

Металлорежущие станки
..pdfПри включении зубчатых муфт М2 и М5 коробка подач выключается, движение от гитары передается непосредственно ходовому винту, iкп = 1.
Фартук преобразует вращение ходового вала в поступательное движение подачи. Кроме того, он имеет разъемную гайку, которая соединяется с ходовым винтом станка при нарезании резьб. Фартук имеет два передаточных отношения:
– при продольной подаче:
iф.прод = 1об.ход.вала 3032 3232 3230 МП 214 3641 М7 1766 π 3 10,
– при поперечной подаче:
iф.поп =1 об.ход.вала 3032 3232 3230 МП 214 3636 М8 3455 1655 1629 5.
Управление подачами осуществляется мелкозубчатыми муфтами М6–М9. Продольная подача суппорта (влево или вправо) включается муфтами М6 и М7, поперечная (вперед или назад) – муфтами М8 и М9.
Ускоренные перемещения суппорта осуществляются от двигателя Д2, вращение от которого передается ходовому валу клиноременной передачей 85–127. При этом муфта обгона М0 отключает коробку подач.
НАРЕЗАНИЕ РЕЗЬБЫ НА ТОКАРНО-ВИНТОРЕЗНЫХ СТАНКАХ
На станках нарезают:
–резьбы различных типов со стандартными шагами нормальной точности;
–резьбы различных типов высокой точности;
–резьбы с нестандартными шагами;
–резьбы с увеличенными шагами;
–резьбы многозаходные;
81
–резьбы торцовые;
–резьбы правые и левые;
–резьбы наружные и внутренние.
Настройку винторезной цепи производят на основании расчетных перемещений и уравнения кинематического баланса:
1 об. шп. → tр, мм/об,
tр = 1 об. шп. · iуш · iрев · iг · iкп · tхв,
где tр – шаг нарезаемой резьбы; iуш – передаточное отношение звена увеличения шага; iрев – передаточное отношение механизма реверса ходового винта; iг – передаточное отношение гитары сменных шестерен; iкп – передаточное отношение коробки подач; tхв – шаг ходового винта станка.
В уравнении шаг нарезаемой резьбы должен быть выражен в величинах, в которых измеряется шаг ходового винта.
Примеры нарезания резьбы рассмотрим при использовании ТВС 16К20.
1. Резьбы со стандартными шагами нарезают, пользуясь табл. 4.
|
|
|
|
|
|
|
Таблица 4 |
|
Настройки для разных типов резьбы |
|
|||||
|
|
|
|
|
|
|
|
Тип |
Кинема- |
|
|
|
|
|
Настройка |
резьбы |
тический |
Соотношение, мм |
Гитара |
|
коробки подач |
||
|
параметр |
|
|
|
|
|
|
Метриче- |
t, мм |
– |
40 86 |
|
М3 и М4 + |
||
ская |
|
||||||
|
|
86 |
|
64 |
|
|
|
Дюймовая |
n |
t = 25,4/n |
|
М3 и М4 – |
|||
|
|
|
|
||||
Модульная |
m, мм |
t = π m |
60 |
|
86 |
|
М3 и М4 + |
Питчевая |
P |
t = 25,4 π/P |
|
М3 и М4 – |
|||
73 |
36 |
|
|||||
|
|
|
|
|
|
|
|
Кинематические параметры резьбы: n – число ниток резьбы, размещающихся на одном дюйме длины; m – модуль; P –
82

диаметральный питч (число зубьев колеса, приходящихся на один дюйм диаметра его делительной окружности).
Метрическая резьба. Уравнение кинематического баланса: tр = 1 об. шп. · 6060 3045 8640 8664 2828 · М3 · iк · М4 · iм ·М5 ·12,
где iк – передаточное отношение механизма корригированных колес, iм – передаточное отношение множительного механизма.
Получаем формулу настройки: iк · iм = t5p .
Подставив в формулу величину нужного шага, подбирают соответствующие значения передаточных отношений механизмов корригированных колес и множительного. Например, tр = 1,75 мм, тогда:
iк · iм = 1,575 = 207 = 75 14 = 3042 3528 1548.
Питчевая резьба. Уравнение кинематического баланса:
25,4π |
= 1 об.шп. |
60 |
|
30 |
|
60 |
|
86 |
|
28 |
|
38 |
|
1 |
|
30 |
iм М5 12. |
|
Р |
60 |
45 |
73 |
36 |
28 |
44 |
i |
33 |
||||||||||
|
|
|
|
|
|
|
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
к |
|
|
|
Формула настройки:
iк = Р. iм 5
2.Резьбы высокой точности нарезают при включенных
муфтах М2 и М5. При этом входной вал коробки подач соединяется с ходовым винтом станка напрямую (коробка подач вы-
ключается, iкп = 1), а нужный шаг получают специальной настройкой гитары с помощью дополнительного набора сменных шестерен.
3.Резьбы с нестандартными шагами можно нарезать двумя методами: либо при выключенной коробке подач (как резьбы
83

высокой точности), либо коробку подач включают для нарезания шага, близкого к заданному, а возникающую погрешность компенсируют специальной настройкой гитары. При этом передаточное отношение гитары определяют по формуле
iг.зад = iг.ст ttзад . ст
Например, для дюймовой резьбы:
iг.зад = 40 86 nст .
86 64 nзад
4.Резьбы с увеличенными шагами нарезают при включенном звене увеличения шага, передаточное отношение которого обратно пропорционально передаточному отношению перебора. Последний обязательно должен быть включен.
5.Многозаходные резьбы. В уравнение кинематического баланса вместо шага подставляют ход резьбы, равный произведению шага резьбы на число ниток. После нарезания каждой нитки необходимо сместить резец относительно заготовки на величину шага (выполнить деление). Это можно осуществить, например, смещением верхних салазок суппорта по нониусу или индикатору.
6.Торцовые резьбы (спирали Архимеда) нарезают, когда не работает ходовой винт станка, а движение от коробки подач передается ходовому валу и механизму фартука с винтом поперечной подачи. Это возможно только на станках, позволяющих осуществить жесткую кинематическую связь ходового вала с коробкой подач. Например, у станка 1К62 ходовой вал может соединяться с коробкой подач, минуя муфту обгона.
7.Правые и левые резьбы. Направление резьбы регулируется механизмом реверса ходового винта. При правой резьбе ходовой винт вращается в ту же сторону, что и шпиндель. Рабочий ход осуществляется от задней бабки к передней. При левой резьбе шпиндель сохраняет свое вращение, а ходовой винт вра-
84

щается ему навстречу. Рабочий ход осуществляется от передней бабки к задней.
8. Нарезание наружной и внутренней резьбы не имеет отличий в настройке станка. Отличие заключается в том, что для внутреннейрезьбыприменяютрезьбовыерезцыпотипурасточных.
ПРИМЕРЫ НАЛАДОК ТОКАРНОГО СТАНКА
Под наладкой понимают комплекс действий, подготавливающих станок к работе. К ним относятся подбор и установка оснастки, закрепление заготовки, проверка ее биения, подбор и закрепление режущих инструментов, установка исходного положения заготовки и инструмента, включение охлаждения и др.
Рассмотрим наладку станка на основные виды работ:
1. Продольное точение. Заготовка устанавливается в патроне (или центрах), ей сообщается вращательное движение, а резец вместе с продольными салазками перемещается параллельно линии центров станка (рис. 52, а–в).
Рис. 52. Наружное точение: а – прямым проходным резцом; б – отогнутым резцом; в – упорным резцом; г – подрезным резцом
85

2. Поперечное точение. Резец перемещается вместе с поперечными салазками перпендикулярно линии центров станка
(рис. 52, г).
Рис. 53. Отрезка |
Рис. 54. Нарезание резьбы |
3.Отрезка. Заготовка и резец движутся так же, как и при поперечном точении. Отличие заключается в применяемом инструменте – отрезном резце (рис. 53).
4.Нарезание резьбы. Заготовка и резец движутся так же, как при продольном течении. Их движения согласованы таким образом, что за один оборот заготовки резец перемещается строго на величину шага резьбы. В качестве инструмента применяются специальные резьбовые резцы, профиль которых соответствует профилю нарезаемой резьбы (рис. 54).
5.Сверление (зенкерование). Сверло (зенкер) закрепляется
вконическом отверстии пиноли задней бабки и перемещается вращением маховика вручную (рис. 55). Некоторые токарные станки имеют приспособление для присоединения задней бабки к суппорту, тогда обработка выполняется с механической подачей суппорта. Чтобы сверло не уходило от оси детали, заготовку предварительно засверливают коротким центровочным сверлом. Важно, чтобы при этом торец заготовки был подрезан, т.е. перпендикулярен оси детали.
86

Рис. 55. Сверление
6. Растачивание. Предварительно просверленные отверстия или отверстия в заготовках, полученные ранее, растачивают с целью увеличения диаметра, обеспечения высокой точности размера, формы и малой шероховатости. Растачивание позволяет исправлять положение оси отверстия. При растачивании резец закрепляется в резцедержателе или на специальной оправке и перемещается вдоль оси центров (рис. 56).
Рис. 56. Растачивание: а – расточным проходным резцом;
б– расточным упорным резцом;
в– расточным резцом на оправке (борштанге)
7.Обработка конических поверхностей. Производится одним из следующих способов:
7.1а. Точение коротких конусов широким резцом с продольной либо поперечной подачей (рис. 57).
87

Рис. 57. Обработка коротких конических поверхностей:
а– с продольной подачей; б – внутренних с продольной или поперечной подачей; в – с поперечной подачей
Рис. 58. Обработка конических поверхностей с разворотом верхних резцовых салазок: а – наружных; б – внутренних
88

7.1б. Точение с разворотом верхних резцовых салазок (рис. 58). При этом длина обработки ограничена длиной хода салазок.
7.1в. Точение при смещении центра задней бабки (рис. 59). Этим способом обрабатывают длинные конические поверхности. Недостатком является невозможность обработки внутренних конусов, конусов с большим углом и малая жесткость системы из-за несовпадения осей центровых отверстий заготовки с осями центров станка.
Рис. 59. Обработка конических поверхностей при смещении центра задней бабки
7.2. Точение с помощью двух подач (рис. 60). Применяется на станках с механическим приводом подачи верхних резцовых салазок (16K20, 163 и др.). При одновременном включении подачи продольных салазок Sпр и резцовых салазок Sрс результирующая подача резца является их геометрической суммой. Поскольку отношение указанных подач – величина постоянная, для получения различных углов конуса α верхние резцовые салазки необходимо разворачивать на угол β:
β= α ± arcsin Sпр sin(α) .
S
рс
89
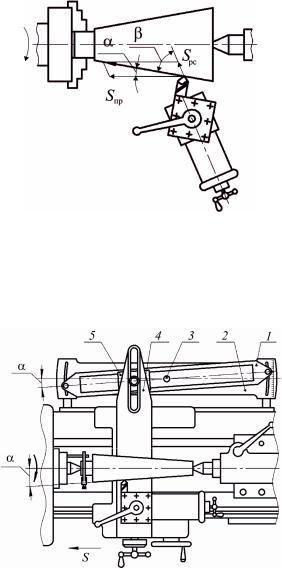
Рис. 60. Обработка конических поверхностей
спомощью двух подач
7.3.Точение при помощи конусной (копирной) линейки
(рис. 61).
Рис. 61. Обработка конических поверхностей с помощью конусной линейки
90