни, бронзы во время электромонтажных работ мягкими и легкоплавкими припоями, удобен для переноса в труднодоступные места. Материалом-заменителем служит флюс ЛТИ–1.
в) Спирто-нефрасовые (нефрас – нефтяной растворитель) смеси. Для удаления остатков флюса места пайки протирают хлопчатобумажной тканью, смоченной спиртом или спирто-нефрасовой смесью (в пропорции 1:1).
г) Монтажные провода. Для межблочных соединений применяют монтажные провода марок:
1) Провод МГ–13 с номинальным сечением жилы 0,2 мм2, работающий при температурах от минус 60°С до плюс 70°С и относительной влажности менее 98 %, и напряжении менее 220В.
4 Технологическая часть
4.1 Формирование технологического кода изделия
Обозначение проектируемому изделию присваивают индивидуально каждому и только одному изделию (документу) в соответствие с классификатором ЕСКД по ГОСТ 2.201-80.
Код технологического документа, например, маршрутной карты (МК) выбирается по ГОСТ 3.1201-85 и проставляется в блоке Б1 основной надписи по ГОСТ 3.1103-82.
К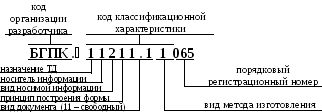 од
технологического документа:
од
технологического документа:
Первая цифра – назначение технологического документа:
Код «1» – для основных документов;
Код «2» – для вспомогательных документов;
Код «З» – для произвольных документов.
Вторая цифра – носитель информации:
Код «1» – бумажный носитель;
Код «2» – магнитный диск;
Код «З» – магнитная лента.
Третья цифра – вид вносимой информации:
Код «1» – текстовые документы;
Код «2» – документы с текстом, разбитым на графы;
Код «З» – графические документы.
Четвертая цифра – принцип построения формы документа:
Код «1» – блочно-модульный;
Код «2» – блочный;
Код «З» – элементно-блочный.
Пятая и шестая цифры – вид документа (11 – сводный документ).
Седьмая и восьмая цифры – вид метода изготовления по ГОСТ 3.1201-85, для маршрутной карты код – 10.
Девятая и десятая цифры – порядковый регистрационный номер технологического документа.