

Исследование точности позиционирования рабочих органов станка с числовым программным управлением (90
..pdfПорядок выполнения работы
1.Изучить методические указания по лабораторной работе и ознакомиться с применяемыми приборами и приспособлениями.
2.Изучить по инструкции на эксплуатацию органы управления станка и устройства ЧПУ.
3.Ознакомиться с особенностями составления управляющих программ для устройства ЧПУ.
4.В соответствии с заданными исходными данными составить схему перемещения рабочего органа станка.
5.В соответствии со схемой составить управляющую программу.
6.Произвести проверку программы и подготовить её для ввода в
устройство ЧПУ.
7.Ввести программу в устройство ЧПУ и выполнить контроль правильности ввода информации.
8.Установить в соответствии с заданием штриховую меру и микроскоп на рабочие органы станка. Провести настройку положения штриховой меры и юстировку микроскопа.
9.Включить станок на работу по программе.
10.Установить проверяемый рабочий орган станка в исходное положение.
11.Установить приборы на нуль.
12.Провести замеры отклонений действительных положений рабочего органа от запрограммированных при последовательном перемещении в заданные положения в обоих направлениях оси координат. Результаты замеров занести в таблицу 1 (см. приложение).
13.Повторить цикл измерений пять раз (п = 5).
14.По формулам (2)...(9) с учетом данных табл. 1 рассчитать параметры точности позиционирования. Результаты занести в табл. 1, 2 (см. приложение).
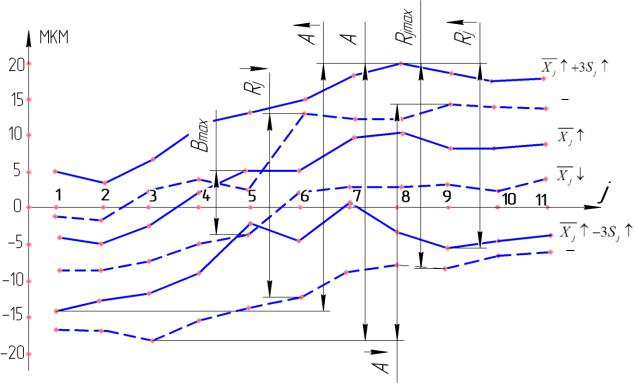
15.По данным таблиц построить график отклонений от заданного положения рабочего органа станка.
16.Сделать выводы о точности перемещения рабочего органа станка.
17.Оформить бланк отчета (см. приложение), внося в него все схемы, данные замеров, расчетов и результаты исследования и анализа. Обработку результатов исследования и оформление отчета возможно выполнять на ПК с применением программы TOCHPOZI.
Указания по технике безопасности
1. Выполнять работу разрешается только после изучения методических указаний по работе, конструкции станка и правил эксплуатации УЧПУ,
предварительно получив разрешение у преподавателя.
2.Установку штриховой меры и микроскопа на рабочие органы станка осуществлять только при выключенной системе управления.
3.Запрещается производить перемещения рабочих органов станка на быстром ходу при настройке относительного положения штриховой меры и микроскопа.
4.3апрещается проводить измерения при перемещении рабочего органа.
Контрольные вопросы
l. Ha основе каких показателей осуществляется оценка точности позиционирования?
2.Что понимается под точностью позиционирования?
3.С какой целью производятся испытания станков с ЧПУ на точность позиционирования?
4.Почему при испытаниях производят двусторонний подход к заданным точкам контролируемого участка?
5.3а счет каких мероприятий возможно повысить точность позиционирования?
Приложение
Форма отчёта
1. Краткая техническая характеристика станка и применяемого оборудования
Станок: |
Мера штриховая: |
Микроскоп: |
- модель – |
- ГОСТ – |
- модель – |
- основной параметр – |
- класс точности – |
- цена деления – |
- класс точности – |
|
|
- пределы подач – |
|
|
- устройство ЧПУ– |
|
|
- дискретность – |
|
|
2. Исходные данные:
-способ позиционирования –
-величина контролируемого участка L, мм –
-скорость перемещения рабочего органа, м/мин –
3.Схема перемещения рабочего органа
4.Управляющая программа
5.График отклонений от заданного положения рабочего органа станка
X j 3S j
X j 3S j
6.
Таблица 1 Результаты измерений и расчетные данные отклонений от заданного положения
Номер положения j 1 2 … k
Заданное положение Pj, мм
Направление подхода |
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Отклонение от заданного положения Xj при |
|
|
|
|
|
|
|||||||
i - ом подходе |
|
|
|
|
|
|
|||||||
1 |
|
|
|
|
|
|
|
|
|||||
2 |
|
|
|
|
|
|
|
|
|||||
3 |
|
|
|
|
|
|
|
|
|||||
4 |
|
|
|
|
|
|
|
|
|||||
5 |
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
||
Среднее отклонение от заданного |
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
положения X |
j |
|
|
|
|
|
|
||||||
Среднее квадратичное отклонение от |
|
|
|
|
|
|
|||||||
заданного положения S j |
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
3S j |
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
j 3S j |
|
|
|
|
|
|
||
|
|
X |
|
|
|
|
|
|
|||||
|
|
|
|
|
j 3S j |
|
|
|
|
|
|
||
|
|
X |
|
|
|
|
|
|
|||||
Зона нечувствительности B j |
|
|
|
|
|
|
|||||||
Наибольшее из значений |
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
||||||
6S j или 6S j или (3S j 3S j |
B j |
) |
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
7. |
|
|
|
|
Таблица 2 |
|
Параметры точности позиционирования |
||||||
|
|
|
|
|
|
|
Параметры |
Значение параметра, мкм |
|
||||
|
|
|
|
|
|
|
Точность двустороннего позиционирования |
|
|
||||
|
A |
|
|
|||
|
|
|
|
|
|
|
Повторяемость двустороннего |
|
|
||||
позиционирования Rj max |
|
|
||||
|
|
|
|
|
|
|
Максимальная зона нечувствительности |
|
|
||||
|
Вmах |
|
|
|||
|
|
|
|
|
||
Средняя зона нечувствительности |
|
|
||||
|
|
|
|
|
|
|
|
B |
|
|
|||
|
|
|
|
|
||
Точность одностороннего |
|
|
||||
позиционирования |
|
|
||||
|
A |
|
|
|||
|
A |
|
|
|||
Повторяемость одностороннего |
|
|
||||
позиционирования |
|
|
||||
|
|
|
||||
|
R |
j |
|
|
||
|
|
|
||||
|
R |
j |
|
|
||
8. Выводы и заключение.
ИССЛЕДОВАНИЕ ТОЧНОСТИ ПОЗИЦИОНИРОВАНИЯ
РАБОЧИХ ОРГАНОВ СТАНКА С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ
Методические указания к лабораторной работе по курсу «Металлорежущие станки»
Составитель Борис Михайлович Багров
Редактор Е.Н. Черникова |
|
|
Подписано в печать |
. Формат 60х84 1/16. Бумага офсетная. |
|
Объем 0,9 п.л. Ризография. Тираж 100 экз. Заказ № |
. |
|
Издательство Липецкого государственного технического университета. Полиграфическое подразделение Издательства ЛГТУ.
398600 Липецк, ул. Московская, 30.