

Технология контактного окисления so2.
Чаще всего в промышленности используют полочные аппараты со съемом тепла реакции между полками. Схема теплообменника предполагает максимальное использование тепла реакции для подогрева исходного газа. При этом съем тепла между полками осуществляют в той мере, которая позволяет приближать рабочую температуру к оптимальному значению этого параметра.
Одна из важнейших задач производства серной кислоты состоит в увеличении степени превращения диоксида серы и снижения его выбросов в атмосферу. Эта задача может быть решена несколькими методами.
Один из наиболее рациональных методов решения этой задачи – метод двойного контактирования и двойной абсорбции (ДКДА). Его сущность состоит в том, что реакционную смесь, в которой степень превращения SO2 составляет 90 – 95%, охлаждают и направляют в промежуточный абсорбер для выделения SO3; в оставшемся реакционном газе соотношение O2 : SO2 существенно повышается, что приводит к смещению равновесия реакции вправо. Вновь нагретый реакционный газ опять подают в контактный аппарат, где на достигается 95% степень превращения оставшегося SO2. Суммарная степень превращения SO2 в таком процессе достигает 99,5 – 99,8%.
Абсорбция триоксида серы.
Абсорбция триоксида серы – последняя стадия процесса на которой образуется серная кислота. Взаимодействие SO3 с водой
![]()
протекает достаточно интенсивно как в жидкой, так и в газовой фазе. Кроме того H2SO4 может растворять в себе SO3, образуя олеум. Этот продукт удобен для транспортировки, поскольку он не вызывает коррозии даже обычных сталей. В то же время растворы серной кислоты чрезвычайно агрессивны.
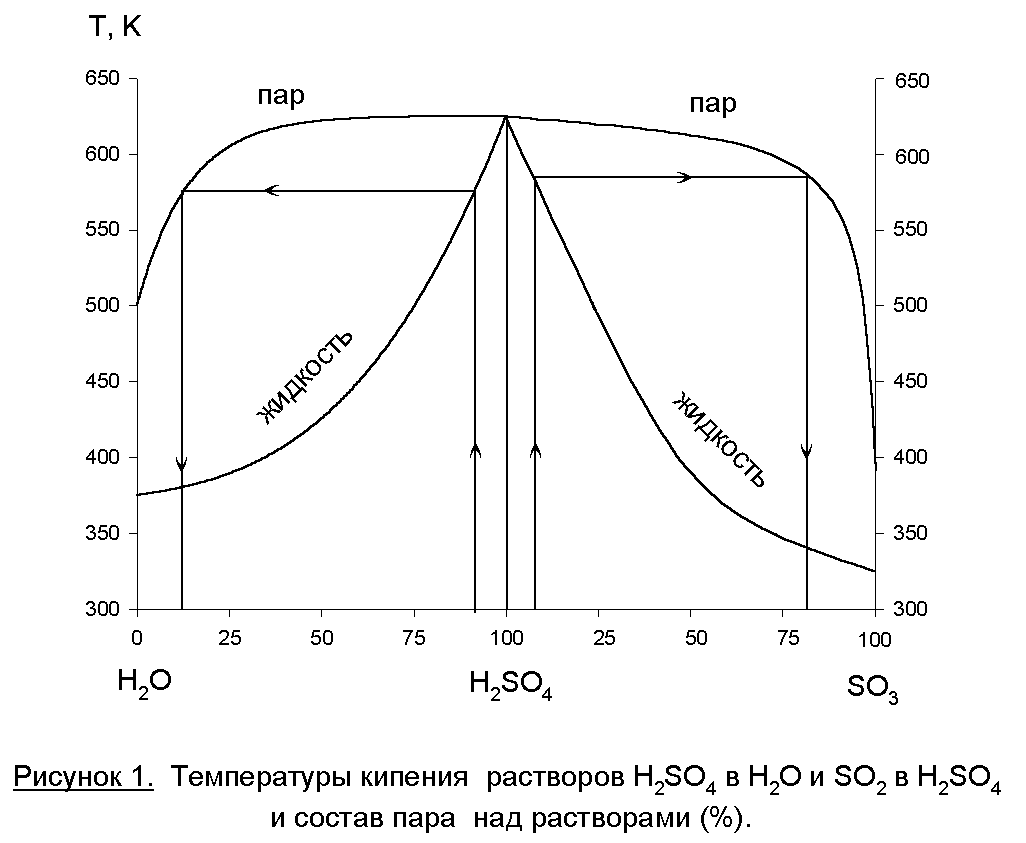
Равновесие «газ-жидкость» для «H2O-H2SO4-SO3» представлено на рисунке 1. Особенностью этой системы является то, что в широком интервале концентраций раствора серной кислоты в паровой фазе присутствуют чистые пары воды, а над олеумом – в газовой фазе преобладает SO3. Одинаковый состав жидкой и паровой фаз (азеотропная точка) будет при концентрации серной кислоты 98,3%. Если SO3 поглощать раствором с меньшей концентрацией, то реакция (3) будет протекать и в паровой фазе – будет образовываться туман серной кислоты, который уйдет из абсорбера с газовой фазой. А это – и потери продукта, и коррозия аппаратуры, и выбросы в атмосферу. Если SO3 абсорбировать олеумом, то поглощение будет неполным.
Из этих двух свойств следует двухстадийная
схема абсорбции (рисунок 2). Газ, содержащий
SO3 после реактора проходит
последовательно олеумый (1) и
моногидратный (2) абсорберы. Другой
компонент реакции (H2O)
подается противотоком через сборник в
моногидратный абсорбер. За счет
интенсивной циркуляции жидкости
(абсорбата) в ней можно поддерживать
близкую к оптимальной концентрацию
H2SO4
– 98,3% (увеличение к онцентрации
за проход жидкости не более 1 – 1,5%).
Концентрационные условия абсорбции
обеспечиваю полное поглощение SO3
и минимальное образование сернокислого
тумана. Кислота из моногидратного
абсорбера поступает в олеумный. В нем
циркулирует 20% раствор Н2SO4,
который частично отбирается как конечный
продукт – олеум. Кислота из предыдущего
абсорбера – моногидрат – также может
быть продуктом. В системе циркуляции
предусмотрены холодильники для съема
тепла реакции и обеспечения более
эффективной абсорбции. При температурах
меньше 100С SO3
поглощается практически полностью,
диоксид серы – практически не поглощается.
онцентрации
за проход жидкости не более 1 – 1,5%).
Концентрационные условия абсорбции
обеспечиваю полное поглощение SO3
и минимальное образование сернокислого
тумана. Кислота из моногидратного
абсорбера поступает в олеумный. В нем
циркулирует 20% раствор Н2SO4,
который частично отбирается как конечный
продукт – олеум. Кислота из предыдущего
абсорбера – моногидрат – также может
быть продуктом. В системе циркуляции
предусмотрены холодильники для съема
тепла реакции и обеспечения более
эффективной абсорбции. При температурах
меньше 100С SO3
поглощается практически полностью,
диоксид серы – практически не поглощается.