

3492
.pdf
|
4. |
Склад готовых |
5 |
5,5 |
6 |
|
деталей |
|
|
|
|
|
5.ИРК |
41 |
21 |
2 |
|
|
6. |
Склад оснастки |
500 |
800 |
960 |
|
(минимально |
|
|
|
|
|
необходимая площадь в |
|
|
|
|
|
м2) |
|
|
|
|
|
7. |
Архив технической |
18 |
18 |
18 |
|
документации |
|
|
|
|
|
8. |
Кладовая механика |
18 |
24 |
24 |
|
9. |
Кладовая завхоза |
18 |
18 |
18 |
|
|
|
|
|
|
|
Итого по складской |
33,5/48 |
44 60 |
53,5,60 |
|
|
площади |
|
|
|
|
|
|
|
|
|
|
|
Но не менее |
18/548 |
21/860 |
24/1020 |
|
Подсоб |
|
|
|
|
|
ная |
|
|
|
|
|
|
|
Продолжение таблицы17 |
|||
|
|
|
|||
|
|
|
|
|
|
|
1. |
Площадь |
Для комплекса |
|
|
|
энергоустановок |
заготовительно-штамповочных |
|||
|
(вентиляционные |
цехов подсобную площадь |
|||
|
установки, установки |
принимать в размере 8,3% от |
|||
|
кондиционирования |
производственной площади |
|||
Подсобная |
|||||
|
воздуха, цеховые |
|
|
|
|
|
трансформаторы и пр.) |
|
|
|
|
|
|
|
|
|
|
2. Обслуживающая площадь (размещение эмульсионных, краскоприготовительных и маслоохладительных помещений)
Бытовые и Рассчитывать по нормам администр
ативно- технически СНиП Н-М.2—72
е службы
Продолжение таблицы17
Примечание: приведенные в таблице нормы проектирования складских помещений принимать при выпуске одного изделия. При выпуске одного изделия и его модификаций нормы складских помещений увеличивать в 5 раза, а при выпуске двух изделий в два раза. При объединении двух и более цехов в комплексы считать эти цехи как отделения, принимая те же нормы вспомогательных и складских помещений. В этих случаях вспомогательная и складская площадь определяются как сумма этих площадей по отделениям. В табл. 6. 8 в числителе указан процент площади вспомогательных и складских помещений от производственной площади, в знаменателе абсолютная величина площади, принимаемая по данным статистики.
4,6 Номенклатура оборудования вспомогательных отделений цеха
К вспомогательным отделениям цеха относятся мастерские механики и ремонта штампов, предназначенные соответственно для ремонта прессового оборудования и ремонта штампов. Номенклатура оборудования этих цехов приведена в табл.18-19
Таблица 18.
Номенклатура оборудования мастерской по ремонту штампов в прессовых цехах всех заводов
Наименование |
Количест |
Наименование |
Количест- |
оборудования |
во |
оборудования |
во оборудо- |
|
оборуд- |
|
вания |
|
ования |
|
|
|
|
|
|
Токарно-винторезные |
|
|
1 |
станки: |
|
Вертикально- |
|
|
|
фрезерный станок |
|
|
|
|
|
ВЦ—160 мм, РЦ—750 |
1 |
|
|
мм; |
|
|
|
ВЦ — 300 мм; РЦ — |
1 |
Поперечно- |
1 |
1500 мм |
|
строгальный станок |
|
Плоскошлифовальный |
1 |
Наждачное точило |
1 |
станок |
|
|
|
Вертикально- |
1 |
Ручной винтовой пресс |
1 |
сверлильный |
|
|
|
станок |
|
Плита разметочная |
1 |
Настольно-сверлильный |
1 |
Плита правильная |
1 |
станок |
|
|
|
|
|
Верстаки |
6 |
Горизонтально- |
1 |
|
|
фрезерный станок |
|
|
|
|
|
|
|
В табл. 19 приведен состав оборудования отделения по ремонту штампов, а в табл. 6.10 — номенклатура оборудования мастерской механика цеха.
Таблица 19
Номенклатура оборудования мастерской механика цеха для заготовительно-штамповочных цехов всех заводов
Наименование |
Коли- |
Наименование |
Коли |
оборудования |
чество |
оборудования |
чество |
|
оборудо |
|
оборудо |
|
вания |
|
вания |
|
|
|
|
Токарно-винторезный |
1 |
Поперечно-строгальный |
1 |
станок ВЦ — 160 мм, РЦ — |
|
станок, ход ползуна 500 |
|
750 мм |
|
мм |
|
|
|
|
|
Токарно-винторезный |
1 |
Наждачное точило, |
1 |
станок ВЦ—200 мм, РЦ— |
|
диаметр круга 300 мм |
|
1500 мм |
|
|
|
Вертикально-сверлильный |
1 |
Ручной винтовой пресс, |
1 |
станок, (диаметр сверла 35 |
|
5,0 т |
|
мм) |
|
|
|
Настольно-сверлильный ста- |
1 1 |
Плита |
|
нок, (диаметр сверла 12 мм) |
|
1500Х'1000мм |
1 |
Универсально-фрезерный |
|
Верстаки |
4 |
станок |
|
Плоскошлифовальный |
1 |
|
|
станок (Только для |
|
|
|
цехов раскроя) |
|
|
|
|
|
4,7 Компоновка и планировка заготовительно-штамповочных
цехов
На генеральном плане завода эти цехи могут размещаться в 3-х вариантах:
1)в корпусе блока при сплошной застройке;
2)в отдельном корпусе при павильонной застройке;
3)в нескольких корпусах по технологическим признакам; Основная задача компоновки заготовительно-штамповочного цеха –
обеспечение питания заготовками прессовых цехов и лучшего варианта грузопотоков деталей вплоть до агрегатно-сборочного цеха.
1.Первый вариант расположения заготовительно-штамповочного цеха в
корпусе блока. рис.19
Металлические – листы, профили, трубы поступают (по железной дороге или автотранспортом) в склад, далее в цех раскроя и цехи потребители. Термический (цех для повышения пластических свойств материала и других видов термообработки) располагается в зоне цехов, которые он обслуживает. Все цехи примыкают к агрегатно-сборочным и связаны единой системой транспорта, что обеспечивает хорошие механизацию и автоматизацию грузопотоков.
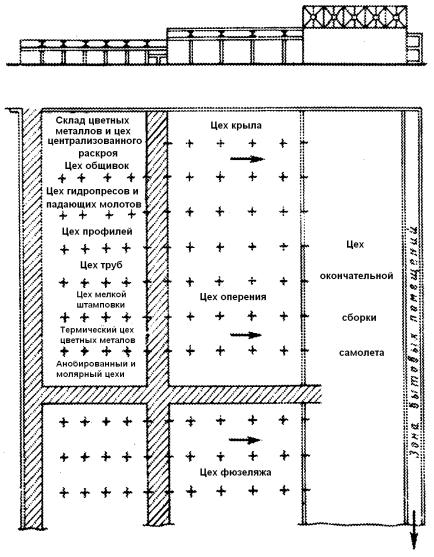
Рис.19 Компоновка заготовительно – штамповочного цеха в одном
корпусе с агрегатно - сборочными цехами и цехом окончательной сборки.
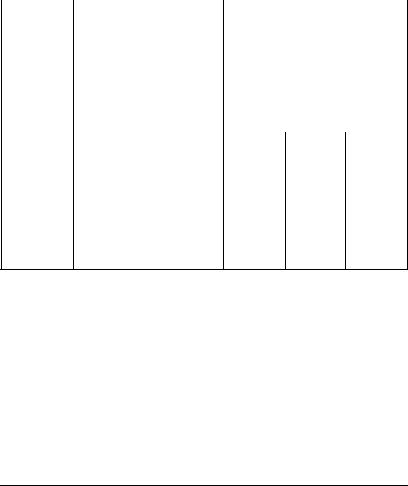
2. При втором варианте компоновки, заготовительно-штамповочные цеха располагаются в отдельном корпусе.
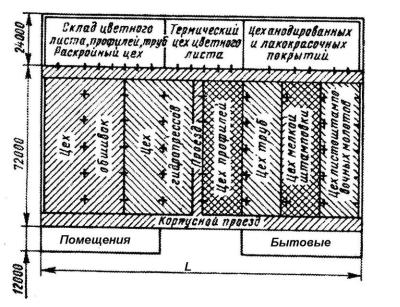
Рис.20 Схема компоновки цехов в отдельном корпусе.
В этом варианте ухудшаются производственные связи из-за отдельного расположения, нужен дополнительный транспорт и склады в агрегатных цехах. Но улучшаются условия труда т.к. снижается шум в штамповочных цехах.
3. В третьем варианте компоновки заготовительно-штамповочных цехов в нескольких корпусах цехи рассредоточены по техпроцессу. В этом случае ухудшается питание некоторых участков заготовками из центрального склада, удлиняются транспортные пути, усложняются связи, ухудшается качество из-за перевозок без консервации. Заготовительноштамповочные цехи размещаются в зданиях с сеткой 8x12м с высотой до нижнего подвеса ферм 8,4м, а участки гидропрессов, вытяжных прессов и цехи листоштамповочных молотов требуют высоты до затяжки ферм 10,8- 12,6м. Характеристика рекомендуемых сеток колон и кранового оборудования приведена в табл,20
Таблица 20
Ширина и высота пролетов и грузоподъемная сила кранового оборудования
Наименова- |
пролетаШиринав м |
нижнегодоВысота мвфермпояса |
Грузоподъемная крановогосила |
Наименование |
пролетаШиринав |
м |
нижнегодоВысота мвфермпояса |
Грузоподъемная крановогосила |
|
ние цехов |
цехов |
||||||||
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
Раскройный цех |
18-24 |
8,4 |
1 |
Цех обшивок |
18 |
|
8,4 |
о; 10 |
|
Цех профилей |
18; 24 |
8.4 |
3; 5 |
Цех мелкой |
18 |
|
7,2 |
3; 5 |
|
|
|
|
|
штамповки |
|
|
|
|
|
Цех труб |
18; 24 |
8.4 |
1; 2 |
|
|
|
|
|
|
Цех |
24 |
10,8 |
5; 10 |
Отделение |
18 |
|
10, |
10: |
|
листоштамповоч |
|
|
|
штамповки взрывом |
|
|
8 |
50 |
|
ных молотов и |
|
|
|
|
|
|
|
|
|
вытяжных |
|
|
|
|
|
|
12, |
100 |
|
прессов |
|
|
|
Отделение |
18 |
|
|||
|
|
|
|
штамповки взрывом |
|
|
6 |
|
|
Цех |
24 |
10,8; |
5; 10 |
|
|
|
|
|
|
гидравлических |
|
|
|
|
|
|
|
|
|
прессов |
|
12,6 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
Листоштамповочные прессы и гидропрессы располагаются в пролете 24м. С целью унификации сеток колон и высот корпусов раскройные цехи делают с сеткой колон 24x12 и высотой 10,8м.
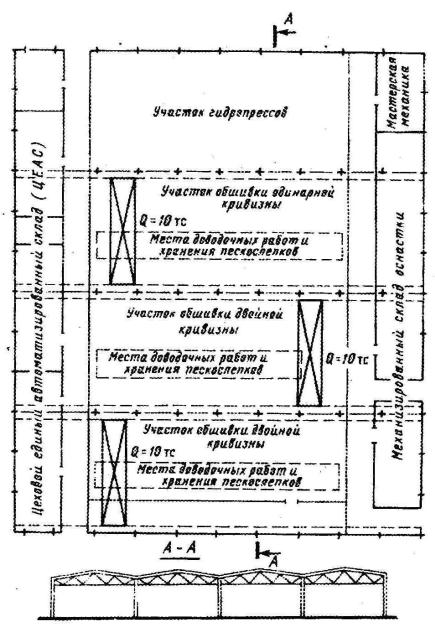
Схема компоновки гидропрессов и обшивок приведена на рис.21
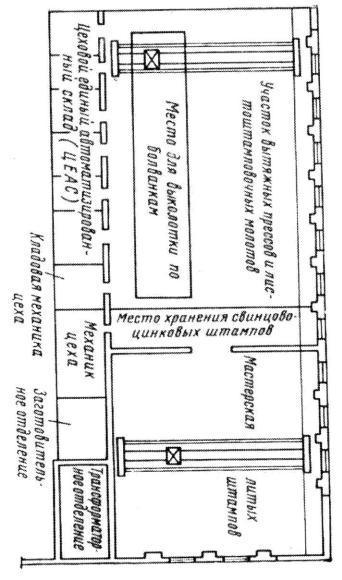
На рис. 22 Приведена компоновка вытяжных прессов и листа штамповочных молотов.
4.8. Планировка оборудования.