

Исследование точности позиционирования рабочих органов станка с числовым программным управлением (90
..pdf784
Министерство образования и науки Российской Федерации Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования
«ЛИПЕЦКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ»
Кафедра технологии машиностроения
ИССЛЕДОВАНИЕ ТОЧНОСТИ ПОЗИЦИОНИРОВАНИЯ РАБОЧИХ ОРГАНОВ СТАНКА С ЧИСЛОВЫМ ПРОГРАММНЫМ
УПРАВЛЕНИЕМ
Методические указания к лабораторной работе по курсу «Металлорежущие станки»
Составитель Б. М. Багров
Липецк Липецкий государственный технический университет
2012
Министерство образования и науки Российской Федерации Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования
«ЛИПЕЦКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ»
Кафедра технологии машиностроения
ИССЛЕДОВАНИЕ ТОЧНОСТИ ПОЗИЦИОНИРОВАНИЯ РАБОЧИХ ОРГАНОВ СТАНКА С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ
Методические указания к лабораторной работе по курсу «Металлорежущие станки»
Составитель Б. М. Багров
Липецк Липецкий государственный технический университет
2012
УДК 914.9(07) Б 147
Рецензент: канд. техн. наук, доц. Д.В. Болгов
Багров, Б.М.
Б 147 Исследование точности позиционирования рабочих органов станка с числовым программным управлением: метод. указ. к лабораторной работе по курсу «Металлорежущие станки» / Б.М. Багров. – Липецк: Изд-во ЛГТУ, 2012.
– 15 с.
Приведена методика экспериментального исследования точности линейного позиционирования рабочих органов станков с ЧПУ.
Методические указания предназначены для студентов специальности 151001.65 «Технология машиностроения», а также обучающихся по направлению 151900 – конструкторско-технологическое обеспечение машиностроительных производств при изучении дисциплины «Оборудование машиностроительных производств».
Табл. 2. Ил.4.
© ФГБОУ ВПО «Липецкий государственный технический университет», 2012
Цель работы – закрепить знания студентов о конструктивных особенностях и принципе работы станков с ЧПУ, ознакомить с методикой исследования точности линейного позиционирования рабочих органов станков с ЧПУ, а также развить навыки составления управляющих программ и проведения экспериментов с обработкой экспериментальных данных.
Материально-техническое оснащение
1.Металлорежущий станок с ЧПУ.
2.Микроскоп отсчётный модернизированный МО-В.
3.Мера штриховая ГОСТ 12069-96.
4.Приспособления для установки штриховой меры и микроскопа.
5.Технический паспорт металлорежущего оборудования и инструкции по эксплуатации станка и системы ЧПУ.
Общие методические указания
Точность позиционирования является одной из основных точнос тных характеристик станка с ЧПУ. Зависит она от погрешностей системы ЧПУ, механики станка и условий обработки: скорости подхода к заданной позиции, величины тормозного момента, суммарной массы подвижного узла и заготовки, коэффициента трения в направляющих и некоторых других факторов. Зная величину и характер изменения точности позиционирования рабочих узлов станка, возможно значительно повысить точность обработки, предусматривая и ограничивая действие отдельных факторов при программировании и обработке на станках с ЧПУ. С этой целью испытания станков с ЧПУ кроме обычных методов проверки по нормам точности должны включать проверку точности позиционирования узлов по заданной программе. Испытания проводят для каждого рабочего органа с учётом направления его перемещения отдельно. Проверку точности позиционирования выполняют в соответствии с требованиями ГОСТ 27843-88 и стандартов на нормы точности металлорежущих станков конкретных типов.
При подготовке к лабораторной работе студенты должны изучить:
а) техническую характеристику, конструкцию и принцип работы проверяемого станка;
б) принцип работы, основные особенности и технологические возможности устройства ЧПУ;
в) методику составления и кодирования управляющей программы.
В лаборатории по исходным данным провести экспериментальные исследования точности линейного позиционирования рабочего органа станка, занося результаты измерений в бланк отчета.
Методика экспериментального исследования точности линейного двустороннего позиционирования рабочего органа станка
Экспериментальные исследования заключаются в определении отклонений от заданных положений рабочего органа станка при его многократном двустороннем позиционировании в различных точках при перемещении по одной из координатных осей.
Двустороннее позиционирование – перемещение и установка рабочего органа в заданное положение, осуществляемое по выбранной оси координат при его движении в обоих направлениях.
Отклонение от заданного положения Хij – разность между действительным Рij и заданным Pj положениями рабочего органа станка,
определяемое по формуле
Хij = Рij – Pj. |
(1) |
Индекс j определяет порядковый номер заданного положения и может иметь значения 1, 2, 3, ... , k. Индекс i определяет порядковый номер подхода к заданному положению и может иметь значения 1, 2, 3, ... , п.
Перемещение рабочего органа необходимо выполнять по программе без нагрузки согласно схеме (рис. 1) со скоростью рекомендуемой стандартом на нормы точности станков конкретного типа.
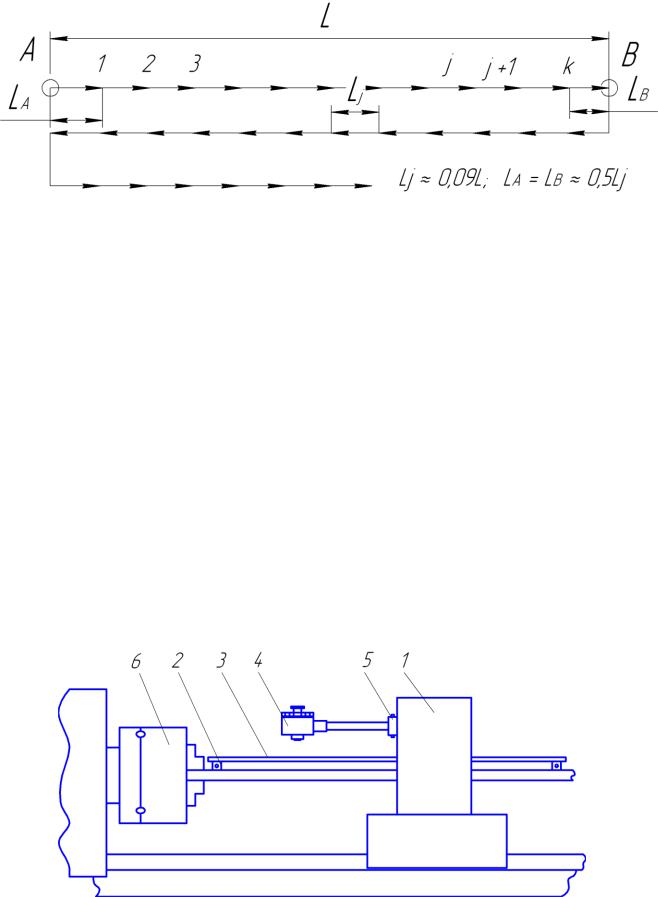
Рис. 1. Схема перемещения рабочего органа станка в заданные положения
Точка А является исходной для перемещения органа в положительном направлении оси последовательно в точки 1, 2, 3, ... , j и в точку В, являющуюся исходной для движения в обратном направлении. Число контрольных точек k
при проверке устанавливают в стандартах на нормы точности металлорежущих станков или в эксплуатационных инструкциях. Если такие указания отсутствуют, то число контрольных точек k должно быть не менее 11.
Допускается выбирать контрольные точки j с постоянным интервалом Lj
но некратным шагу ходового винта привода подачи рабочего органа. Измерения действительного положения рабочего органа при
позиционировании в точках j проводить с помощью модернизированного отсчётного микроскопа 4 модели МО-В и штриховой меры 3 (рис. 2).
Рис. 2. Схема установки приборов на станке
Штриховую меру при помощи соответствующей оснастки установить и закрепить на неподвижном 1 (подвижном 6) рабочем органе станка в вертикальной и горизонтальной плоскостях параллельно направлению перемещения. Стойку 5 микроскопа закрепить на подвижной 6 (неподвижной 1) части станка так, чтобы его оптическая ось была перпендикулярна к измерительной поверхности штриховой меры. Для выполнения измерений проверяемый узел перемещают по программе в исходную точку А.
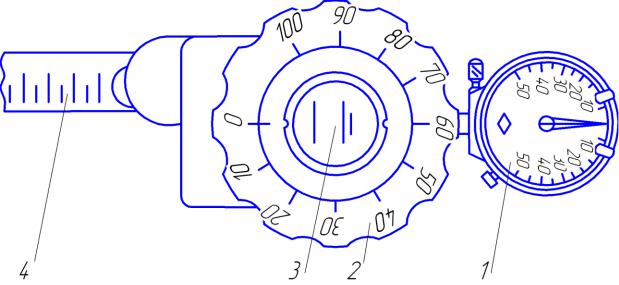
В точке А производят установку измерительных приборов на нуль. Для этого необходимо: установить отсчетный барабан 2 (рис. 3) микроскопа в нулевое положение, совместить (перемещением меры или микроскопа) изображение ближайшего штриха меры 4 со штрихом биссектора экрана 3, установить стрелку индикатора 1 на нуль.
Рис. 3. Схема установки приборов на нуль
После этого проверяемый узел переместить в точку 1, где произвести измерение отклонения действительного положения от запрограммированного.
И так далее до конечной точки.

Для снятия отсчёта при измерении отклонения поворачивается барабан микроскопа 2 (рис. 3) до положения, при котором ближайший видимый штрих меры будет совмещён с выбранным штрихом биссектора экрана 3. Погрешность позиционирования определяют по показаниям индикатора 1. В случае перебега рабочего органа величина отклонения берется со знаком плюс,
а в случае недобега – со знаком минус.
Из точки В, исходной для движения в обратном направлении,
проверяемому узлу, также как в случае движения в положительном направлении, задают перемещение последовательно в те же самые точки. В этих точках производят измерение отклонения положения узла от заданного по программе. В точках А и В замеры не производят. Изменение настройки измерительных приборов за всё время испытаний не допускается.
В каждом заданном положении рабочего органа станка должно проводиться не менее пяти измерений (пmin = 5) в обоих направлениях.
Основные определения и математическая обработка результатов измерения точности позиционирования
В данной методике основные определения, обозначения и формулы приведены для случая измерения точности позиционирования рабочего органа по линейной оси координат X, но могут быть использованы при измерении по любым осям координат. В обозначении параметров при позиционировании с подходом в положительном направлении применяют символ , а в отрицательном – .
В результате математической обработки экспериментальных данных определяют параметры точности позиционирования, которые устанавливают в стандартах на нормы точности металлорежущих станков конкретных типов из следующего перечня:
1. Среднее одностороннее отклонение от заданного положения X j или

|
|
|
|
|
|
|||||||||||||
X j – среднее арифметическое |
отклонений от заданного положения, |
|||||||||||||||||
определенных в положении Pj |
в серии п односторонних подходов в заданное |
|||||||||||||||||
положение |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
1 |
n |
|
|
|
|
|
|
1 |
n |
|
|
|
|
|
X |
|
|
и |
X |
|
|
. |
(2) |
||||||||
|
|
j |
|
X |
ij |
j |
|
X |
ij |
|||||||||
|
|
|
|
|
n i 1 |
|
|
|
|
n i 1 |
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
2. Зона нечувствительности Bj – разность средних односторонних отклонений от заданного положения по выбранной оси координат при противоположных направлениях перемещений
|
|
|
|
|
|
B j X j X j . |
(3) |
||||
3.Максимальная зона нечувствительности Вmax – максимальное
абсолютное значение зоны нечувствительности |Bj|, определяемое в любом заданном положении.
4. Средняя зона нечувствительности зон нечувствительности на длине измерения
|
|
1 |
k |
|
B |
Bj . |
(4) |
||
|
|
k |
j1 |
|
|
|
|
|
|
5. Размах отклонения от заданного положения Wj – алгебраическая разность наибольшего и наименьшего отклонений от заданного положения, определяемая из серии п односторонних подходов в заданном положении Pj.
Определяется по формулам
W j X ij max X ij min и W j X ij max X ij min . |
(5) |
6. Среднее квадратичное отклонение от заданного положения Sj –
вероятностное значение рассеяния отклонений от заданного положения рабочего органа, полученных по результатам измерений при многократном подходе в заданное положение.
При числе повторных измерений п от 5 до 10, допускается определять Sj
по формулам
S j |
|
W j |
|
и |
S j |
|
W j |
|
, |
(6) |
|
n |
|
|
n |
|
|
где αп – коэффициент, зависящий от числа n повторных измерений в положении Рj. При п равном 5, αn = 0,4299.
7. |
Повторяемость одностороннего позиционирования R j |
или R j |
в |
|||||||
заданном положении Рj – наибольшее из значений |
6S j |
или |
6S j |
, то есть |
||||||
|
|
|
|
|
|
|
|
|||
|
R j max 6S j и R j max 6S j . |
|
|
(7) |
||||||
8. |
Повторяемость двустороннего позиционирования Rj max в заданном |
|||||||||
положении Рj – наибольшее из значений, определяемых по формулам |
|
|||||||||
|
|
|
|
|
|
|||||
|
max(3S j 3S j |
B j |
) или max6S j |
или |
max6S j . |
(8) |
||||
9. Точность позиционирования A по оси – вероятностная величина зоны,
в которой находятся отклонения от заданных положений рабочего органа при многократном одностороннем или двустороннем подходе в любые заданные положения в пределах длины перемещения. Точность позиционирования
определяется |
как наибольшая разность между предельными |
значениями |
||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
X |
j 3S j и |
X j 3S j независимо от направления перемещения согласно |
||||||||||||
формуле |
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
À X |
j 3S j max X j 3S j min , |
|
|||||||
где значения |
|
|
|
|
|
|
|
|||||||
|
j в выражениях ( X |
j 3S j)max и ( X |
j 3S j)min |
могут и не |
||||||||||
совпадать между собой.
Определение относится к точности как одностороннего, так и двустороннего позиционирования.