

Учебное пособие 800680
.pdf2.2.3. Требования техники безопасности к эксплуатации штампов.
Штампы должны эксплуатироваться на предназначенном для них оборудовании. К эксплуатации допускаются штампы, прошедшие испытания.
В штампах с эластичной матрицей или пуансоном контейнер должен подвергаться испытанию давлением, превышающим в 1,5 раза допускаемое рабочее.
Во время испытания штампа необходимо убедиться в его безопасности; при этом должны быть проверены: надежность предусмотренных защитных устройств; надежность крепления всех деталей штампа; правильность смыкания и размыкания частей штампа, особенно рабочих; отсутствие заедания штампуемой полосы при подаче; безопасность удаления деталей и отходов.
При установке штампов на пресс необходимо обеспечить совмещение толкателей штампа с отверстиями выталкивающей системы пресса.
Опоры, на которые опираются прихваты, крепящие штамп к прессу, должны быть одинаковыми по высоте с закрепляемой полкой плиты или несколько выше ее. При креплении штампа не следует применять подкладки, не предназначенные для этого.
Штампы, оснащенные твердым сплавом, не допускается устанавливать на подкладные брусья.
При автоматической подаче ленты, полосы, штучных заготовок в штамп и удалении штампуемых деталей и отходов за пределы опасной зоны ручные работы допускаются только после заправки ленты, полосы, штучных заготовок в подающее устройство или магазин.
При невозможности или нецелесообразности применения механизированного или автоматизированного укладывания заготовок в рабочую зону штампа и удаления отштампованных деталей и отходов работа с применением пинцетов, крючков, клещей и других вспомогательных средств, а также вручную
40
без применения вспомогательного инструмента допускается только при наличии на прессах эффективных защитных устройств (устройств двуручного включения, фотоэлектронной защити, защитных ограждений и др.), выдвижных и откидных матриц, сблокированных с включением пресса, или специальных приспособлений пресса, устраняющих опасность травмирования рук работающих.
Ручное укладывание заготовок в рабочую зону и удаление отштампованных деталей и отходов из штампового пространства допускаются только при верхнем исходном положении ползуна.
Исполнение вспомогательного инструмента, применяемого при штамповке, должно быть таким, чтобы при случайном его разрушении штампом не образовывались осколки, способные травмировать оператора.
Ремонт и наладку установленных на прессе штампов проводят после установки ограничителей открытой высоты (см. рис. 2.7) и (или) других средств, исключающих самопроизвольное движение ползуна пресса вниз при выключенном и полностью остановленном прессе.
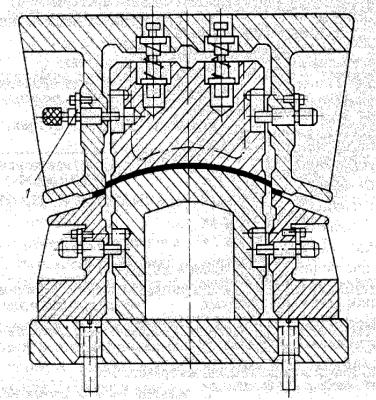
При ремонте рабочих частей, установленных на прессы крупных штампов для фиксации выталкивателя и съемника, применяют предусмотренные в конструкции ограничители 1 хода (рис. 2.15).
При штамповке деталей из штучных заготовок с ручной подачей их в штамп не допускается работа пресса в автоматическом режиме.
Застрявшие в штампе детали и отходы удаляют с помощью соответствующих вспомогательных средств при выключенном и полностью остановленном прессе.
При эксплуатации штампов нагрев деталей из полиуретана свыше 70°С не допускается.
При эксплуатации штампа необходимо систематически проверять крепление штампа и его деталей, состояние защитных устройств, прочищать каналы для смазки и выхода
41
воздуха.
Об опасных моментах, которые могут возникнуть при эксплуатации штампов, и мерах по их устранению рекомендуется указывать в бланке № 2 по форме 2.2.
Рис. 2.15. Ограничитель хода подвижной части штампа.
42
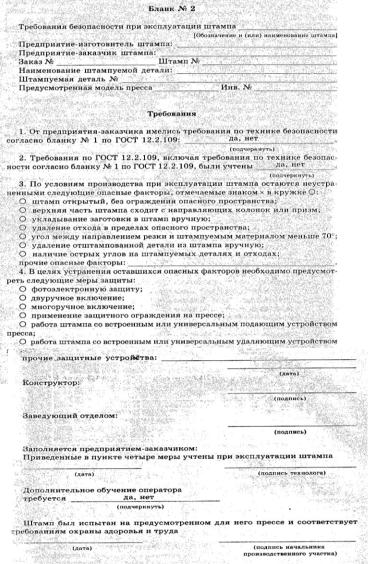
Форма 2.2
43
2.3. Оформление сборочного чертежа штампа
Сборочные чертежи выполняются в соответствии с требованиями стандартов ЕСКД и ГОСТ 2.424 «Правила выполнения чертежей штампов».
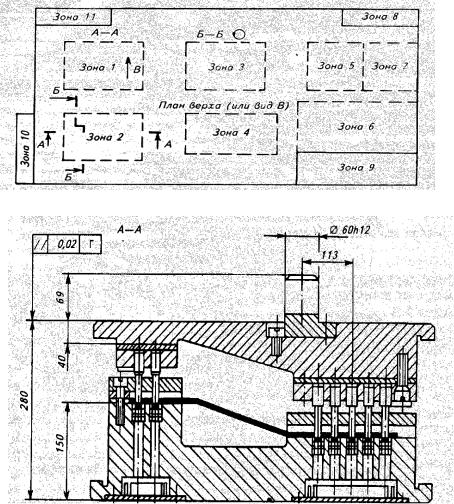
На практике принята схема размещения основных и вспомогательных проекций, текстовых документов и другой информации на сборочном чертеже штампа (рис. 2.16) по следующим зонам: зона 1 — главный вид (разрез) штампа (А— А); зона 2 — план низа, т. е. вид сверху на нижнюю часть штампа; зона 3 — вспомогательный разрез (Б—Б); зона 4 — план верха, т. е. вид сверху на верхнюю часть штампа [допускается вместо плана верха в этом поле изображать вид снизу на верхнюю часть штампа (вид В)]; зона 5 — эскиз исходной заготовки или полуфабриката, получаемого после предыдущей операции: зона 6 — технические требования чертежа; зона 7 — операционный эскиз штампуемой детали; зона 8 — таблица, содержащая наименования и обозначения штампов, входящих в комплект для обработки данной детали; зона 9 — основная надпись сборочного чертежа; зоны 10, И — дополнительные графы, предусмотренные ГОСТ 2.104-68.
Дальнейший этап проектирования заключается в изображении общего вида штампа. На главном виде — разрез А—А на плане низа (рис. 2.17) — изображают штамп в сомкнутом состоянии и отражают работу по возможности всех основных и вспомогательных элементов: пуансонов, матриц, пуансонодержателей, матрицедержателей, подкладных плиток для пуансонов и матриц, шпонок для пуансонов и матриц, съемников, направляющих планок, нижней и верхней плит, хвостовика, упоров, фиксаторов, ограничителей закрытой высоты штампа, грузовых винтов, крепежных деталей, различных вспомогательных устройств и других элементов. Здесь указывается закрытая высота штампа, т. е. расстояние между опорными плоскостями плит в сомкнутом нижнем рабочем положении. При необходимости допускается изображать штамп в раскрытом состоянии на дополнительных
44
изображениях — видах, разрезах. Над изображением должна быть нанесена надпись «В раскрытом состоянии».
Рис. 2.16. Размещение проекций на сборочном чертеже штампа
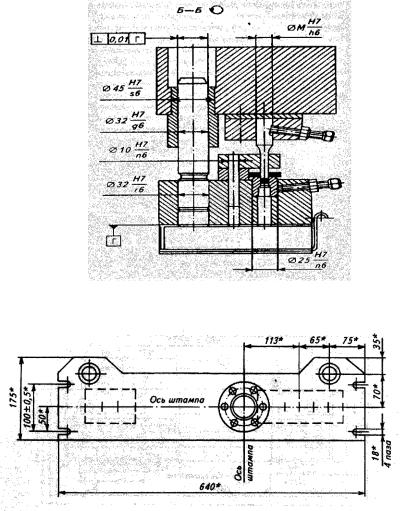
Рис. 2.17. Фронтальная проекция штампа с продольным разрезом А-А в соответствии с обозначением расположения
сечения в плане низа штампа.
45
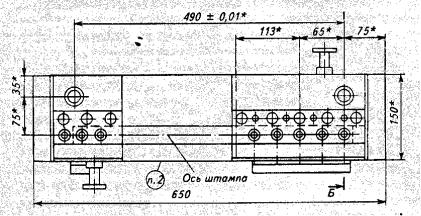
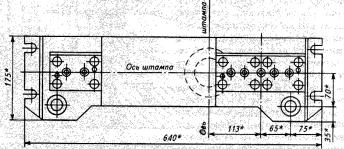
Рис. 2. 18. План низа штампа без верхней подвижной части.
На плане низа (рис. 2.18) изображены: расположение упоров и других направляющих элементов (планок, фиксаторов), обеспечивающих фиксирование исходной заготовки при выполнении данной операции; контуры пробивной матрицы и съемника; расположение направляющих устройств; расположение крепежных изделий, грузовых винтов для транспортировки штампа, места крепления нижней части штампа к подштамповой плите пресса. Проставляют габаритные размеры в плане и размеры базирования, рабочей зоны относительно осей штампа и до точно обработанных элементов нижней части штампа. При необходимости указывают место маркировки штампа. При расположении плана низа вне проекционной связи или на отдельном листе над изображением плана низа наносят надпись «План низа».
Если главный вид (разрез) и план низа не дают полного представления об устройстве, работе и способе крепления штампа или его элементов, то выполняют вспомогательный разрез (рис. 2.19), что позволяет подробнее рассмотреть работу приводов и выталкивающих устройств, способы крепления и фиксации матриц, пуансонов и их держателей, направляющих
46
колонок и втулок.
Рис. 2.19. Вспомогательная проекция штампа – вид с боку.
Рис. 2.20. Вспомогательная проекция плана верха штампа.
В штампах с подвижным верхним съемником может быть изображен план верха, так как съемник на виде снизу закрывает места крепления пуансонодержателей к верхней
47
плите штампа (рис. 2.20). На этом рисунке показано расположение крепежных изделий, места крепления верхней плиты штампа к ползуну пресса, осей штампа относительно осей направляющих втулок, а также габаритных размеров верхней плиты. План верха не изображают, если он затрудняет чтение чертежа. При проектировании крупногабаритных и особо сложных штампов целесообразно изображать, на дополнительных местах вид на верхнюю часть штампа снизу (рис. 2.21), который включает в себя информацию о контурах пуансонодержателей и верхних подвижных съемников, о взаимном расположении пуансонов и ножей, крепежных деталей и грузовых винтов, о местах крепления верхней части штампа к ползуну пресса (для крупногабаритных штампов) или о месте крепления и контурах хвостовика (для средних и мелких штампов). На этом виде при необходимости указывают место маркировки штампа, проставляют габаритные размеры, показывают расположение рабочей зоны штампа относительно осей направляющей втулки, причем это расположение на виде на верхнюю часть снизу и на плане низа должно быть выполнено от одной базы. Над изображением плана верха наносят надпись «План верха». На планах низа и верха должны быть указаны оси штампа (см. рис. 2.18, 2.20), которые в чертежах деталей штампа служат конструкторскими базами для указания размеров, определяющих взаимное расположение деталей на несущих плитах.
Рис. 2.21. Вид на верхнюю часть штампа снизу.
48
Изложенное трактование плана верха установлено ГОСТ 2.424. Однако на практике план верха по этому стандарту не изображают, так как в этом нет необходимости. По аналогии с планом низа следовало бы за план верха принимать вид В на верхнюю часть штампа. Так принято на многих предприятиях.
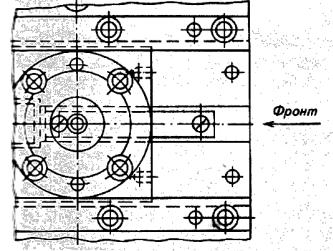
Если на сборочном чертеже фронтальная сторона штампа или блока повернута по отношению к наблюдателю на 90 или 180°, то около плана низа должна быть нанесена надпись «Фронт», как показано на рис. 2.22. Фронт — сторона штампа, у которой располагается рабочее место оператора.
На сборочном чертеже допускается изображать полностью или не изображать совсем крепежные детали и пружины, частично попадающие в секущую плоскость (рис. 2.23).
На плане низа штампуемую деталь или заготовку изображают в виде «обстановки», а в разрезах и сечениях заштриховывают участками по три линии или затемняют (рис.
2.24).
Рис. 2.22. Нанесение справочной надписи «Фронт», если фронтальная проекция на чертеже повѐрнута относительно наблюдателя.
49