

Обеспечение безопасности технологической установки производства олигопипериленового синтетического каучука (90
..pdfРисунок 4 – Зависимость давления |
Рисунок 5 – Зависимость |
|||||||||||||||||||||||||
от величины накопления пиперилена |
температуры от величины |
|||||||||||||||||||||||||
|
|
|
накопления одного из реагентов |
|||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Рисунок 6 – Зависимость давления |
Рисунок 7 – Зависимость |
от времени |
концентрации активного |
|
каталитического комплекса от подачи |
|
катализатора при попадании влаги |
Расчет изменения давления производили по формуле:
|
V V |
T |
Q1 Q2 |
|
|
|
|
|
|
|
|||||
|
1 |
mC |
|
|
|||
P P |
1 2 |
|
|
, |
(7) |
||
|
|
|
|||||
1 |
V |
|
T |
|
|||
|
1 |
|
|
1 |
|
|
|
где V1 – начальный объем смеси;
Т1 – начальная температура смеси;
Q1 – количество теплоты, выделенное в результате реакции; Q2 – количество теплоты, переданное через теплообменник; m – масса смеси;
С – удельная теплоемкость смеси;
V2 – изменение объема за счет разрыва мембраны
V |
2 P |
, |
(8) |
|
|||
2 |
|
|
|
|
|
||
где φ – коэффициент, учитывающий параметры реальной жидкости и конструктивные особенности трубок, φ=1.
P – давление жидкости; ρ – плотность жидкости:
τ – время протекания реакции
Поскольку изменение Q2 мало по сравнению со значением Q1, принимаем
T1 Q1 Q2
Q2 за постоянную величину. Обозначив А P1 mC и решив уравнение
T1
|
|
2 A2 |
|
|
|
|
|
относительно Р, получили: P 0,5( |
4A |
|
A 2 |
|
) |
||
V2 |
V |
|
|||||
|
|
|
|
|
|||
|
|
1 |
|
1 |
|
|
|
Полученная в результате зависимость давления от накопленного мономера и времени его реакции предоставлена в таблице 3.
Таблица 3 Зависимость давления от накопленного химического потенциала
и скорости протекания реакции
Накопленный |
Давление |
|
|
|
|
Время реакции, с |
|
|
|
|
|||
без учета |
|
|
|
|
|
|
|
|
|
|
|
||
химический |
|
|
|
|
|
|
|
|
|
|
|
||
клапана, |
5 |
7,5 |
10 |
12,5 |
15 |
17,5 |
20 |
25 |
30 |
35 |
40 |
||
потенциал, % |
|||||||||||||
|
МПа |
|
|
|
|
|
|
|
|
|
|
|
|
100 |
0,93 |
0,90 |
0,89 |
0,87 |
0,86 |
0,85 |
0,83 |
0,82 |
0,79 |
0,76 |
0,73 |
0,71 |
|
110 |
0,96 |
0,93 |
0,92 |
0,90 |
0,89 |
0,88 |
0,86 |
0,85 |
0,82 |
0,79 |
0,76 |
0,73 |
|
120 |
1,00 |
0,97 |
0,95 |
0,94 |
0,92 |
0,91 |
0,89 |
0,87 |
0,84 |
0,81 |
0,78 |
0,75 |
|
130 |
1,03 |
1,00 |
0,98 |
0,97 |
0,95 |
0,93 |
0,92 |
0,90 |
0,87 |
0,84 |
0,81 |
0,78 |
|
140 |
1,06 |
1,03 |
1,01 |
1,00 |
0,98 |
0,96 |
0,95 |
0,93 |
0,90 |
0,86 |
0,83 |
0,80 |
|
150 |
1,10 |
1,06 |
1,05 |
1,03 |
1,01 |
0,99 |
0,98 |
0,96 |
0,92 |
0,89 |
0,85 |
0,82 |
|
160 |
1,13 |
1,10 |
1,08 |
1,06 |
1,04 |
1,02 |
1,01 |
0,99 |
0,95 |
0,91 |
0,88 |
0,84 |
|
170 |
1,17 |
1,13 |
1,11 |
1,09 |
1,07 |
1,05 |
1,03 |
1,01 |
0,98 |
0,94 |
0,90 |
0,86 |
|
180 |
1,20 |
1,16 |
1,14 |
1,12 |
1,10 |
1,08 |
1,06 |
1,04 |
1,00 |
0,96 |
0,93 |
0,89 |
|
190 |
1,23 |
1,19 |
1,17 |
1,15 |
1,13 |
1,11 |
1,09 |
1,07 |
1,03 |
0,99 |
0,95 |
0,91 |
|
200 |
1,27 |
1,22 |
1,20 |
1,18 |
1,16 |
1,14 |
1,12 |
1,10 |
1,06 |
1,01 |
0,97 |
0,93 |
|
210 |
1,30 |
1,26 |
1,23 |
1,21 |
1,19 |
1,17 |
1,15 |
1,13 |
1,08 |
1,04 |
0,99 |
0,95 |
|
220 |
1,33 |
1,29 |
1,27 |
1,24 |
1,22 |
1,20 |
1,18 |
1,15 |
1,11 |
1,06 |
1,02 |
0,97 |
|
230 |
1,37 |
1,32 |
1,30 |
1,27 |
1,25 |
1,23 |
1,20 |
1,18 |
1,13 |
1,09 |
1,04 |
0,99 |
|
240 |
1,40 |
1,35 |
1,33 |
1,30 |
1,28 |
1,26 |
1,23 |
1,21 |
1,16 |
1,11 |
1,06 |
1,02 |
|
250 |
1,44 |
1,39 |
1,36 |
1,34 |
1,31 |
1,29 |
1,26 |
1,24 |
1,19 |
1,14 |
1,09 |
1,04 |
|
260 |
1,47 |
1,42 |
1,39 |
1,37 |
1,34 |
1,31 |
1,29 |
1,26 |
1,21 |
1,16 |
1,11 |
1,06 |
|
270 |
1,50 |
1,45 |
1,42 |
1,40 |
1,37 |
1,34 |
1,32 |
1,29 |
1,24 |
1,18 |
1,13 |
1,08 |
|
280 |
1,54 |
1,48 |
1,45 |
1,43 |
1,40 |
1,37 |
1,34 |
1,32 |
1,26 |
1,21 |
1,15 |
1,10 |
|
290 |
1,57 |
1,51 |
1,49 |
1,46 |
1,43 |
1,40 |
1,37 |
1,34 |
1,29 |
1,23 |
1,17 |
1,12 |
|
300 |
1,60 |
1,55 |
1,52 |
1,49 |
1,46 |
1,43 |
1,40 |
1,37 |
1,31 |
1,26 |
1,20 |
1,14 |
|
Из таблицы 1 видно, что при накоплении мономера более 2 часов и времени реакции в пределах 30 секунд возможен взрыв реактора, рассчитанного на давление 1,2 МПа.
В результате был сделан вывод, что вопрос повышения безопасности эксплуатации установки должен решаться совершенствованием алгоритмов подачи компонентов. Автоматизированное управление данным процессом усложняется в связи с изменением его динамических характеристик как объекта регулирования из-за изменения скорости реакции полимеризации и количества выделяющейся тепловой энергии. И как следствие, необходимость создания совершенно новой, обеспечивающей стабильность давления путем
12
поддержания абсолютной концентрации катализатора, промотора и мономера в |
|||||||
расчетных соотношениях, и основные задачи при разработке моделей для целей |
|||||||
оперативного управления по показателям безопасности. |
|
|
|
||||
Предложена концепция проектирования автоматической системы |
|||||||
управления химическим процессом производства СКОП по показателям |
|||||||
безопасности, являющейся сложной логико-динамической системой. |
|
||||||
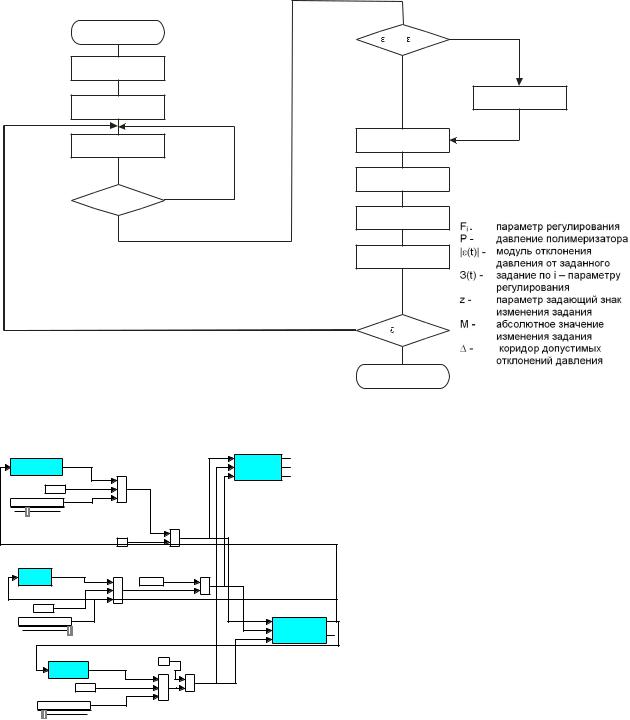
На основе теории адаптивного управления предложен алгоритм |
|||||||
регулирования подачи реагентов (рисунок 8), позволяющий идентифицировать |
|||||||
момент возникновения предаварийной ситуации и перевести работу установки |
|||||||
в безопасный режим. |
|
|
|
|
|
|
|
|
Начало |
|
| (t)| > | (t-1)| |
Да |
|
|
|
|
|
|
|
|
|
|
|
|
Ввод |
|
Нет |
|
|
|
|
|
массива Fi |
|
|
|
|
|
|
Ввод числа шагов |
|
|
|
z = - z |
|
||
|
|
|
|
|
|
||
адаптации N |
|
|
|
|
|
|
|
Выбор элемента |
|
З(t) = З(t-1) + З(t)·M·Z |
|
|
|
||
|
массива Fi |
|
|
|
|
|
|
|
|
|
P(t) = P(t-1) + ΔP(t)·M·Z |
|
|
|
|
|
i = N |
Да |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Нет |
|
М = M·Z |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
i = I + 1 |
|
|
|
|
|
|
|
Да |
|
|
|
|
|
|
|
| (t)| > |
|
|
|
|
|
|
|
Нет |
|
|
|
|
|
|
|
Окончание |
|
|
|
|
Рисунок 8 - Логическая схема алгоритма работы полимеризатора адаптации по |
|||||||
|
|
величине рассогласования давления |
|
|
|
||
Подача |
|
абсолютный |
Алгоритм |
обеспечивает |
|||
|
предотвращение |
возникновения |
|||||
катализатора |
|
расход |
|||||
|
|
|
|||||
0.01 |
* |
|
ситуаций, показанных на рисунках |
||||
30 |
|
|
|||||
|
|
|
4-7 правее времени t1. |
|
|||
|
3 |
* |
Далее |
были |
рассмотрены |
||
|
|
||||||
|
|
|
вопросы |
моделирования сложных |
|||
Подача |
|
|
динамических |
систем. Используя |
|||
ацетона |
0.675 |
* |
|||||
|
* |
||||||
|
|
систему |
|
|
имитационного |
||
0.01 |
|
|
|
|
|||
100 |
|
Реактор |
моделирования (СИМ) VisSim был |
||||
|
|
с адаптивным |
|||||
|
|
управлением |
спроектирован |
регулятор |
с |
||
Подача |
1 |
|
адаптацией |
по |
величине |
||
|
|
||||||
мономера |
|
|
|||||
0.01 |
* |
* |
рассогласования для стабилизации |
||||
|
|||||||
|
|
|
|||||
10 |
|
|
давления реактора, схема которого |
||||
|
|
|
|||||
Рисунок 9 – Схема симулирования |
представлена на рисунке 9. |
|
|||||
|
|
|
В |
данной |
СИМ |
был |
|
|
|
13 |
|
|
|
|
|
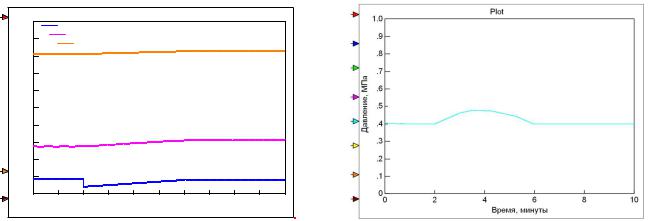
реализован предложенный выше алгоритм, результаты моделирования представлены на рисунках 10 – 11. Проверили работоспособность адаптивной системы управления при отсутствии внешних воздействий (до времени t = 2 минуты) и ситуацию с попаданием влаги.
Из рисунка 11 видно, что закономерность изменения давления при разбалансе стационарной концентрации изменился на более безопасный
Plot
 реакторев
реакторев
 содержаниеАбсолютная
содержаниеАбсолютная
-повышение безотказности как отдельных элементов АСУ, так и всей технологической установки в целом;
-использование предложенного алгоритма адаптивного управления.
Для каждой системы была рассчитана безотказность.
С целью повышения надежности были подобраны новые приборы автоматизации и контроля и произведен расчет с использованием нагруженного и ненагруженного резервирования, результаты приведены в таблице 4. Откуда видно, что безотказность самого опасного узла - полигомеризатора повышена в 2 раза.
Далее выявлено, что низкая надежность системы автоматизации имеет место в системах I и II ступеней дегазации. Данная ситуация объясняется большим числом вспомогательного оборудования, обвязанного приборами автоматизации и контроля.
Наряду с повышением надежности средств автоматизации и контроля необходимо предпринять ряд мер по оптимизации алгоритма их работы.
14
Разработанный метод управления позволяет реагировать в режиме реального времени на изменения в составе сырья, катализатора и промотора, и оптимизировать подачу реагентов с целью сохранения безопасной ситуации. Наиболее важным в алгоритме, является возможность в режиме реального времени определить изменение концентрации исходных веществ по сравнению с заданной, стабилизировать давление, и температуру.
Таблица 4 Результаты расчетов безотказности технологических систем
|
Блок |
Безотказность блоков |
|
|
До модернизации |
После модернизации |
|
|
|
||
1. |
Подачи промотора |
0,81 |
0,94 |
2. |
Подачи ацетона |
0,81 |
0,94 |
3. |
Подачи катализатора |
0,441 |
0,90 |
4. |
Подачи сырья |
0,331 |
0,91 |
5. |
Полимеризатор I ст. |
0,46 |
0,92 |
6. |
Полимеризатор II ст. |
0,45 |
0,96 |
7. |
I ст. дегазации |
0,03 |
0,45 |
8. |
Дезактивации |
0,42 |
0,84 |
9. |
II ст. дегазации |
0,13 |
0,73 |
10. Линия освобождения аппаратов |
0,70 |
0,91 |
|
Таким образом, повышение безопасности установки СКОП реализуется в результате следующих действий:
1.Замена средств автоматизации и контроля на более надежные для элементов, показанных на рисунке 2 желтым и зеленым цветом.
2.Внедрение разработанного алгоритма работы АСУ ТП установкой СКОП, что позволит минимизировать влияние наиболее опасных событий, показанных на рисунке 2 красным цветом.
Основные результаты и выводы
1.Проведен анализ установки СКОП и выявлены наиболее вероятные причины и характер происхождения аварий. Реактор олигомеризации установки СКОП идентифицирован как наиболее пожаро- и взрывоопасный.
2.Исследован момент возникновения аварийной ситуации и возможные пути протекания реакции олигомеризации. Выявлена закономерность развития аварийной ситуации в зависимости от реально складывающегося режима компоновки реакционной смеси.
3.Разработан алгоритм оптимизации компоновки реакционной смеси полимеризатора, позволяющий свести к минимуму воздействие попадания примесей и минимизировать вероятность перехода установки в предаварийное состояние.
4.Для реализации данного алгоритма разработана динамическая модель АСУ многокомпонентного производства с адаптацией по величине рассогласования.
15
5.Предложены мероприятия по обеспечению безопасности работы установки СКОП, модернизацией оборудования и внедрением АСУ установки с адаптацией по величине рассогласования.
Основное содержание диссертации опубликовано в следующих работах:
1.Шарафиев Р.Г. Интегрированная автоматизированная система управления безопасностью производства СКОП / Р.Г. Шарафиев, Р.Г. Ризванов, П.А. Кулаков // Информационные технологии в профессиональной деятельности и научной работе: Сборник материалов региональной научнопрактической конференции. – Йошкар-Ола: МарГТУ, 2006. - С. 159-163.
2.Попов Б.И. Производство олигопипериленового синтетического каучука (СКОП): прошлое, настоящее, будущее / Б.И. Попов, Р.Г. Шарафиев, Р.Г. Ризванов, П.А. Кулаков // Инжиниринг, инновации, инвестиции: Сборник научных трудов, Вып.8/ под. ред. В.В. Ерофеева. – Челябинск: Издание ЧНЦ РАЕН, РУО МАИ, ЧРО МАНПО, ЧРО МААНОИ, ЧелЦНТИ, 2006. – С. 68-71.
3.Попов Б.И. Эффекты сопромоторов в катионной олигомеризации непредельных углеводородов / Б.И. Попов, Р.Г. Шарафиев, Р.Г. Ризванов, П.А. Кулаков // Инжиниринг, инновации, инвестиции: Сборник научных трудов, Вып.8/ под. ред. В.В. Ерофеева. – Челябинск: Издание ЧНЦ РАЕН, РУО МАИ, ЧРО МАНПО, ЧРО МААНОИ, ЧелЦНТИ, 2006. – с. 72-75.
4.Ризванов Р.Г. Информационные технологии, как основа обеспечения безопасности химических производств / Р.Г. Ризванов, Р.Г. Шарафиев, П.А. Кулаков // Всероссийская науно-практическая конференция «Актуальные проблемы химической технологии и подготовки кадров» г. Стерлитамак, 2006.
5.Попов Б.И. Анализ возможных опасностей при эксплуатации установки синтетического каучука олигопипериленового / Попов Б.И., Р.Г. Шарафиев, Р.Г. Ризванов, П.А. Кулаков // Безопасность труда в промышленности. – №12. – 2006. - с. 60-65.
6.Кулаков П.А. Методы оптимизации производства олигомеров / П.А. Кулаков // Региональная научно-практическая конференция «Технология, автоматизация, оборудование и экология промышленных предприятий» г. Стерлитамак, 2008. – с. 222-224.
7.Патент 79689 Российской федерации G05B19/18 Автоматизированная система управления процессом дозирования и смешивания жидких компонентов / Б.И. Попов, П.А. Кулаков, Р.Г Шарафиев, Р.Г. Ризванов, С.В. Ерофеев, В.В. Опубл. 10.01.2009.
8.Кулаков П. А. Основные этапы анализа риска установки производства катионных нефтеполимерных смол и пути повышения безопасности / П.А. Кулаков Шарафиев, Р.Г. Ризванов, // Безопасность жизнедеятельности. – №5. – 2009. - с. 14-17.
Соискатель _______________П.А. Кулаков
16