

3492
.pdf
|
|
|
|
Таблица 12 |
|
№ |
Наименование помещений |
|
|
|
|
п.п. |
|
мвплощадьПостоянная |
одногонаплощадиНорма рабочегопроизводственного |
|
площадирасчетнойот%В за ,площадейвычетом 3-1.ппвприведенных |
|
|
|
|||
|
|
2 |
|
|
|
|
|
|
|
|
|
1 |
Мастерская и кладовая механика |
80-100 |
- |
|
- |
|
цеха |
|
|
|
|
2 |
Кладовая завхоза цеха |
10-15 |
- |
|
- |
|
|
|
|
|
|
3 |
Инструментально-раздаточная |
- |
0,25 |
|
- |
|
кладовая |
|
|
|
|
4 |
Кладовая нормалей |
- |
- |
|
5 |
|
|
|
|
|
|
5 |
Центральный комплектовочный |
- |
- |
|
75 |
|
склад ЦКС |
|
|
|
|
6 |
Склад готовых изделий |
- |
- |
|
5 |
|
|
|
|
|
|
7 |
Место хранения испытательных |
- |
- |
|
15 |
|
стендов |
|
|
|
|
Магистральные (общекорпусные) проезды в цехах окончательной сборки принимают 4 – 8 % от общей площади корпуса. Вспомогательные и складские площади Sв,с принимаются в процентах от производственных площадей Sр:

Sв,с |
S p |
a |
||
|
|
, |
||
100 |
||||
|
|
|||
где а = 0,08 – для легких и средних самолетов;
а= 0,1 - для тяжелых самолетов;
а= 0,25 – при расчете площадей для обслуживания отделений
внестендовых сборок.
Вспомогательные площади можно принимать по таблице 12. Компоновка цехов предварительной и окончательной сборки может
выполнятся в трех вариантах:
1)цех окончательной сборки расположен в одном блоке с агрегатносборочными цехами, примыкающими к нему с одной стороны. С другой стороны находятся бытовые службы цеха окончательной сборки. В невысоких помещениях размещаются мастерские. Компоновка по этому варианту представлена на рис.14
этот вариант компоновки сделан в соответствии с требованиями поточного производства. В котором просто решаются задачи транспортировки и подачи агрегатов на стенды главного конвейера и выполняются технологические требования к сборке и стыковке.
2)цех окончательной сборки расположен между агрегатносборочными цехами и механическими.
при такой компоновке механические цеха отделены от агрегатносборочных, но зато близко к цеху окончательной сборки, что позволяет улучшить грузопотоки и сократить транспортные пробеги.
3)Цехи окончательной сборки размещаются в отдельных корпусах, что удлиняет транспортные коммуникации и соответственно затраты на транспорт, требует зачехления агрегатов и увеличивает
возможности повреждения их при провозке.
После выбора схемы компоновки цеха назначается ширина пролета, которая определяется размахом крыла самолета.
Пример компоновки агрегатно – сборочного цеха приведены на рис.16 Планировка цеха выполняется так, чтобы ширина и высота пролета
выбираются для габаритов тяжелого самолета. Для сборки легких самолетов рекомендуется брать пролет 36 м., для самолетов среднего типа 60 м, а для тяжелых самолетов и широкофюзеляжных 100 м. Универсальным является пролет в 60 м т.к. в нем можно собирать самолеты с любым размахом крыла, устанавливая их под углом к продольной оси пролета. Если в широком пролете надо собрать самолеты с крылом меньшего размаха то в нем надо делать несколько технологических линий.
Длина корпуса определяется количеством мест и общей длиной конвейерной линии. На рис19 приведен пример планировки цеха
окончательной сборки легкого самолета. Нормы расстояний между конвейерами и стендами, конвейерами и элементами зданий для цехов окончательной сборки приведены в таблице 13.
|
|
|
|
Таблица 13 |
||
|
|
|
Норма в м |
|
||
Расстояние |
Обозначение |
|
|
|
|
|
|
Класс самолетов |
|||||
|
|
|
||||
|
|
|
|
|
|
|
|
|
л |
|
с |
|
т |
|
|
|
|
|
|
|
Между стеной, колонной и |
а |
3 |
|
3,5 |
|
4 |
стендом |
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Между стендами по длине |
б |
3 |
|
3,5 |
|
4 |
|
|
|
||||
|
|
|
|
|
|
|
Между линиями |
в |
4 |
|
4,5 |
|
5 |
|
|
|
||||
|
|
|
|
|
|
|
Между воротами и изделием |
г |
5 |
|
5 |
|
5 |
|
|
|
||||
|
|
|
|
|
|
|
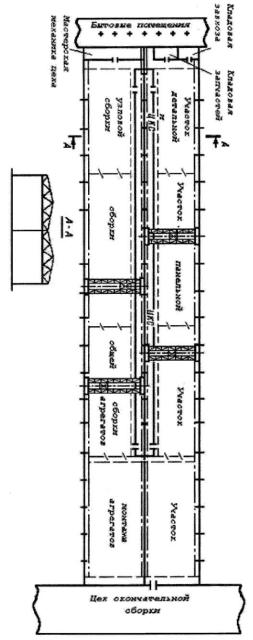
Рис 16 пример компоновки агрегатно-сборочного цеха
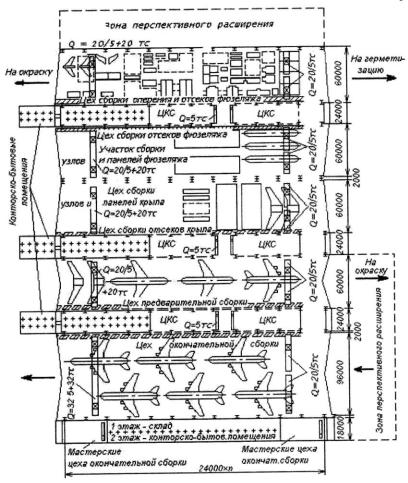
Рис17 Примерная планировка цеха окончательной сборки самолетов тяжелого типа
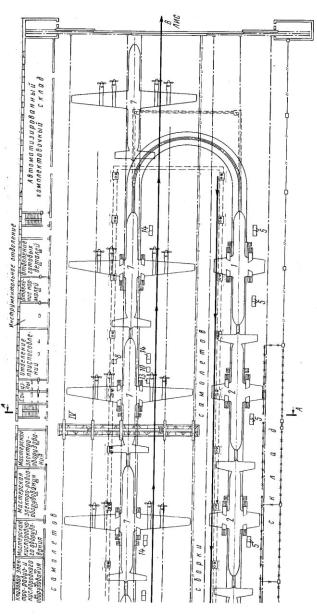
Рис 18 . Планировка цеха предварительной и окончательной сборки самолетов (план и разрезы):
Рис., 18 Планировка цеха предварительной и окончательной сборки самолетов (план и разрезы):
1—стенд для стыковки отсеков фюзеляжа; 2— стенд монтажа бескрылого самолета; 3—передвижной стенд для проверки гидросистемы; 4— мотогенераторная установка; 5—'верстак; 6—стенд для навески крыльев; 7—стенд для монтажа и сдачи крылатых машин; 8—передвижной стенд для проверки гидросистемы; 10—передвижной стенд для проверки герметичности топливных систем; 11—передвижной ; стенд для проверки герметичности кислородной системы; 12—передвижной стенд для проверки герметичности пневмосистемы; 13—мотогенераторная установка для проверки электрорадиооборудования; 14— верстак. П о д ъ е м н о-т ранспортное оборудование: /—штанговый конвейер двухприводной; 11— «передвижной рельсовый сборочный стенд для самолета; IV и V— многоопорные подвесные электрические краны, Q=15 те, VI— электрический мостовой однобалочный кран, Q=5 те, VII—подвесной путь для многоопорных подвесных кранов
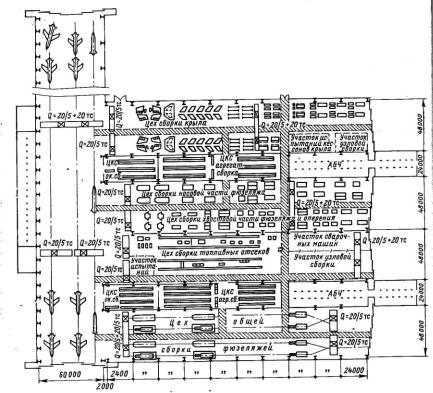
Рис 19 Примерная планировка цеха окончательной сборки самолета легкого типа
6.7 Технологические требования к зданиям цехов
предварительной и окончательной сборки самолетов
Высокое качество и точность производства предъявляют ряд условий к планировке и внутренней отделке сборочных цехов.
Стены и ограждающие конструкции следует стремиться делать с минимальным количеством выступов, удобными для удаления пыли и мытья. С целью уменьшения источников пыли новые корпуса должны проектироваться бесфонарными со световыми проемами. Стены рекомендуется делать из железобетонных панелей, а стыки расшивать цементным раствором. Стеновую кирпичную кладку вести в пустошовку с последующей штукатуркой. Оконные переплеты должны быть глухими со стеклом не менее 3мм. Оконные переплеты могут заполняться стеклоблоками, с внутренней гладкой поверхностью, а стыки между ними должны краситься масляной краской .
Полы должны быть беспыльными, бесшовными, маскоустойчивыми, лучше всего полимерцементными без уклонов. В полах делаются траки для сброса воды, все инженерные коммуникации должны быть закрыты.
Окраску стен и полов следует производить масляными красками. Ворота делаются с гладкими поверхностями, механическими с
воздушными завесами и резиновыми прокладками. Помещения для работы с консервантами гидро- и топливными системами облицовываются глазуревой плиткой на высоту 1,5 м, выше окрашиваются масляной краской, а полы в низу выкладываются керамической плиткой.
6.8 Организация грузоперевозок и расчет
Количества кранов
Виды движения: прямолинейный поток; елочный поток; кольцевой поток;
U – образный поток;
поток по несимметричной кривой.
В основе проектирования грузопотока должен лежать технологический процесс изготовления изделия.
Компоновки корпусов и цехов выполняют в масштабе 1:200 или 1:500. Наносится коробка здания, обозначаются окна, двери, ж.д. и крановые пути и т.д.
Планировку обычно выполняют на миллиметровой бумаге путем выкладывания вырезанных габаритов оборудования в масштабе 1:100 или
1:200.
Основные виды транспорта: рельсовый наземный;
безрельсовый (авто-, электротранспорт); подвесной (рельсовый, канатный, конвейерный)
Грузы можно разделить на виды:
штучно-массовые грузы, характеризуемые примерно одинаковыми размерами, формой (поповки, бухты проволоки, плиты и т.д.) тарно-штучные грузы в жесткой таре (ящики, бочки), в полужесткой (коробки ит.д.) и мягкой таре (мешки, тюки и т.д.); длинномерные (трубы, листы)
тюжеловесное грузы и контейнеры.
Количество кранов определяется из годового потока для транспортировки тяжелых грузов:

Т к.об |
|
g |
i t p |
, |
|
GT |
YT |
Фкр 60 |
|||
|
|
где g – масса транспортируемого груза; i – число транспортных операций; tp – время одного рейса, в минуту;
GT – грузоподъемность транспортного оборудования, в тоннах;
YT – коэффициент использования грузоподъемности оборудования; Фкр – годовой расчетный фонд времени работы кранов. Количество кранов:
К |
|
П Д |
i t p |
, |
кр |
Фкр |
60 |
||
|
|
|
где ПД – число транспортируемых агрегатов, в штуках.