
Ausgabe
3/2002 - Neues Bearbeitungskonzept minimiert Fertigungszeit
Im
Bereich der Automobilindustrie steht man heute unter einem
gewaltigen Wettbewerbsdruck, nicht nur im Hinblick auf die
Fertigungsqualitдt,
sondern insbesondere was die Verkьrzung
der Fertigungszeiten betrifft, um eine wirtschaftliche Produktion
zu ermцglichen.
Wie ein neues Bearbeitungskonzept zu einer Taktzeitreduzierung von
47 % fьhren
kann, zeigt das Beispiel einer Querlenkerbearbeitung bei einem
namhaften deutschen Automobilhersteller.
R.
Pickenhahn; D. Trick
Produktivitдtssteigerungen
und Kostenreduzierungen bei gleichbleibend hoher
Bearbeitungsqualitдt stehen stдndig im Fokus der
Automobilindustrie. So auch bei der Fertigung eines neuen
Querlenkers fьr die Hinterachsaufhдngung bei einem namhaften
deutschen Automobilhersteller. Hier strebte man das ehrgeizige
Ziel an, die Querlenker aus dem relativ gut zu zerspanenden
Aluminium-Sandguss AlSi7Mg mit einer Hдrte von 70 bis 100 HB
in einer Taktzeit von 200 s zu bearbeiten. Bei vergleichbaren
Querlenkern von Vorgдngermodellen betrug die Taktzeit 294 s.
Bearbeitungsaufgabe
An
dem neuen Querlenker sind die vier in Durchmesser und Gestalt
unterschiedlichen Lager W, H, G und V (Bild 1) mit
Durchmessertoleranzen von 0,05 mm und einem Rz
von 16 µm zu bearbeiten. Des Weiteren sind sieben
M8-Sacklochgewinde an der Oberseite des Querlenkers in zwei
unterschiedlichen Gewindelдngen herzustellen, die der
Befestigung von Handbremsseil, Steinschlagschutz und
Koppelstange dienen. AuЯerdem mьssen an der Unterseite vier
M6-Gewindebohrungen fьr die Befestigung der ABS-Leitung und
eines Sensors fьr die Leuchtweitenregulierung erstellt werden.
Dabei sind alle Gewindebohrungen mit einer zylindrischen
Schutzsenkung auszustatten. Ein weiterer Bearbeitungsschritt
besteht im Heraustrennen eines Steigers.
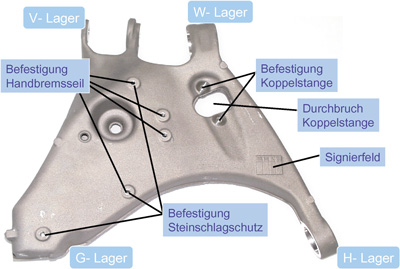
Bild
1 Oberseite
des zu bearbeitenden Querlenkers
|
Die
Forderung seitens des Kunden bestand nun darin, diese
Fertigungsaufgabe auf einem fьnfachsigen
Doppelspindelbearbeitungszentrum ELHA HBZ-2-630 mit einer
Antriebsleistung von 30 kW pro Spindel, waagerechten Spindeln
und Palettensystem in einer Taktzeit von 200 s komplett zu
bearbeiten. Fьr die Bearbeitung einschlieЯlich der
notwendigen Werkzeugwechsel stehen aber nur 190 s zur
Verfьgung, da der 10 s dauernde Palettenwechsel in der
Taktzeit enthalten ist.
Kombinationswerkzeuge
erreichen vorgegebene Taktzeit
Da die verfьgbare Bearbeitungszeit fьr den gesamten
Arbeitsumfang sehr kurz ist, kommt es hier auf jede Zehntel
Sekunde an, die an Haupt- und Nebenzeiten eingespart werden
kann. Die bisherigen Querlenker wurden mittels Einzelwerkzeugen
bearbeitet. Dabei kamen abhдngig vom Querlenkertyp mindestens
24 Einzelwerkzeuge zum Einsatz. Rechnet man fьr einen
Werkzeugwechsel (inkl. Positionieren) etwa 9 s, resultiert dies
in einer Werkzeugwechselzeit von 207 s, so dass die geforderte
Taktzeit von 200 s auf diese Art und Weise nicht erreicht
werden kann.
Da
der Werkzeugwechsel hier den grцЯten Teil der Nebenzeiten
ausmachte, fьhrten die Ьberlegungen sehr schnell in Richtung
Kombinationswerkzeuge. Resultat war die Entwicklung von acht
Kombinationswerkzeugen, die jeweils bis zu neun
Einzeloperationen ьbernehmen kцnnen:
je
ein Kombinationswerkzeug fьr die Bearbeitung der vier Lager,
ein
Scheibenfrдser zum Heraustrennen eines Steigers am Rohteil,
ein
Hartmetallleisten-Gewindeformer zum Formen der sieben
M8-Gewinde,
ein
Winkelkopf mit Stufenbohrer zur Herstellung der Kernlцcher
fьr die M6-Gewinde,
ein
Winkelkopf mit Gewindebohrer M6 zum Bohren der M6-Gewinde.
|
Da
jedes der vier Lager wegen unterschiedlicher Funktionen
spezifische Besonderheiten aufweist, wurde fьr jedes Lager ein
eigenes Ausspindelwerkzeug entwickelt, mit dem die Lagerbohrung
komplett in einem Durchlauf bearbeitet wird. Die
Spindelwerkzeuge stellen jeweils Kombinationswerkzeuge dar, in
die bis zu neun verschiedene Bearbeitungsoperationen integriert
sind. Beispielhaft fьr den Aufbau wird hier das
Ausspindelwerkzeug fьr das H-Lager dargestellt.
Der
sandgestrahlte Grundkцrper ist aus hochfestem Stahl und hat
eine HSK63-Aufnahme mit Plananlage B80, deren Anlageflдche
einen auf 80 mm vergrцЯerten AuЯendurchmesser aufweist. Im
Grundkцrper sind je eine Hartmetall-Wendeschneidplatte fьr
die stirnseitige Planbearbeitung und das vorderseitige Anfasen
der Lagerbohrung untergebracht. AuЯerdem ist in den
Grundkцrper ein schwingungsarmer Schwermetall-Kцrper
eingeschrumpft, der aus einem verjьngten Schaft, einem
ausgebauchten Mittelteil und einem schlanken Kopfteil besteht.
Im oberen Mittelteil sind zwei Wendeschneidplatten zum
Ausspindeln der Lagerbohrung (Bild 2) angeordnet. Um die
Durchmessertoleranz von 0,05 mm genau einstellen zu kцnnen,
sind die viereckigen, mit einem groЯen Spanwinkel (15°)
versehenen Schneidplatten ьber eine Exzenterschraube
verstellbar.
|
|

Bild
2 Ausspindeln
der
Lagerbohrung
|

Bild
3 Schneidplatte
fьr das Zirkularfrдsen der Lagerbohrungsrьckseite
|
|
In
zwei weiteren Plattensitzen im unteren Mitteilteil sind zwei
Formplatten eingesetzt. Sie dienen zur rьckseitigen
Bearbeitung der Lagerbohrung (Bild 3). Dabei wird durch
Zirkularfrдsen in einem Umlauf ein AuЯenradius in einen Steg
gefrдst, die Stirnseite geplant sowie eine 30°- und eine
5°-Fase hergestellt. Um weitere Werkzeugwechselzeiten
einzusparen und damit die Taktzeit zu verkьrzen, enthдlt das
Werkzeug im schlanken Kopfteil zwei weitere Plattensitze zur
Aufnahme zweier Sonderschneidplatten. Mit diesen Stellplatten
wird eine kleine Auflageflдche auf der Unterseite des
Querlenkers plangefrдst. Das Planfrдsen der kleinen
Augenflдche erfolgt mit Hilfe der fьnften Achse des
Doppelspindlers. Dabei ragt der Teil des Werkzeugs mit den
Sonderschneidplatten in den 50 mm breiten Spalt zwischen
Vorrichtung und Palette hinein.
An
der Spitze des Kombinationswerkzeugs sitzt ein Stufenbohrer aus
Vollhartmetall, der mit einer Spannschraube im Kopfteil fixiert
ist. Mit ihm werden fьnf der sieben M8-Kernbohrungen mit
Schutzsenkung in die Oberseite des Querlenkers gebohrt. Die
beiden fehlenden M8-Kernbohrungen haben eine kleinere
Bohrungstiefe und eine andere Schutzsenkung. Dieser
Stufenbohrer ist Teil des Kombinationswerkzeugs fьr das
W-Lager.
|
Um
beim Zirkularfrдsen der Rьckseite Beschдdigungen der
Lagerbohrung z.B. durch Wickelspдne zu vermeiden, wurden vier
Kьhlschmiernuten in den Schaft des Schwermetallkцrpers
eingebracht. Durch diese Schlitzlцcher werden die Schneiden
mit einem starken Kьhlschmierstoffstrom beaufschlagt, der die
Aluminiumspдne unmittelbar nach dem Entstehen wegschwemmt.
Dadurch bleiben keine Spдne in der Bohrung liegen und kцnnen
auch nicht am Schaft anhaften.
Die
Werkzeuge fьr das W- und G-Lager sind дhnlich aufgebaut. Mit
dem erstgenannten Werkzeug werden insgesamt sieben, mit dem
Werkzeug fьr das G-Lager neun Einzeloperationen ausgefьhrt.
Zirkularfrдsen
auf PKD umgestellt
Aus
Kostengrьnden waren alle Werkzeuge in der ersten Testphase
durchgдngig mit Wendeschneidplatten aus Hartmetall bestьckt.
Allerdings lieЯ sich damit die geforderte Taktzeit von 200 s
nicht realisieren. Weil das Zirkularfrдsen der rьckseitigen
Lagerbohrungsbearbeitung die lдngste Bearbeitungszeit in
Anspruch nahm, wurden bei den Kombinationswerkzeugen fьr das
H-, G- und W-Lager die Hartmetall-Wendeschneidplatten durch
polykristalline Diamant (PKD)-Schneidplatten ersetzt (Bild 4).
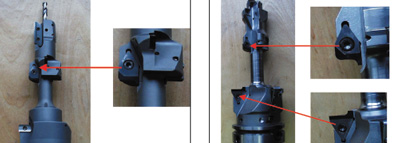
Bild
4 Umstellung
auf PKD-Schneidplatten, u.a. beim Werkzeug fьr das H-Lager
(links) und das G-Lager (rechts)
Damit
konnten die Schnittgeschwindigkeiten bei Schnitttiefen von 2
bis 3 mm von 500 m/min auf 1.000 m/min sowie die Vorschьbe von
0,12 mm/z auf 0,23 mm/z (z=2) gesteigert werden. Aus Grьnden
der Standzeitvereinheitlichung wurden des Weiteren die
Hartmetall-Wendeschneidplatten zum Ausspindeln der
Lagerbohrungen durch PKD-Wendeschneidplatten ersetzt. Resultat
der Umstellung dieser drei Kombinationswerkzeuge war eine
Reduzierung der Taktzeit um 15 s auf die geforderten 200 s bei
gleichzeitig besserer Oberflдchenqualitдt, gьnstigerer
MaЯhaltigkeit und deutlich erhцhter Standzeit, so dass sich
eine wesentliche Verbesserung der Prozesssicherheit ergab.
|

Bild
5 Schwesterprojekt
Trapezlenker
|
|
Mittlerweile
werden die Querlenker serienmдЯig auf vier
Bearbeitungszentren ELHA HBZ-2-630 mit diesen
Kombinationswerkzeugen bearbeitet, wobei monatlich etwa 30.000
Satz Querlenker, d.h. 30.000 linke und 30.000 rechte
Querlenker, komplett bearbeitet werden. Die Standzeit der
Kombinationswerkzeuge fьr die Bearbeitung von H-, G- und
W-Lager liegt bei 45.000 Bauteilen. Die hier gemachten
Erfahrungen waren so gut, dass ein weiteres Projekt zur
Komplettbearbeitung eines дhnlich aufgebauten Trapezlenkers
(Bild 5) gestartet worden ist. Die bisherigen Ergebnisse sind
ebenso positiv wie bei der beschriebenen Querlenkerbearbeitung.
|
Bildnachweis:
Joh. + Ernst Link GmbH + Co.KG, Stuttgart.
Dieter
Trick ist Leiter der Projektabteilung der Joh. + Ernst Link
GmbH + Co.KG, Stuttgart.
Ralf Pickenhahn ist Assistent
der Projektabteilung im selben Unternehmen.
|
<<
zurück zu Artikeln Ausgabe 3/2002
Artikel
| News
| Termine
| Archiv
| Vorschau
| Index
| FAQ
| Links
| Info
| Media
| Kontakt
|

