

2.2. Сапр и сварочное производство
Как правило, состоит из заготовительного и сборочно-сварочного участков. Заготовительный участок сварочного производства должен обладать следующими технологическими возможностями:
реализации процессов газовой резки листового проката из углеродистых и низколегированных сталей толщиной от 4 до 260 мм на машинах с ЧПУ;
резки на гильотинных ножницах металла толщиной от 1 до 14 мм и длиной до 3100 мм;
резки на ленточно-пильном станке профильного проката;
гибки;
правки.
На сборочно-сварочном участке (рис. 4) необходимо иметь следующее технологическое оборудование:
машины для автоматической сварки под слоем флюса конструкций весом до 160 т;
машины для полуавтоматической сварки в углекислой среде;
приспособления для сборки;
машины электрошлаковой сварки сварных соединений толщиной до 400 мм;
печи для отжига сварных конструкций и снятия внутренних напряжений;
приспособления для вибростабилизации длинномерных деталей весом до 25 т;
приспособления для дробеструйной очистки сварных конструкций от ржавчины и окалины.
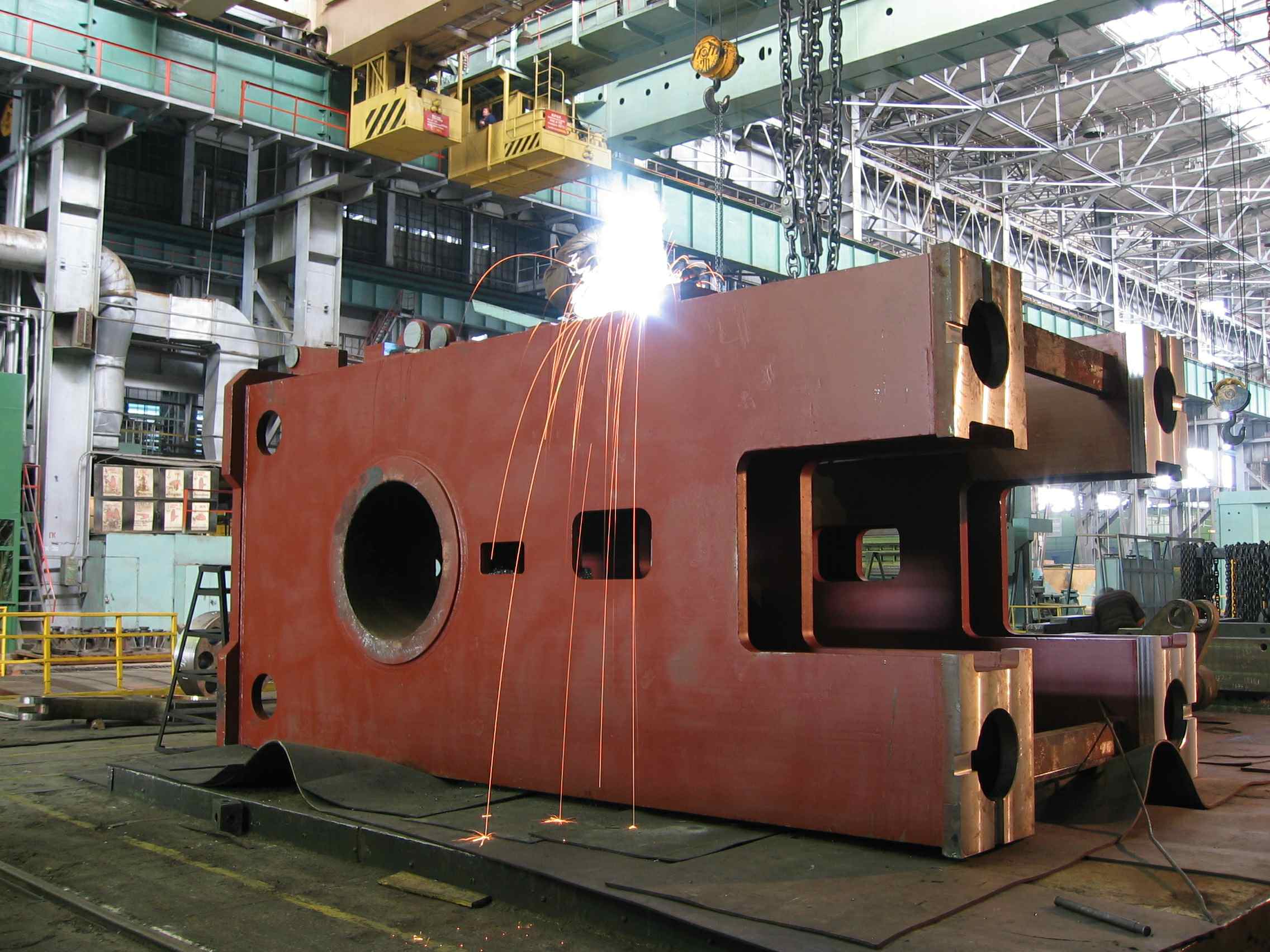
Рис. 4. Сборочно-сварочный участок завода по выпуску КШО
С постепенным внедрением в производство ЭВМ в сварочном производстве были решены следующие задачи: автоматизации подготовки производства; рационального проектирования технологий заготовительных и сборочно-сварочных работ, автоматизации создания управляющих программ для газорезательных машин.
Структура САПР сварочных работ показана на рис. 5.
Автоматизированное создание технологических процессов (ТП) и технологической документации (ТД) требует знания количественных зависимостей между исходными данными и данными, содержащимися в ТД (выходными).
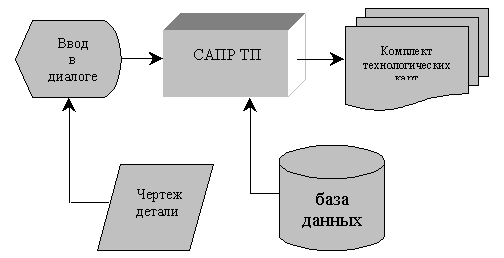
Рис. 5. Структура САПР сварочных работ
Несмотря на широкое распространение сварки в защитных газах и множество исследований по моделированию процесса, в настоящее время не известны САПР технологии сварки в защитных газах конструкций из низколегированных сталей.
Применяемые при ТПП программы в лучшем случае позволяют производить выбор элементов ТП из базы данных и оформлять технологическую документацию. Поэтому на большинстве предприятий технология сварки разрабатывается на основе технологического и производственного опыта сварщиков и технологов, без применения ЭВМ, с большими затратами времени.
В связи с отсутствием в распоряжении технологов математических методов, получаемые технологические решения часто далеки от оптимальных: велики затраты на исправление дефектов сварки, допускаются значительные потери электродного металла на разбрызгивание. Кроме того, разработанные ТД зачастую не актуальны по параметрам режима, многословны и нечитабельны.
Параметры режима сварки являются важнейшими элементами технологии изготовления сварных конструкций, поскольку они определяют размеры шва и структурный состав металла сварного соединения.
Неправильное определение режима приводит к браку как в процессе сварки (подрезы, непровары, прожоги, горячие трещины и др.), так и к разрушению при эксплуатации сварной конструкции (например, из-за развития холодных трещин). Таким образом, невозможно получить качественное сварное, соединение и работоспособную сварную конструкцию, не определив оптимальный режим сварки.
На примере САПР НТ "NORMA”, “ВЕРТИКАЬ” и т.д. (рис. 6) можно сказать, что в настоящее время в сварочном производстве автоматизированная разработка ТП и ТД решена частично и предлагаемые сегодня САПР позволяют только рассчитывать нормы времени.
Она охватывает такие сферы как механообрабатывающее, сварочное, гальваническое, заготовительно-штамповочное производства. Помимо этих процессов, программа включает в себя также и нормировку изготовления спецприспособлений, штампов горячей и холодной штамповки, режущего инструмента и др.
В механообрабатывающей сфере, система выполняет расчет режимов резания и нормировку времени. В расчет режимов резания входят такие действия как расчет подачи, расчет частоты вращения шпинделя, а также расчет скорости резания.
Для упрощения работы с программой разработчики ввели автоматический расчет таких параметров как глубина резания и число проходов, количества зубьев фрезы, радиус вершины резца, качество абразивного круга и др. Для работы на станках с ЧПУ есть расчет норм времени при многостаночном производстве.
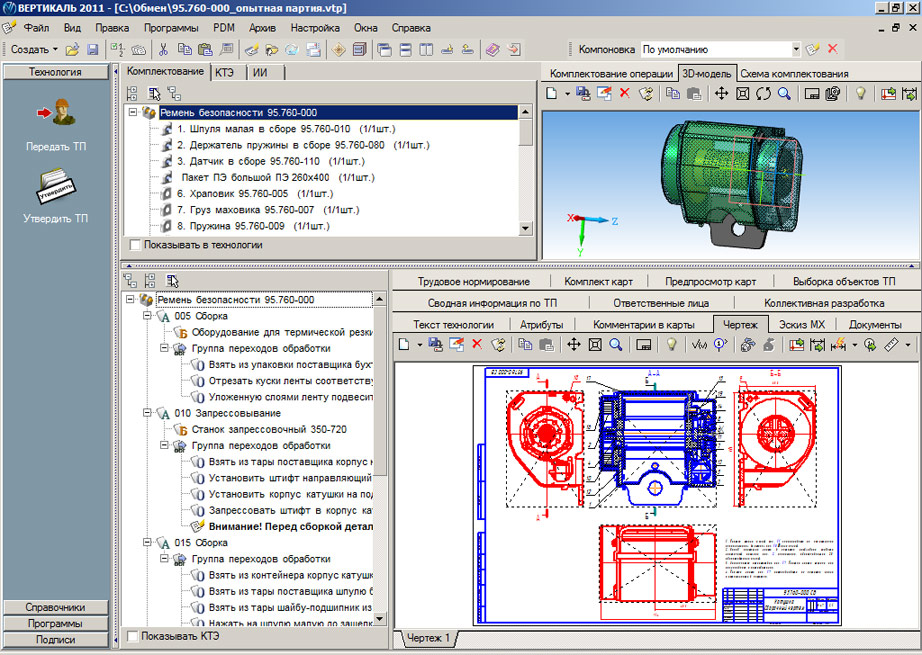
Рис. 6. САПР ТП сварочного производства
В заготовительно-штамповочной сфере программа работает в двух направлениях: проектировка техпроцесса и нормировка техпроцесса. Программа совместима с известными системами САПР.