
Ausgabe
3/2002 - Bearbeitung von Steuergehдusen
bei Renault
Bei
der Bearbeitung von Aluminiumlegierungen haben sich PKD-Werkzeuge
aufgrund der erreichbaren Bearbeitungsqualitдten
und der hohen Standzeiten etabliert. Flexibilitдt
und Prozesssicherheit verbunden mit einem grцЯtmцglichen
Ausbringen waren auch die Forderungen seitens Renault bei der
Fertigung von Steuergehдusen
und Steuerdeckeln aus AlSi9Cu3.
K.-D.
Schicker; D. Thamke
Mit
insgesamt 220.160 Neuzulassungen konnte Renault bei PKW und
leichten Nutzfahrzeugen im letzten Jahr in Deutschland gegen
den allgemeinen Markttrend um 0,32 % zulegen, wodurch ein
Marktanteil von 6,21 % erreicht wurde. Damit erzielte die
franzцsische Marke zum fьnften Mal hintereinander einen
Marktanteil von mehr als sechs Prozent und bleibt mit groЯem
Abstand stдrkste auslдndische Automobilmarke in Deutschland.
Ein
Eckpfeiler des anhaltenden Renault-Markterfolges ist die
umfangreiche Palette von hochmodernen
Turbodiesel-Direkteinspritzmotoren von 1,5 bis 3 l Hubraum mit
kraftstoffsparender und lauffreudiger Common-Rail-Technologie.
Die Dieselverkдufe von Renault stiegen 2001 im Vergleich zum
Vorjahr um etwa 73 %, so dass etwa ein Viertel aller neu
zugelassenen Renault-Modelle einen Dieselmotor "unter der
Haube" haben. Ein Teil dieser Dieselmotoren wird im Werk
Cleon, nahe Rouen, Frankreich, gefertigt, wobei ein Teilbereich
die Vor- und Fertigbearbeitung von Steuerdeckeln und
Steuergehдusen fьr diese Motoren umfasst.
Hohe
Anforderungen seitens des Kunden
In Cleon werden jдhrlich etwa 172.000 Steuergehдuse
(Bild 1) und -deckel fьr Dieselmotoren mit 2,2 und 2,5 l
Hubraum hergestellt, u.a. fьr den Einsatz in den Modellen Vel
Satis, Laguna 2 und Espace sowie den Kleintransporter Master.
Diese Bauteile bestehen aus einer Aluminiumlegierung mit einem
Siliziumgehalt von 9 % und einem Kupfergehalt von 3 %. Die
Bearbeitung umfasst steuergehдuseseitig:
Bohren
(Ш 30 bis Ш 85), z.B. von Lagerbohrungen fьr Riemenscheibe
und Wasserpumpe
Gewinde-
(M6 und M8) und Aufnahmebohrungen (Ш 9 bis Ш 11) zur
Befestigung des Deckels und der Цlwanne
Frдsbearbeitung
der Flдchen zum Kurbelgehдuse o Frдsbearbeitung der Flдchen
zur Цlwanne

Bild
1 Zu
bearbeitendes Steuergehдuse
|
 Bild
2 Bearbeitungszentrum
Mach
1-500 mit Blick in den Bearbeitungsraum
Bild
2 Bearbeitungszentrum
Mach
1-500 mit Blick in den Bearbeitungsraum
|
|
Steuerdeckelseitig
sind entsprechend Lager- und Aufnahmebohrungen zu erstellen und
die Flдchen zum Gehдuse sowie zur Aufnahme eines weiteren
Deckels planzufrдsen. Seitens des Kunden war neben einer hohen
Flexibilitдt der Anlage eine mцglichst hohe Ausbringungsmenge
an komplett bearbeiteten Werkstьcken gefordert, was sich in
der Vorgabe einer Taktzeit von 300 s fьr beide Werkstьcke
widerspiegelt.
Bearbeitungskonzept
Fьr
die Bearbeitung der Steuergehдuse und Steuerdeckel kommen
Hochgeschwindigkeits-Bearbeitungszentren des Typs Mach 1-500
(Bild 2) von Honsberg Lamb, Remscheid, zum Einsatz. Diese
Bearbeitungszentren sind mit zwei Spindeln ausgerьstet, die
gleichzeitig zwei Werkstьcke bearbeiten kцnnen oder
alternativ wechselseitig arbeiten, d.h. wдhrend eine Spindel
das Werkstьck bearbeitet, fдhrt die andere Spindel zum
Werkzeugmagazin und wechselt das Werkzeug fьr die nдchste
Bearbeitungsoperation. Damit steht das Spanen im Vordergrund.
Werkzeugwechselzeiten, die den Bearbeitungsvorgang zwangslдufig
verlдngern, entfallen. Deshalb entschied man sich bei Renault
fьr den Einsatz der zweiten Variante. Des Weiteren
kristallisierte sich bei der Erstellung des
Bearbeitungskonzeptes eine Lцsung mit voneinander unabhдngigen
Bearbeitungszentren heraus, so dass jedes Bearbeitungszentrum
die Komplettbearbeitung eines Satzes Werkstьcke bestehend aus
Gehдuse und Deckel ьbernimmt (ersetzende Bearbeitung).
|
Aufgrund
der nur etwa 30 mm dicken, aber 440 x 245 mm groЯen
Steuergehдuse werden auch an das Spannsystem groЯe
Anforderungen gestellt, um die geforderten Bauteilqualitдten
und damit letztendlich die Prozesssicherheit zu gewдhrleisten.
Die Werkstьckaufnahme erfolgt an angegossenen Spannlappen in
einer Rahmenspannvorrichtung, mit der die Komplettbearbeitung
von zwei Werkstьckseiten des Deckels und drei Seiten des
Gehдuses mцglich ist. Mit einer Dreipunktspannung und
zusдtzlichen Abstьtzungen wird eine sehr gute Ebenheit
erzielt, wobei die Spanndrьcke der Spannvorrichtungen einzeln
eingestellt werden kцnnen und ьber Folgeventile ein
festgelegter Spannablauf erfolgt.
|
Um
die Lagerhaltung und die Beschaffung zu minimieren, werden
beide Werkstьcke mit einem Werkzeugsatz bearbeitet. Dabei
kommen zur Vorbearbeitung Hartmetallwerkzeuge und zur
Fertigbearbeitung polykristalline Diamant-(PKD-)werkzeuge zur
Anwendung. Ьber das mit 44 Werkzeugen bestьckte
Werkzeugmagazin werden Steuergehдuse und -deckel in der
Reihenfolge Bohren, Gewinden und Frдsen bearbeitet. Nachdem
die Lagerbohrungen mit PKD-bestьckten Bohrstangen erstellt
wurden, werden im nдchsten Arbeitsgang 21 Bohrungen
(Steuergehдuse) bzw. 18 Bohrungen (Steuerdeckel) im
Durchmesserbereich von 5 mm bis 85 mm gebohrt. In einen Teil
dieser Bohrungen werden anschlieЯend Gewinde gebohrt, bevor
die in Bild 1 zu erkennenden Flдchen plangefrдst werden (Bild
3).
Fьr
das Fertigfrдsen werden mit PKD-Wendeplatten (KorngrцЯe 25
µm) bestьckte Werkzeuge von 22 bis 63 mm Durchmesser
eingesetzt. Das Fertigfrдsen der Planflдchen erfolgt z.B. mit
einem Werkzeugdurchmesser von 63 mm bei Drehzahlen bis zu
18.000 min-1
und einem Vorschub von 13,2 m/min. Mit diesen
Bearbeitungsparametern in Verbindung mit den axial
feinjustierbaren Schneiden werden die geforderten
Bearbeitungsqualitдten (Parallelitдt 0,05 mm, Ebenheiten bis
0,1 mm, cmk
= 1,67) prozesssicher eingehalten. In solchen Anwendungen
zeichnen sich die PKD-Frдser gegenьber Hartmetallwerkzeugen
durch eine 10-fach grцЯere Standzeit aus. Im vorliegenden
Fall betrдgt die Standzeit der PKD-Werkzeuge etwa 10.000
Deckel bzw. 6.000 Gehдuse, was einer Einsatzdauer von je ca.
35,5 h entspricht.
|
|
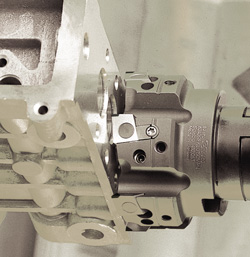 Bild
3 Frдsen
der Planflдchen
der
Steuergehдuse
Bild
3 Frдsen
der Planflдchen
der
Steuergehдuse
|
Kombi-Werkzeuge
zum Bohren sorgen fьr einen reibungslosen Bearbeitungsablauf
Bei dieser Hochgeschwindigkeitsbearbeitung der
Steuergehдuse und -deckel stellte sich die Problematik, dass
die mit etwa 6 Sekunden schon sehr kurzen Werkzeugwechselzeiten
speziell bei der Bearbeitung der grцЯeren Bohrungsdurchmesser
immer noch zu lang waren, um Stillstдnde durch Werkzeugwechsel
zu vermeiden. Deshalb wurden von der Firma Kennametal Hertel
GmbH & Co. KG, Fьrth, eine Reihe von
Kombinationswerkzeugen entwickelt, damit mehrere
Bearbeitungsoperationen mit einem Werkzeug ausgefьhrt werden
kцnnen. Typisches Beispiel ist das in Bild 4 gezeigte
PKD-Bohrwerkzeug. Dabei handelt es sich um ein
4-Stufen-Werkzeug, mit dem sich die Bohrungen der Durchmesser
30 mm, 35 mm, 50 mm und 72,99 mm ohne Werkzeugwechsel fertigen
lassen. Das PKD-bestьckte Werkzeug (KorngrцЯe 25 µm)
benцtigt bei einer Drehzahl von 12.000 min-1
und einem Vorschub von 1,2 m/min inklusive der Nebenzeiten
etwas mehr als 6 Sekunden fьr die Fertigbearbeitung der vier
Bohrungen, so dass die Zeit fьr den parallel laufenden
Werkzeugwechsel genutzt werden kann. Die Standzeit dieser
Bohrwerkzeuge liegt bei ca. 24.000 Bauteilen.
|
|
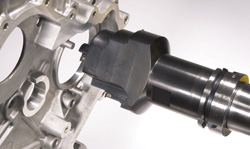 Bild
4 Bohrungsbearbeitung
mit
4-Stufen-Werkzeug
Bild
4 Bohrungsbearbeitung
mit
4-Stufen-Werkzeug
|
Neben
dem problemlosen, prozesssicheren Erreichen der geforderten
Bauteilqualitдten (Position 0,1, Durchmesserqualitдt IT8 und
Rechtwinkligkeit der Hauptbohrung zur Basisflдche bis zu 0,02
mm) zeichnet sich die Bohrungsbearbeitung mit PKD dadurch aus,
dass kaum Gratbildung entsteht. Ein nachtrдgliches Entgraten
von Bohrungen und Flдchen ist nicht mehr erforderlich. Gebohrt
wird unter Einsatz von Emulsion aus einer Kьhlmittelanlage mit
Temperierung, damit auf Dauer eine gleichbleibende Qualitдt
gewдhrleistet ist. Die Werkstьcke sind nach dem Waschen
einbaufertig und kцnnen montiert werden.
Mit
der geforderten Taktzeit von 300 s fьr beide Werkstьcke und
einer mehr als 95 %-igen technischen Verfьgbarkeit der
Einzelmaschinen wird eine Jahresproduktion von ca. 57.300 Satz
Steuergehдusen und -deckeln pro Maschine erzielt. Dieses im
Endeffekt fьr den Kunden optimale Resultat lieЯ sich nur
durch die enge Zusammenarbeit von Werkzeugmaschinenhersteller
und Werkzeughersteller realisieren, da auftretende Probleme so
schon grцЯtenteils im Vorfeld gelцst werden konnten.
Bildnachweis:
Verfasser.
Klaus-Dieter
Schicker ist OEM-AuЯendienstmitarbeiter bei der Kennametal
Hertel GmbH & Co. KG, Fьrth.
Dr. Ing. Dirk Thamke
ist Leiter der Abt. Werkzeugkonstruktion, Technologie und
Verfahren bei der Honsberg Lamb Sondermaschinen GmbH,
Remscheid.
|
<<
zurück zu Artikeln Ausgabe 3/2002
Artikel
| News
| Termine
| Archiv
| Vorschau
| Index
| FAQ
| Links
| Info
| Media
| Kontakt
|

