

Металлорежущие станки
..pdfМеханизм осуществления главного движения представлен на рис. 91.
Максимальное и минимальное число двойных ходов
шпинделя в минуту nдолб.max и nдолб.min можно определить из следующих выражений:
1) расчетные перемещения
nэл.дв об/мин→nдолб.max дв.х./мин; 2) уравнение кинематического баланса
nдолб.max = 1410 100280 0,585 6946 1 = 359 дв.х./мин; 3) расчетные перемещения
nэл.дв. об/мин→nдолб.min дв.х./мин; 4) уравнение кинематического баланса
nдолб.min =1410 100280 0,985 8822 1=125 дв.х./мин.
Рис. 91. Кривошипно-шатунный механизм:
1 – кривошипный диск; 2 – кривошипный палец; 3 – шатун; 4 – винт; 5 – зубчатая рейка, m = 3,25; 6 – зубчатая шестерня, z = 2e
151

Движение формообразования
ФV(П1) – простое с незамкнутой траекторией, настраивается по четырем параметрам:
1)исходное положение – настраивается изменением длины шатуна 3;
2)путь – настраивается перемещением пальца 2;
3)скорость – настраивается за счет изменения передаточ-
ного отношения между валами I и II коробки скоростей
(рис. П2.3); 4) направление – настраивается перестановкой пальца 2 на
противоположную сторону диска.
Движения подач
Эти движения заимствуются от вала II коробки скоростей и передаются цепной передачей 28–28 валу IV распределительной коробки. Далее кинематические цепи подач разветвляются.
Цепь круговых подач (В2)
Круговой подачей называется перемещение долбяка по дуге делительной окружности, в мм, за один его двойной ход.
Движение круговой подачи – поворот долбяка за его двойной ход.
Кинематическая цепь круговых подач должна быть построена сменными шестернями BA так, чтобы за оборот вала ІІ
долбяк поворачивался по дуге делительной окружности на выбранную величину круговой подачи.
1) расчетные перемещения: 1дв.х.долб.→ Sкр.под мм/дв.х;
2) уравнение кинематического баланса
Sкр.под =1 2828 233 4228 М1+ BA 1001 πm zд;
3) формула настройки
A = 366 Sкр.под ,
B m zд
152

где m и zд – соответственно модуль и число зубьев долбяка; 4) условие размещения
A + B = const = 89.
Стандартный диаметр долбяка имеет диаметр делительной окружности m zд =100 мм . В этом случае
BA = 3,66Sкр.под.
Можно установить любую из следующих шести круговых подач:
Sкр.под = 0,17; 0,21; 0,24; 0,3; 0,3; 0,35 и 0,44 мм/дв.ход.
Цепь деления и обкатки (В3)
Цепь деления и обкатки обеспечивает согласованное вращение долбяка и заготовки. В то время, пока долбяк поворачивается на один зуб, т.е. на 1/z об., заготовка должна также повернуться на один зуб, т.е. на 1/z оборота. Кинематическая цепь, связывающая вращениешпинделя свращением стола, имеет вид:
1) расчетные перемещения:
1 об.долбяка→ |
zдолб |
или |
1 |
→ |
1 |
, |
|
zзаг |
zдолб |
zзаг |
|||||
|
|
|
|
исходя из этих расчетных перемещений для цепи, которая начинается от штосселя ІV и заканчивается ползуном ХІІ стола;
2) уравнение кинематического баланса:
1 |
|
1 |
|
100 |
|
30 |
|
30 |
a |
|
c |
|
1 |
|
|
|
= |
|
|
|
|
|
|
|
|
|
|
|
|
|
; |
zзаг |
zдолб |
1 |
30 |
30 |
|
240 |
|||||||||
|
|
|
|
b |
|
d |
|
|
|||||||
3) формула настройки:
ac =2,4 zдолб ,
bd zзаг
153

где |
zдолб |
– число зубьев долбяка |
|
100 |
|
; |
zзаг – число зубь- |
zдолб = |
m |
|
|||||
|
|
|
|
|
|
|
ев обрабатываемого изделия.
На станке имеются следующие сменные шестерни (мо-
дуль 2,25 мм): 20, 23, 24, 25, 26, 30, 33, 34, 35, 37, 38, 40, 41, 43, 45, 47, 47, 50, 55, 58, 60, 62, 65, 70, 74, 80 (2 шт.), 85, 90, 92, 95, 96, 97, 98, 100 и 120.
Рекомендуется число зубьев сменной шестерни с выбирать равным zдолб или 2zдолб .
Движение формообразования ФS(В2В3) – сложное с замкнутой траекторией, настраивается по трем параметрам:
1)траектория – настраивается гитарой обкатки ba dc ;
2)скорость – настраивается гитарой круговых подач BA ;
3)направление – настраивается коническим реверсом пе-
реключением муфты М1.
Задача этой цепи – согласовать вращение заготовки с вращением долбяка (имитировать зацепление зубчатых колес).
При нарезании внутренних колес в гитару обкатки ставится паразитная шестерня (рис. 92).
Рис. 92. Реверс направления движения колеса:
а – нарезание наружных зубьев; б – нарезание внутренних зубьев
154
Движение врезания (П4)
Движение радиальной подачи – движение долбяка в сторону заготовки до полной глубины нарезания – происходит с помощью кулачка К1, который, вращаясь, воздействует на ролик Р1, прикрепленный к винту и перемещающийся вместе с суппортом.
Под действием пружины (на рис. П2.3 не показано) ролик Р1 винта XVIII все время стремится переместиться влево и поэтому прижат к профилю кулачка К1 (см. рис. П2.3).
Величина врезания зависит от количества проходов, которое обеспечивается профилем кулачка.
1) расчетные перемещения
1 дв.х.долб.→ Sрад. мм/дв.х.; 2) уравнение кинематического баланса
1 дв.х.долб.→Sрад. = |
|
|
|
|
|
|
|
|
|
|
|
|
|
=(1дв.х.долб.)1 об.вала II |
28 |
a1 |
|
c1 |
|
|
24 |
|
1 |
+ |
2 |
H , |
|
28 |
b |
|
|
|
|
48 |
|
|
М2 |
|
|
||
d |
40 |
40 |
|||||||||||
|
|
1 |
1 |
|
|
|
|
|
|
|
|
|
|
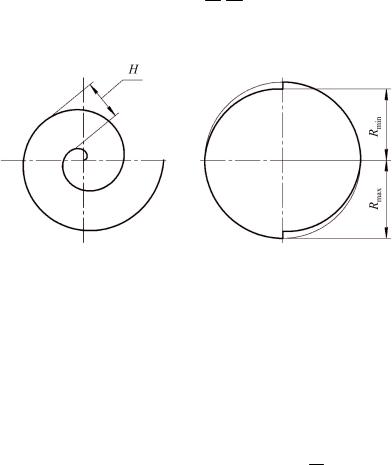
где H – шаг архимедовой спирали кулачка К1 (рис. 93); 3) формула настройки
a |
|
c |
|
= |
1600Sрад |
. |
1 |
1 |
|
||||
|
H |
|||||
b |
|
d |
1 |
|
|
|
1 |
|
|
|
|
|
|
Эта цепь осуществляет поворот кулачка только на участке врезания, после этого М2 выключается и кулачок продолжает вращаться от специального механизма, который включает в себя кулачок К2 и храповое зацепление c шестерней 48.
1)расчетные перемещения
1об.стола→ 14 об.кулачка;
2)уравнение кинематического баланса
155
14 =1 2401 48z 402 ,
где z = 1.
а |
б |
Рис. 93. Форма кулачка К1:
а – архимедова спираль; б – кулачок радиальной подачи
Движение врезания Вр(П4) – простое с незамкнутой траекторией настраивается по четырем параметрам:
1) исходное положение – путем настройки каретки перед валом XIX – 1530 и обкатки по неподвижному винту;
2) путь – перепадом радиусов кулачка;
3) скорость – гитарой радиальных подач a1 c1 ; b1 d1
4) направление – не настраивается, так как всегда в одну сторону.
Вспомогательное движение (П5)
От эксцентриситета через систему рычагов отводят стол в момент холостого хода.
Быстрое установочное вращение стола с заготовкой производится от отдельного электродвигателя мощностью 0,25 кВт
156
и частотой вращения 1410 об/мин, движение от которого через плоскоременную передачу 80–180, вал X и червячную передачу 1–240 передается столу.
Счетно-выключающее устройство приводится в движение от вала X через кулачок К2 и рычажно-храповой механизм с регулируемым упором.
Вал XIX и конические шестерни 15–30 служат для ручного установочного перемещения шпиндельной головки.
157
Лекция 12. ВЕРТИКАЛЬНЫЙ ЗУБОФРЕЗЕРНЫЙ СТАНОК МОДЕЛИ 5Д32
Назначение станка
Станок предназначен для фрезерования цилиндрических колес с прямыми и винтовыми зубьями и нарезания червячных колес методом радиальной и тангенциальной подач. Нарезание зубчатых колес производится по методу обкатки, при котором червячная фреза и нарезаемая заготовка воспроизводят зацепление червячной пары. Станок рассчитан на работу червячными фрезами из быстрорежущих сталей. При наличии специальных приспособлений возможно нарезание шестерен внутреннего зацепления.
Движения в станке
Движение резания – вращение шпинделя фрезерного суппорта с червячной фрезой.
Движения подач – вертикальное перемещение фрезерного суппорта, радиальное перемещение подвижной стойки и тангенциальное перемещение протяжного суппорта.
Движением обкатки и деления является непрерывное вращение стола с заготовкой.
Вспомогательные движения – быстрые механические и ручные установочные перемещения фрезерного суппорта и подвижной стойки.
Принцип работы
Станок работает по методу обкатки (рис. 94), т.е. механического воспроизводства зацепления червяка (червячной фрезы) с колесом (заготовкой). Фреза закрепляется по оправке в шпинделе фрезерного суппорта.
158

Обрабатывающая деталь устанавливается на оправке в шпинделе стола. Общая кинематическая структура станка состоит из частных кинематических структур. Вначале рассмотрим кинематическую структуру станка при нарезании цилиндрических зубчатых колес с прямым зубом.
Рис. 94. Метод обкатки
Для получения эвольвенты используется метод обкатки. Одно движение формообразования ФV состоит из двух элементарных движений: В1 – основное движение (вращение фрезы), В2 – согласованное вращение заготовки – цепь деления или цепь обката. Прямая 2 – получена методом касания ФS – формообразующееся движение ФS(П3) – выполняет роль движения подачи – реализуется за счет наличия цепи вертикальных подач фрезерного суппорта. Иными словами, для нарезания прямозубых колес настраиваются три кинематические цепи: цепь главного движения, цепь обкатки, цепь вертикальных подач.
Кинематическая структура:
1)ФV(В1 В2) – формообразующеедвижениескоростнойцепи: В1 – цепь главного движения, В2 – цепь деления и обката;
2)ФS(П3) – формообразующее движение цепи подачи:
П3 – цепь вертикальных подач.
159

Кинематика станка
Цепь главного движения (В1)
Вращение шпинделя с фрезой осуществляется по цепи: электродвигатель мощностью N = 2,8 кВт, n = 1420 об/мин, клиноременная передача 105–224, вал I, шестерни 32–48, вал II, шестерни 35–35, вал III, сменные колеса А1–В1, вал IV, конические шестерни 24–24, вал V, конические шестерни 24–24, вал VI, шестерни 17–17, вал VII, шестерни 16–64, шпиндель VIII (рис. П2.4).
Для обеспечения равномерности вращения шпинделя с фрезой на валу VII установлен маховик.
Число оборотов шпинделя фрезерного суппорта nф определяется из уравнения кинематической цепи движения резания, имеющего вид:
1) расчетные перемещения
nэл.дв, об мин→ nф , об
мин→ nф , об мин;
мин;
2) уравнение кинематического баланса, об мин:
мин:
nф =1420 105224 0,985 3248 3535 BA 2424 2424 1717 1664,
прилагаемый комплект сменных колес обеспечивает возможность получения семи различных чисел оборотов шпинделя;
3) формула настройки
BA = 110nф .
Для настройки гитары скоростей к станку прилагается набор из восьми сменных колес (m = 3,5 мм) со следующими числами зубьев: 18, 22, 25, 28, 32, 35, 38 и 42. Условие размещения сменных колес на гитаре скоростей следующее:
А + В = 60 = const.
160