

С.Л. Новокщенов А.Ю. Бойко В.И. Корнеев
САПР ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ КШП
Учебное пособие

В
ФГБОУ ВО «Воронежский государственный
технический университет»
С.Л. Новокщенов А.Ю. Бойко В.И. Корнеев
САПР ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ КШП
Утверждено Редакционно-издательским советом
университета в качестве учебного пособия
В
УДК 621.882
Новокщенов С.Л. САПР технологического оборудования КШП: учеб. пособие [Электронный ресурс]. – Электрон. текстовые и граф. данные (6,24 Мб) / С.Л. Новокщенов, А.Ю. Бойко, В.И. Корнеев. – Воронеж: ФГБОУ ВО «Воронежский государственный технический университет», 2015. – 1 электрон. опт. диск (CD-ROM) : цв. – Систем. требования: ПК 500 и выше; 256 Мб ОЗУ; Windows XP; SVGA с разрешением 1024x768; MS Word 2007 или более поздняя версия; CD-ROM дисковод; мышь. – Загл. с экрана.
В учебном пособии представлены материалы по методикам и программному обеспечению, применяемым при проектировании кузнечно-прессовых машин. По каждому из разделов дается информация, необходимая и достаточная для освоения данного курса, которую студент должен знать и владеть в совершенстве. Приводятся необходимые иллюстрации и справочный материал.
Издание соответствует требованиям Федерального государственного образовательного стандарта высшего профессионального образования по направлению 150700.62 «Машиностроение» (профиль подготовки «Технологии, оборудование и автоматизация машиностроительных производств»), дисциплине «САПР технологического оборудования кузнечно-штамповочного производства».
Табл. 1. Ил. 25. Библиогр.: 39 назв.
Рецензенты: кафедра теоретической и прикладной
механики Воронежского филиала
Московского государственного университета
путей сообщений
(д-р техн. наук, проф. В.С. Семеноженков);
д-р техн. наук, проф. Ю.С. Ткаченко
© Новокщенов С.Л., Бойко А.Ю.,
Корнеев В.И., 2015
© Оформление. ФГБОУ ВО
«Воронежский государственный
технический университет», 2015
Введение
Обработка металлов давлением является одним из самых древних способов металлообработки и остается прогрессивным и в настоящее время. Родоначальницей современного кузнечно-штамповочного производства является ручная ковка. С древнейших времен использовались наковальни, кувалды, клещи, зубила, пробойники и другие кузнечные инструменты.
Наиболее крупным событием в развитии кузнечно-штамповочного производства явилось создание в Англии первого промышленного парового молота, изготовленного в 1843 году (рис. 1).

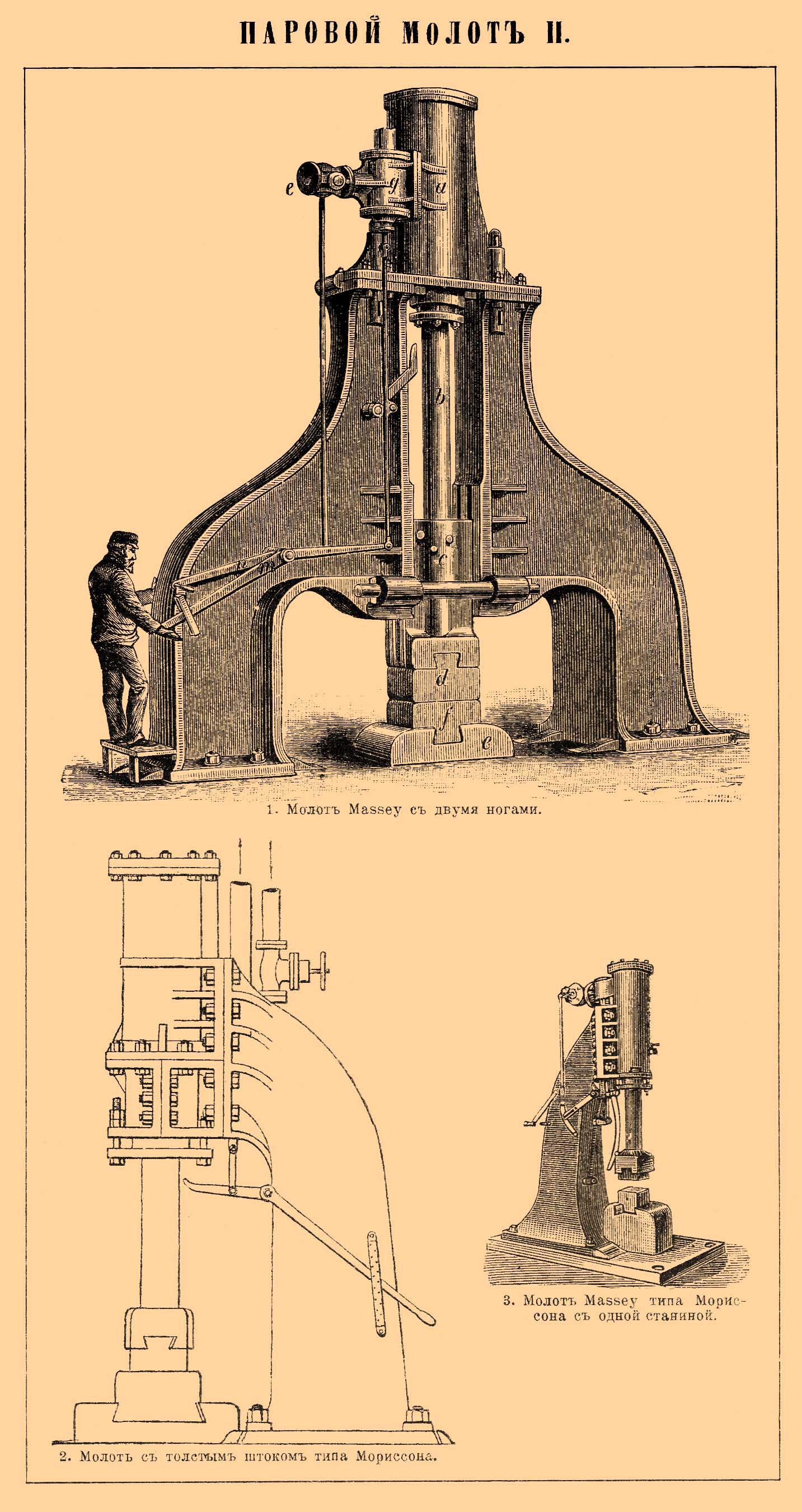
Рис. 1. Паровые молоты
Позднее неудобные в эксплуатации крупные молоты заменили гидравлическими прессами. Так первый в России гидравлический пресс был введен в эксплуатацию в 1985 году, второй – в 1899 году. Это позволило решить проблемы ковки крупногабаритных деталей из слитков массой до 250 т. Сегодня изготовление качественной продукции на машиностроительных и металлообрабатывающих заводах невозможно без высокого уровня кузнечно-штамповочного производства. В связи с этим потребовалось создание таких как Брянский, Сормовский, Старокраматорский и других заводов, предназначенных для изготовления кузнечных машин.
Создание таких заводов было вызвано острой потребностью в оборудовании для реализации процессов обработки металлов давлением, которые позволяют получать заготовки, близкие по форме к окончательному изделию, или готовое изделие без последующей механической обработки. А такие заготовки и изделия необходимы для развивающейся автомобильной, тракторной, сельскохозяйственной и оборонной отраслей промышленности. Реализовывать такие процессы позволяют механические прессы (рис. 2).
C постепенным внедрением системы автоматизированного проектирования в конструкторских отделах привычное слово «кульман» все чаще заменяется словом АРМ (автоматизированное рабочее место. В настоящее время конструктора в своей работе используют персональные ЭВМ (IBM PC или совместимые компьютеры), графопостроители, лазерные печатающие устройства и другую технику. Эффект от внедрения подобных технологий очевиден: производительность труда повышается в 2-3 раза, резко сокращается число ошибок.

Рис. 2. Пресс кривошипный горячештамповочный услием 40 МН (4000 тс) производства ОАО Тяжмехпресс
Помимо того, в САПРе используются крупные пакеты программ математического моделирования, кинематики, динамики и расчета прочности проектируемого оборудования, конечным результатом использования которых является высокие эксплуатационные данные выпускаемого кузнечно-штамповочного оборудования.
Кроме решения инженерных задач САПР широко так же внедряется и в технологические производственные подразделения.
В настоящее время производственная база заводов по выпуску кузнечно-штамповочного оборудования имеет четыре основных отделения: металлургическое, сварочное, механическое и сборочное. И становится так же очевидно, что такой производственной базой необходимо четко управлять, для чего в настоящее время так же разработаны как программные модули, так и отдельные САПР.
ГЛАВА 1 КЛАССИФИКАЦИЯ И ВИДЫ ОБЕСПЕЧЕНИЯ САПР ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ КУЗНЕЧНО-ШТАМПОВОЧНОГО ПРОИЗВОДСТВА В УСЛОВИЯХ АВТОМАТИЗИРВАННОГО ПРОИЗВОДСТВА