

2.4. Сапр и механообрабатывающее производство
Механообрабатывающее производство заводов по выпуску кузнечно-штамповочноого оборудования (рис. 9) изготавливает различные корпуса, направляющие для ползунов и нарезают зубья шестерен и колес, на другом изготавливают валы, шкивы и червяки, а на третьем – только детали из цветных металлов и пластмасс.
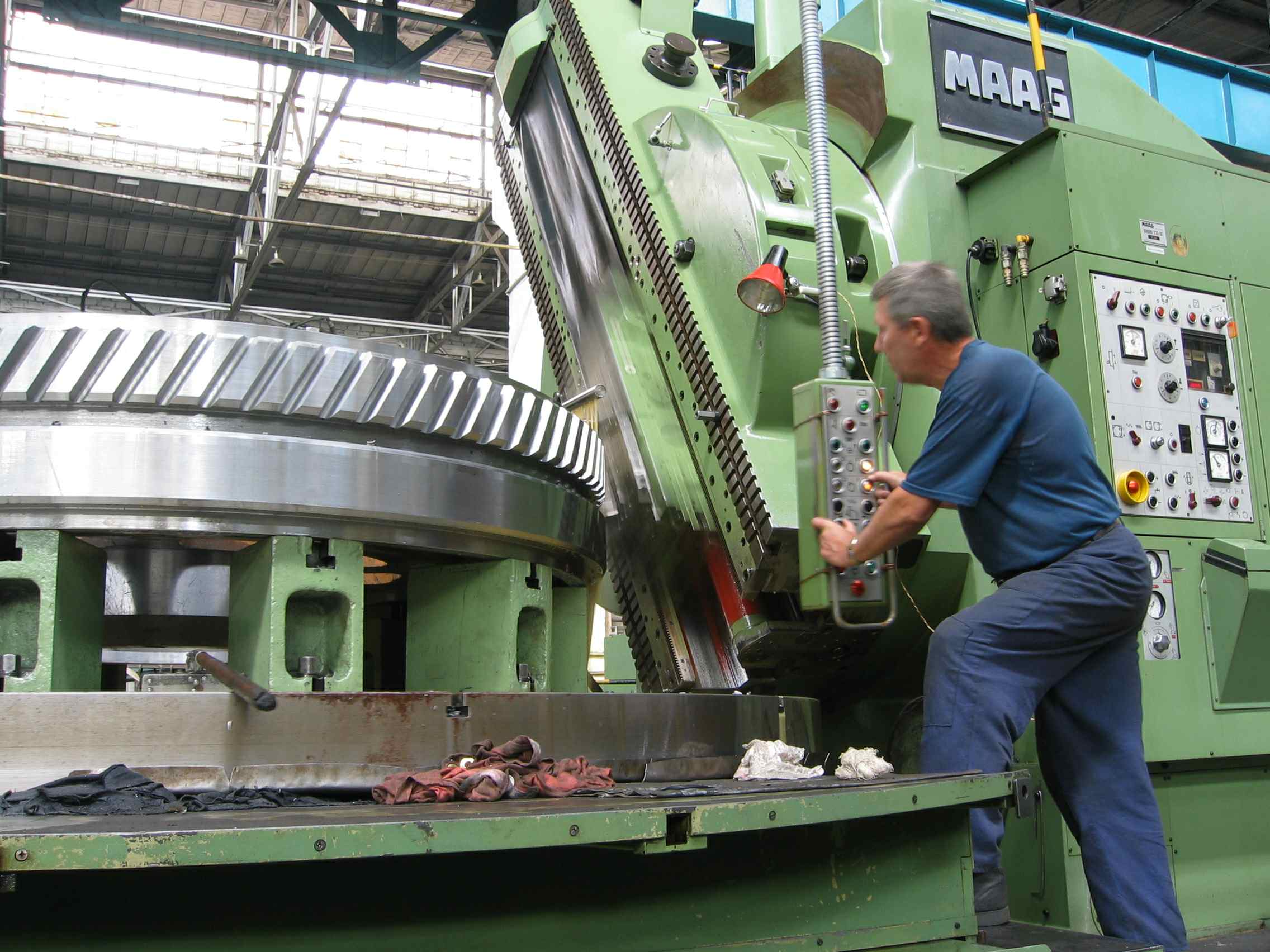

Рис. 9. Механообрабатывающее производство завода по выпуску КШО
Основным направлением развития технологических процессов в металлообработке в настоящее время является повышение производительности и гибкости. Это объясняется тем, что значительно растет номенклатура деталей в мелко- и среднесерийном производстве, и поэтому необходимо автоматизировать эти производства.
Этого можно достигнуть путем широкого применения станков с ЧПУ, в том числе многоцелевых, а также гибких производственных систем (ГПС). Современные достижения микроэлектроники способствуют быстрому развитию этого направления в станкостроении.
САПР ЧПУ предназначены для автоматизированной подготовки управляющих программ для станков с ЧПУ (NC и CNC). Будучи недорогим простым и гибким оперативным инструментом как технолога, так и оператора для любого станка с ЧПУ, CAM-система современных САПР ЧПУ уже более четверти века эффективно используется на предприятиях самых разных условий производства.
Вариации компоновок станков и число координат не ограничиваются, САПР ЧПУ используются для подготовки: фрезерных; токарных; электроэрозионных и координатно-штамповочных процессов.
Работа с каждым модулем сводится к одним и тем же приемам, правилам и командам. Диапазон степени автоматизации расчетов - от перемещения инструмента «вручную» до автоматической обработки типовых конструкторских элементов, произвольных карманов, многоступенчатых токарных деталей и т.д. с учетом формы инструмента.
Траекторию можно трансформировать в пространстве. Программируются все виды коррекций, станочные циклы и подпрограммы. Контролируется и автоматизируется ввод технологических команд. Инструменты и оснастка выбираются из пополняемой пользователем базы.
В системах для передачи УП на станки используются автономные устройства со сменными картриджами электронной памяти или персональные компьютеры, в т.ч. старые. Системы легко подключаются к существующим разъёмам устройств ЧПУ и не требуют их доработок, подходят для новых и старых, отечественных и импортных станков, могут передавать УП в покадровом режиме работы или записывать в память УЧПУ станка.
2.5. Сапр и сборочное производство
Сборочное производство заводов по выпуску кузнечно-штамповочного оборудования, как правило, имеет большое количество участков, предназначенных как для сборки отдельных узлов машин, например муфт и тормозов, электрических систем управления, гидравлических приводов, так и для сборки кузнечно-штамповочного оборудования целиком.
Современное КШО состоит из многих тысяч деталей, каждое место которой определяется соответствующими сборочными чертежами. Поэтому на сборочном производстве работают бригады, в состав которых, помимо слесарей-сборщиков, включаются элетросварщики, слесари-масло- и воздухоподчики, маляры и электрики.
Для визуализации процессов сборки можно использовать специальные функции CAD-систем, которые позволяют создать изображение с разделенными частями (рис. 10). Таким образом, можно создавать пошаговые инструкции с уточнением особенностей собираемой конструкции применительно к используемым технологическим возможностям.
|
|
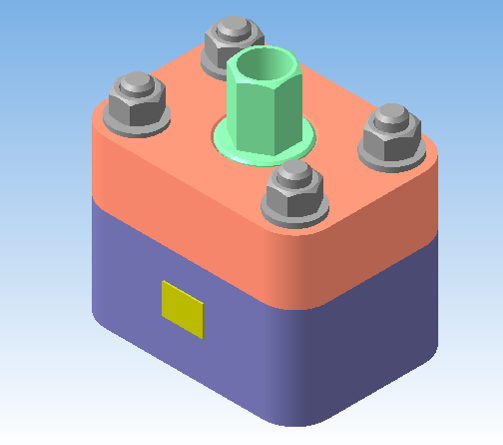

Рис. 10. Сборочная единица и ее вид с разнесенными частями